Miller KD509571 Owner's manual
- Category
- Welding System
- Type
- Owner's manual
This manual is also suitable for

Millerfi
January
1994
Form:
OM-141
438A
Effective
With
Serial
No.
KD509571
OWNERS
MANUAL
Dual Torch
System
Computer
Interfaces
(per
NSPR
9288)
s
Read
and
follow
these
instructions
and
all
U
Give
this
manual
to
the
operator.
safety
blocks
carefully.
Have
only
trained
and
qualified
persons
install,
operate,
or
service
this
unit.
Call
your
distributor
if
you
do
not
understand
the
directions.
IIIfl
U
For
help,
call
your
distributor
or:
MILLER
Electric
Mfg.
Co.,
P.O.
Box
1079,
Appleton,
WI
54912
414-734-9821
cover
7/93
Ref.
ST-150
613
'
1994
MILLER
Electric
Mfg.
Co.
PRINTED
IN
liSA

MILLERS
TRUE
BLU
ElM
LIMITED
WARRANTY
Effective
January
1.1992
(Equipment
with
a
serial
number
preface
of
KC
or
newer)
This
limited
warranty
supetsedes
all
previous
MILLER
warranties
and
is
euclusrne
with
no
other
guarantees
or
warranties
espressed
or
implied
LIMITED
WARRANTY
Subtect
to
the
terms
and
conditions
below,
MtLLER
Electric
Mtg
Co
Appleton.
Wisconsin,
warrants
to
Is
original
retail
purchaser
that
new
MtLLER
equipment
sold
after
the
eftectine
date
ot
this
limited
wartanty
is
tree
01
de
tects
in
material
and
workmanship
at
the
time
it
is
shipped
by
MILLER
THIS
WAR
RANTY
IS
EXPRESSLY
IN
LIEU
OF
ALL
OTHER
WARRANTIgS.
EXPRESS
OR
IMPLIED,
INCLUDING
THE
WARRANTIES
OF
MERCHANTAEILtTY
AND
FIT
NESS.
Within
the
warranty
periods
listed
betow,
MILLER
wilt
repair
or
replace
any
war
ranted
parts
or
components
that
tail
due
to
such
detects
in
material
or
workmanship
MILLER
must
be
notitied
in
writing
within
thirty
(30)
days
01
such
detect
or
failure,
at
which
time
MILLER
will
provide
instructions
on
the
warranty
claim
procedures
to
be
tollowed
MILLER
shalt
honor
warranty
claims
on
~karranted
equipment
listed
below
in
the
event
ot
such
a
lailure
within
the
warrant~
lime
periods
All
warranty
time
periods
start
on
the
date
that
the
equipment
was
delivered
to
the
original
retail
purchaser,
or
one
year
aher
the
equipment
is
sent
to
the
distributor,
Years
Parts
3
Yeats
Labor
Original
main
power
rectitiers
2
3
Years
Parts
and
Labor
TranstormeriRectitier
Power
Sources
Plasma
Arc
Cutting
Power
Sources
Semi-Automatic
and
Automatic
Wire
Feeders
Robots
3
2
Years
Pans
and
Labor
Engine
Driven
Welding
Generators
(NOTE
Engines
are
warranted
separately
by
the
engine
manutacturer
tsr
a
period
ol
Iwo
years
Air
Compressors
4
t
Year
Parts
and
Labor
Remote
Controls
Accessory
Kits
Replacement
Pans
MILLERS
True
Bluen
Limited
Warranty
shall
not
apply
to:
I
Items
turniuhed
by
MILLER.
but
manutactured
by
others,
such
as
engines
or
trade
accessories
These
items
are
covered
by
the
manutacturers
warranty,
if
any
2
Consumable
components.
such
as
contact
tips,
cutting
nozzles,
conlaclsrs
and
relays
or
pans
that
tail
due
to
normal
wear,
3
Equipment
that
has
been
moditied
by
any
party
other
than
MILLER.
or
equip.
ment
that
has
been
improperly
installed,
improperly
operated
or
misused
based
upon
industry
standards,
or
equipment
which
has
not
had
reasonable
and
necessary
maintenance,
or
equipment
which
has
been
used
tsr
operation
outside
01
the
speciticatrons
tsr
the
equipment
MILLER
PRODUCTS
ARE
INTENDED
FOR
PURCHASE
AND
USE
BY
COMMER
CIAL/INDUSTRIAL
USERS
AND
PERSONS
TRAINED
AND
EXPERIENCED
IN
THE
USE
AND
MAINTENANCE
OF
WELDING
EQUIPMENT
In
the
event
ot
a
warranty
claim
covered
by
this
warranty,
the
enclusive
remedies
shall
be.
at
MILLERS
sption:
/1)
repair.
or
12)
replacement:
or.
where
authorized
in
writing
by
MILLER
in
appropriate
cases.
