7
2.2 Scope
The purpose of this manual is to provide the operator with all the information required to install and service
the PT-36 Mechanized Plasmarc Cutting Torch. Technical reference material is also provided to assist in trouble-
shooting the cutting package.
2.3 Package Options Available
PT-36 package options available through your ESAB dealer. See Replacement Parts section for component part
numbers.
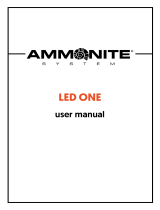
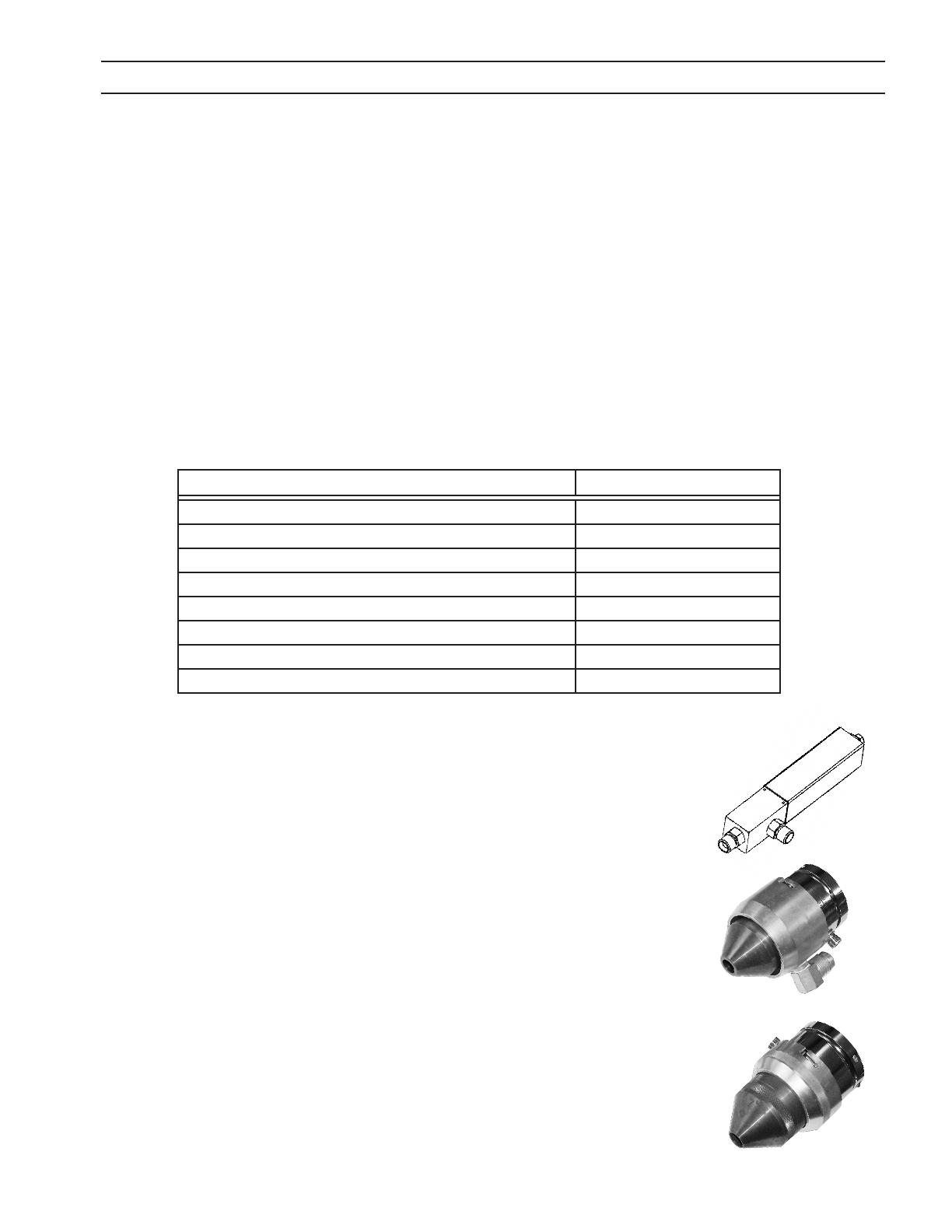
2.1 General
The PT-36 Mechanized Plasmarc Cutting Torch is a plasma arc torch factory assembled to provide torch compo-
nent concentricity and consistent cutting accuracy. For this reason, the torch body can not be rebuilt in the eld.
Only the torch front-end has replaceable parts.
SECTION 2 DESCRIPTION
DESCRIPTIONS FOR PT-36 TORCH ASSEMBLY'S PART NUMBER
PT-36 TORCH AY 4.5 ft (1,3m) 0558006745
PT-36 TORCH AY 6 ft (1,8m) 0558006746
PT-36 TORCH AY 12 ft (3,7m) 0558006747
PT-36 TORCH AY 14 ft MINI-BEVEL (4,3m) 0558006748
PT-36 TORCH AY 15 ft (4,6m) 0558006749
PT-36 TORCH AY 17 ft (5,2m) 0558006750
PT-36 TORCH AY 20 ft (6,1m) 0558006779
PT-36 TORCH AY 25 ft (7,6m) 0558006751
2.4 Optional Accessories:
Test Flow Meter (this valuable troubleshooting tool allows measurement of the actual
plasma gas ow through the torch) .......................................................................................21317
Bubble Muer - When used in conjunction with a water pump recirculating water
from the table and by using compressed air, this device creates a bubble of air which
enables a PT-36 Plasmarc Cutting Torch to be used underwater with slight sacrice
of cut quality. This system also permits operation above water as the ow of water
through the muer reduces fume, noise, and arc U.V. Radiation).
(for installation/operation instructions see manual 0558006722) .............................37439
Air Curtain - This device when supplied with compressed air is used to improve the
performance of the PT-36 Plasmarc Cutting Torch when cutting underwater. The de-
vice mounts onto the torch and produces a curtain of air. This allows the plasma arc to
operate in a relatively dry zone, even though the torch has been submerged to reduce
noise, fume, and arc radiation. To be used in underwater applications only.
(for installation/operation instructions see manual 0558006404) .............................37440