(3)
the
reasonable
cosl
of
repair
or
replace
ment
at
an
authorized
MILLER
service
station,
or
)4)
payment
of
or
credit
for
the
pur
chase
price
(less
reasonable
depreciation
based
upon
actual
use)
upon
return
of
the
goods
at
customers
risk
and
espense.
MILLERS
option
01
repair
or
replacement
will
be
PD
B
.Factory
at
Appleton,
Wisconsin,
or
F
G.E.
at
a
MILLER
authorized
ser
vice
tacilrty
as
determined
by
MILLER.
Therefore
no
compensation
or
reimburse
ment
tsr
rransponatisn
costs
ot
any
kind
will
be
altowed.
TO
THE
EXTENT
PERMITTED
BY
LAW,
THE
REMEDIES
PROVIDED
HEREIN
ARE
THE
SOLE
AND
EXCLUSIVE
REMEDIES.
IN
NO
EVENT
SHALL
MILLER BE
LIABLE
FOR
DIRECT.
INDIRECT
SPECIAL.
INCIDENTAL
OR
CONSEQUENTIAL
DAMAGES
IINCLUDING
LOSS
OF
PROFIT),
WHETHER
BASED
ON
CON
TRACT.
TORT
OR
ANY
OTHER
LEGAL
THEORY
ANY
EXPRESS
WARRANTY
NOT
PROVIDED
HEREIN
AND
ANY
IMPLIED
WAR
RANTY,
GUARANTY
OR
REPRESENTATION
ASTD
PERFORMANCE.
AND
ANY
REMEDY
FOR
BREACH
OF
CONTRACT
TORT
DR
ANY
OTHER
LEGAL
THEORY
WHICH,
BUT
FOR
THIS
PROVISION.
MIGHT
ARISE
BY
IMPLICATION,
OPERATION
OF
LAW,
CUSTOM
OF
TRADE
OR
COURSE
OF
DEALING,
IN
CLUDING
ANY
IMPLIED
WARRANTY
OF
MERCHANTABILITY
DR
FITNESS
FOR
PARTICULAR
PURPOSE,
WITH
RESPECT
TO
ANY
AND
ALL
EQUIPMENT
FURNISHED
BY
MILLER
IS
EXCLUDED
AND
DISCLAIMED
BY
MILLER
Some
states
in
the
U
S
A
do
not
allow
limitations
of
hsw
long
an
implied
warranty
lasts,
or
the
enclusion
sf
incidental.
indirect.
special
or
consequential
damages,
so
the
above
limitation
or
euclusrsn
may
not
apply
to
you.
This
warranty
provides
spe
cific
legal
rights,
and
other
rights
may
be
available,
but
may
vary
from
state
to
stale
In
Canada.
legislation
in
some
provinces
provides
tsr
certain
additional
warrantiea
or
remedies
other
than
as
slated
herein,
and
to
the
eutent
that
they
may
not
be
waived,
the
limitations
and
euclusions
set
out
above
may
nst
apply.
This
Limited
Warranty
provides
specific
legal
rights,
and
other
rights
may
be
available,
but
may
vary
trom
province
to
province
:I~I
Motor
Driven
Guns
Process
Controllers
Water
Coolant
Systems
HF
Units
*
Grids
Spot
Welders
Load
Banks
SDX
Transformers
*
Running
Gear/Trailers
*
Field
Options
(NOTE
Field
options
are
covered under
True
Blue~M
tsr
the
remaining
warranty
period
of
the
product
they
are
installed
in,
or
for
a
minimum
of
one
year
whichever
is
greater.)
6
Months
Batteries
90
Days
Pans
and
Labor
*
MIG
Gues/TIG
Torches
Plasma
Cutting
Tsrches
5.
6.
RECEIVING-HANDLING
BefQre
unpacking
equipment,
check
carton
for
any
damage
that
may
have
occurred
during
shipment.
File
any
Claims
for
loss
or
damage
with
the
delivering
carrier.
Assistance
for
filing
or
settling
claims
may
be
obtained
from
distributor
and/or
equipment
manufacturers
Transportation
Department.
When
requesting
information
about
this
equipment,
always
provide
Model
Designation
and
Serial
or
Style
Number,
Use
the
following
spaces
to
record
Model
Designation
and
Serial
or
Style
Number
of
your
unit.
The
information
is
located
on
the
rating
label
or
nameplate.
Model
__________
Serial
or
Style
No.
Date
of
Purchase
miller
9/93

ARC
WELDING
SAFETY
PRECAUTIONS
5.
Properly
install
and
ground
this
equipment
according
to
its
Owners
Manual
and
national,
state,
and
local
codes,
6.
When
making
input
connections,
attach
proper
grounding
conductor
first.
7.
Turn
off
all
equipment
when
not
in
use.
8.
Do
not
use
worn,
damaged.
undersized,
or
poorly
spliced
cables.
9.
Do
not
wrap
cables
around
your
body.
10.
Ground
the
workpiece
to
a
good
electrical
(earth)
ground.
11.
Do
not
touch
electrode
if
in
contact
with
the
work
or
ground.
12.
Use
only
well-maintained
equipment.
Repair
or
replace
damaged
parts
at
once.
13.
Wear
a
safety
harness
if
working
above
floor
level.
14.
Keep
all
panels
and
covers
securely
in
place.
a
WARNING
ARC
WELDING
can
be
hazardous.
PROTECT
YOURSELF
AND
OTHERS
FROM
POSSIBLE
SERIOUS
INJURY
OR
DEATH.
KEEP
CHILDREN
AWAY.
PACEMAKER
WEARERS
KEEP
AWAY
UNTIL
CONSULTING
YOUR
DOCTOR.
In
welding,
as
in
most
lobs,
exposure
to
certain
hazards
occurs.
Welding
is
safe
when
precautions
are
taken.
The
safety
information
given
below
is
only
a
summary
of
the
more
complete
safety
information
that
will
be
found
in
the
Safety
Standards
listed
on
the
next
page.
Read
and
follow
all
Safety
Standards.
HAVE
ALL
INSTALLATION,
OPERATION,
MAINTENANCE,
AND
REPAIR
WORK
PERFORMED
ONLY
BY
QUALIFIED
PEOPLE.
1.
ELECTRIC
SHOCK
can
kill.
Touching
live
electrical
parts
can
cause
fatal
shocks
or
severe
burns.
The
electrode
and
work
circuit
is
electrically
live
whenever
the
output
is
on.
The
input
power
circuit
and
machine
internal
circuits
are
also
live
when
power
is
on.
In
semiautomatic
or
automatic
wire
welding,
the
wire,
wire
reel,
drive
roll
housing,
and
all
metal
parts
touching
the
welding
wire
are
electrically
live.
Incorrectly
installed
or
improperly
grounded
equipment
is
a
hazard.
Do
not
touch
live
electrical
parts.
2.
Wear
dry,
hole-free
insulating
gloves
and
body
protection.
3.
Insulate
yourself
from
work
and
ground
using
dry
insulating
mats
or
covers.
4.
Disconnect
input
power
or
stop
engine
before
installing
or
servicing
this
equipment.
ARC
RAYS
can
burn
eyes
and
skin;
~
NOISE
can
damage
hearing.
Arc
rays
from
the
welding
process
produce
intense
heat
and
strong
ultraviolet
rays
that
can
burn
eyes
and
skin.
Noise
from
some
processes
can
damage
hearing.
NOISE
1.
Use
approved
ear
plugs
or
ear
muffs
if
noise
level
is
high.
ARC
RAYS
2.
Wear
a
welding
helmet
fitted
with
a
proper
shade
of
filter
(see
ANSI
Z49.
1
listed
in
Safety
Standards)
to
protect
your
face
and
eyes
when
welding
or
watching.
3.
Wear
approved
safety
glasses.
Side
shields
recommended.
4.
Use
protective
screens
or
barriers
to
protect
others
from
flash
and
glare;
warn
others
not
to
watch
the
arc.
5.
Wear
protective
clothing
made
from
durable,
fIame-resi~tant
material
(wool
and
leather)
and
foot
protection.
FUMES
AND
GASES
can
be
hazardous
5.
Work
in
a
confined
space
only
if
it
is
well
ventilated,
or
while
to
your
health.
Weldingproducesfumes
andgases.
Breathing
these
fumes
and
gases
can
be
hazardous
to
your
health.
wearing
an
air-supplied
respirator.
Shielding
gases
used
for
welding
can
displace
air
causing
iniury
or
death.
Be
sure
the
breathing
air
is
safe.
a....._..
1
Keep
your
head
out
of
the
fumes.
Do
not
breathe
the
fumes,
.
2.
It
inside,
ventilate
the
area
and/or
use
exhaust
at
the
arc
to
remove
welding
fumes
and
gases.
3.
If
ventilation
is
poor,
use
an
approved
air-supplied
respirator.
4.
Read
the Material
Safety
Data
Sheets
(MSDS5)
and
the
manufacturers
instruction
for
metals,
consumables,
coatings,
and
cleaners,
6.
7.
Do
not
weld
in
locations
near
degreasing,
cleaning,
or
spraying
operations.
The
heat
and
rays
of
the
arc
can
react
with
vapors
to
form
highly
toxic
and
irritating
gases.
Do
not
weld
on
coated
metals,
such
as
galvanized,
lead,
or
cadmium
plated
steel,
unless
the
coating
is
removed
from
the
weld
area,
the
area
is
well
ventilated,
and
if
necessary,
while
wearing
an
air-supplied
respirator.
The
coatings
and
any
metals
containing
these
elements
can
give
off
toxic
fumes
if
welded.
WELDING
can
cause
fire
or
explosion.
5.
Watch
for
fire,
and
keep
a
fire
extinguisher
nearby.
Sparks
and
spatter
fly
off
from
the
welding
arc.
The
6.
Be
aware
that
welding
on
a
ceiling,
floor,
bulkhead,
or
partition
flying
sparks
and
hot
metal,
weld
spatter,
hot
workpiece.
and
hot
equipment
can
cause
fires
and
burns.
Accidental
contact
of
electrode
or
welding
wire
7.
can
cause
fire
on
the
hidden
side.
Do
not
weld
on
closed
containers
such
as
tanks
or
drums.
to
metal
objects
can
cause
sparks,
overheating,
or
fire.
8.
Connect
work
cable
to
the
work
as
close
to
the
welding
area
as
practical
to
prevent
welding
current
from
traveling
long,
possibly
1.
Protect
yourself
and
others
from
flying
sparks
and
hot
metal.
2.
Do
not
weld
where
flying
sparks
can
strike
flammable
material.
9.
unknown
paths
and
causing
electric
shock
and
fire
hazards.
Do
not
use
welder
to
thaw
frozen
pipes.
3.
Removeallflammableswithin35ft(10.7m)oftheweldingarc.lf
this
is
not
possible,
tightly
cover
them
with
approved
covers,
10.
Remove
stick
electrode
from
holder
or
cut
off
welding
wire
at
contact
tip
when
not
in
use.
4.
Be
alert
that
welding
sparks
and
hot materials
from
welding
can
11.
Wear
oil-free
protective
garments
such
as
leather
gloves,
heavy
easily
go
through
small
cracks
and
openings
to
adjacent
areas.
shirt,
cuffless
trousers,
high
shoes,
and
a
cap.
FLYING
SPARKS
AND
HOT
METAL
can
cause
injury,
Chipping
and
grinding
cause
flying
metal.
As
welds
cool,
they
can
throw
off
slag.
1.
2.
Wear
approved
face
shield
or
safety
goggles.
Side
shields
recommended.
Wear
proper
body
protection
to
protect
skin.
Sri
9/92

CYLINDERS
can
explode
if
damaged.
Shielding
gas
cylinders
contain
gas
under
high
pressure.
If
damaged,
a
cylinder
can
explode.
Since
gas
cylinders
are
normally
part
of
the
welding
process,
be
sure
to
treat
them
carefully.
1.
Protect
compressed
gas
cylinders
from
excessive
heat,
mechanical
shocks,
and
arcs.
2.
Install
and
secure
cylinders
in
an
upright
position
by
chaining
them
to
a
stationary
support
or
equipment
cylinder
rack
to
prevent
falling
or
tipping
3.
Keep
cylinders
away
from
any
welding
or
other
electrical
circuits.
4.
Never
allow
a
welding
electrode
to
touch
any
cylinder.
5.
Use
only
correct
shielding
gas
cylinders,
regulators,
hoses,
and
fittings
designed
for
the
specific
application;
maintain
them
and
associated
parts
in
good
condition.
6.
Turn
face
away
from
valve
outlet
when
opening
cylinder
valve.
7.
Keep
protective
cap
in
place
over
valve
except
when
cylinder
is
in
use
or
connected
for
use.
8.
Read
and
follow
instructions
on
compressed
gas
cylinders.
associated
equipment,
and
CGA
publication
P-i
listed
in
Safety
Standards.
ENGINE
FUEL
can
cause
fire
or
1.
Stop
engine
before
checking
or
adding
fuel.
explosion.
2.
Do
not
add
fuel
while
smoking
or
if
unit
is
near
any
sparks
or
open
flames.
3.
Allow
engine
to
cool
before
fueling.
If
possible,
check
and add
Eng,ne
fuel
is
highly
flammable.
fuel
to
cold
engine
before
beginning
job.
4.
Do
not
overfill
tank
allow
room
for
fuel
to
expand.
5.
Do
not
spill
fuel.
If
fuel
is
spilled,
clean
up
before
starting
engine.
MOVING
PARTS
can
cause
injury.
3.
Have
only
qualified
people
remove
guards
or
covers
for
maintenance
and
troubleshooting
as
necessary.
5.
Keep
hands,
hair,
loose
clothing,
and
tools
away
from
moving
parts.
6.
Reinstall
panels
or
guards
and
close
doors
when
servicing
is
finished
and
before
starting
engine.
PRINCIPAL
SAFETY
STANDARDS
Safety
in
Welding
and
Cutting,
ANSI
Standard
Z49.1,
from
American
Welding
Society,
550
N.W.
LeJeune
Rd,
Miami
FL
33126
Safety
and
Health
Standards,
OSHA
29
CFR
1910,
from
Superinten
dent
of
Documents,
U.S.
Government
Printing
Office,
Washington,
D.C.
20402.
Recommended
Safe
Practices
for
the
Preparation
for
Welding
and
Cutting
of
Containers
That
Have
Held
Hazardous
Substances,
Ameri
can
Welding
Society
Standard
AWS
F4.1
from
American
Welding
So
ciety,
550
N.W.
LeJeune
Rd,
Miami,
FL
33126
National
Electrical
Code,
NFPA
Standard
70,
from
National
Fire
Pro
tection
Association,
Batterymarch
Park,
Quincy,
MA
02269.
srI
9/92
Safe
Handling
of
Compressed
Gases
in
Cylinders,
CGA
Pamphlet
P-i,
from
Compressed
Gas
Association,
1235
Jefferson
Davis
High
way,
Suite
501,
Arlington,
VA
22202.
Code
for
Safety
in
Welding
and
Cutting,
CSA
Standard
Wi
17.2,
from
Canadian
Standards
Association,
Standards
Sales,
178
Rexdale
Bou
levard,
Rexdale,
Ontario,
Canada
M9W
1
R3.
Safe
Practices
For
OccupationAnd
Educational
EyeAr7d
Face
Protec
tion,
ANSI
Standard
Z87.i,
from
American
National
Standards
Institute,
1430
Broadway,
New
York,
NY
10018.
Cutting
And
Welding
Processes,
NFPA
Standard
51
B,
from
National
Fire
Protection
Association,
Batterymarch
Park,
Quincy,
MA
02269.
a
WARNING
ENGINES
can
be
hazardous.
ENGINE
EXHAUST
GASES
can
kill.
1.
Use
equipment
outside
in
open,
well-ventilated
areas.
2.
If
used
in
a
closed
area,
vent
engine
exhaust
outside
and
Engines
produce
harmful
exhaust
gases.
away
from
any
building
air
intakes.
Moving
parts,
such
as
fans,
rotors,
and
belts
can
cut
fingers
and
hands
and
catch
loose
clothing.
1.
Keep
all
doors,
panels,
covers,
and
guards
closed
and
securely
in
place.
2.
Stop
eng
ne
before
installing
or
connecting
unit.
4.
To
prevent
accidental
starting
during
servicing,
disconnect
negative
()
battery
cable
from
battery.
SPARKS
can
cause
BATTERY
GASES
1.
Always
wear
a
face
shield
when
working
on
a
battery.
TO
EXPLODE;
BATTERY
ACID
can
2.
Stop
engine
before
disconnecting
or
connecting
battery
burn
eyes
and
skin,
cables.
3.
Do
not
allow
tools
to
cause
sparks
when
working
on
a
battery.
Batteries
contain
acid
and
generate
explosive
gases.
4.
5.
Do
not
use
welder
to
charge
batteries
or
jump
start
vehicles.
Observe
correct
polarity
(+
and
)
on
batteries.
,
~
~~C
Y
L
STEAM
AND
PRESSURIZED
HOT
COOLANT
can
burn
face,
eyes,
and
skin.
The
coolant
in
the
radiator
can
be
very
hot
and
under
pressure.
1.
2.
3.
Do
not
remove
radiator
cap
when
engine
is
hot.
Allow
engine
to
cool.
Wear
gloves
and
put
a
rag
over
cap
area
when
removing
cap.
Allow
pressure
to
escape
before
completely
removing
cap.

TABLE
OF
CONTENTS
SECTION
1
SAFETY
PRECAUTIONS
AND
SIGNAL
WORDS
1-1.
General
Information
And
Safety
1
1-2.
Safety
Alert
Symbol
And
Signal
Words
1
SECTION
2-
INTRODUCTION
2-1.
Description
1
SECTION
3
INSTALLATION
3-1.
Location
1
3-2.
Installation
Of
EPROM
Chrp
On
Circuit
Board
Inside
Dual
Torch
Adapter
2
3-3.
Wire
Stick
Check
Options
2
3-4.
Setting
DIP
Switches
On
DVC
Board
PCi
3
3-5.
Remote
Jog
Switch
Connections
3
3-6.
Field
Installation
Instructions
For
Dual
Torch
Welding
System
4
3-7.
Connections
For
Computer
Interfaces
5
3-8.
Connections
for
Welding
Power
Sources
Computer
Interfaces
7
SECTION
4-OPERATOR
CONTROLS
4-1.
Computer
Interface
Pilot
Light
8
4-2.
Display
Module
Controls
8
SECTION
5SEQUENCE
OF
OPERATION
5-1.
Gas
Metal
Arc
Welding
(GMAW)
9
5-2.
Shutting
Down
9
5-3.
Operation
Of
Computer
Interfaces
9
5-4.
Wire
Stick
Check
10
SECTION
6
MAINTENANCE
&
TROUBLESHOOTING
6-i.
Inspection
And
Upkeep
10
6-2.
Overload
Protection
11
6-3.
Circuit
Board
Handling
Precautions
ii
6-4.
Troubleshooting
11
6-5.
Use
Of
Indicator
Lights
For
Troubleshooting
13
SECTION
7
ELECTRICAL
DIAGRAMS
Diagram
7-1.
Circuit
Diagram
For
Computer
Interface
With
Dual
Torch
Adapter
Panel
14
Diagram
7-2.
Circuit
Diagram
For
Dual
Torch
Computer
Interface
15
Diagram
7-3.
Wiring
Diagram
For
Dual
Torch
Computer
Interface
16
Diagram
7-4.
Circuit
Diagram
For
Voltage
Board
PCi
18
Diagram
7-5.
Circuit
Diagram
For
Adapter
Board
PC7
20
Diagram
7-6.
Circuit
Diagram
For
Motor
Board
P02
21
Diagram
7-7.
Circuit
Diagram
For
Interface
Board
P04
22
Diagram
7-8.
Circuit
Diagram
For
Display
Module
22
Diagram
7-9.
Circuit
Diagram
For
Display
Module
Meter
Board
PCi
23
Diagram
7-10.
Circuit
Diagram
For
Display
Module
LED
Board
PC2
23
Diagram
7-11.
Circuit
Diagram
For
Gas/Motor
Control
Box
24
Diagram
7-12.
Circuit
Diagram
For
WCR
24
SECTION
8
PARTS
LIST
Figure
8-1.
Main
Assembly
26
Figure
8-2.
Display
Module
31
Figure
8-3.
WCR
Box
32
Figure
8-4.
Control
Box,
Gas/Motor
33
Figure
8-5.
Motor
&
Drive
Assembly
34
Figure
8-6.
Inlet
Cable
System
36
OM-141
438A-1/94


SECTION
1
-
SAFETY
PRECAUTIONS
AND
SIGNAL
WORDS
1-1.
GENERAL
INFORMATION
AND
SAFETY
1-2.
SAFETY
ALERT
SYMBOL
AND
SIGNAL
WORDS
A.
General
The
following
safety
alert
symbol
and
signal
words
are
used
throughout
this
manual
to
call
attention
to
and
iden
Information
presented
in
this
manual
and
on
various
Ia-
tify
different
levels
of
hazard
and
special
instructions.
bels,
tags,
and
plates
on
the
unit
pertains.to
equipment
A
This
safety
alert
symbol
is
used
with
the
signal
design,
installation,
operation,
maintenance,
and
~
words
WARNING
and
CAUTION
to
call
atten
troubleshooting
which
should
be
read,
understood,
and
tion
to
the
safety
statements.
followed
for
the
safe
and
effective
use
of
this
equipment.
WARNING
statements
identify
procedures
or
B.
Safety
practices
which
must
be
followed
to
avoid
seri
ous
personal
injury
or
loss
of
life.
The
installation,
operation,
maintenance,
and
trouble
shooting
of
arc
welding
equipment
requires
practices
CAUTION
statements
identify
procedures
or
and
procedures
which
ensure
personal
safety
and
the
practices
which
must
be
followed
to
avoid
minor
safety
of
others.
Therefore,
this
equipment
is
to
be
in-
personal
injury
or
damage
to
this
equipment.
stalled,
operated,
and
maintained
only
by
qualified
per
sons
in
accordance
with
this
manual and
all
safety
pre-
IMPORTANT
statements
identify
special
instructions
cautions
listed
in
the
Arc
Welding
Safety
Precautions
in
necessaiy
for
the
most
efficient
operation
of
this
equip-
the
welding
power
source
Owners
Manual.
ment.
SECTION
2-INTRODUCTION
2-1.
DESCRIPTION
Two
Display
Modules
provide
display
of
wire
feed
speed
The
dual
torch
system
allows
use
of
two
welding
guns!
torches
that
connect
to
two
separate
welding
power
sources
for
simultaneous
welding
by
a
single
robot.
The
and
voltage.
Inductance
can
be
set
at
both
Display
Mod
ules.
Indicator
lights
include
power,
gas,
contactor,
wire
feed,
and
current.
system
provides
wire
feed
speed
and
voltage
control
cir
cuitry,
wire
stick
check
circuitry,
and
other
circuitry
to
in-
The
design
application
of
the
dual
torch
system
is
for
use
terface
two
welding
systems
with
the
Robot
Control.
in
the
Gas
Metal
Arc
Welding
(GMAW)
process.
SECTION
3-
INSTALLATION
3-1.
LOCATION
drive
assemblies.
Cord
and
cable
lengths
must
be
con
sidered
when
installing
components
for
the
dual
torch
The
location
of
the
Dual
Torch
System
Computer
Inter-
system.
faces
should
allow
room
to
remove
covers
and
side
pan
els
for
maintenance
and
repair.
The
location
should
also
provide
the
following:
Mounting
holes
are
provided
in
the
base
of
the
Dual
1.
Adequate
ventilation
and
fresh
air
supply
Torch
System
Computer
Interfaces
for
securing
in
a
per-
2.
No
flammables
manent
location.
Install
the
Dual
Torch
System
Comput
er
Interfaces
near
welding
power
sources.
The
supplied
3.
A
clean
and
dry
area
Display
Modules
install
onto
the
module
stand.
The
supplied
WCR
boxes
should
be
installed
in
a
location
4.
Proper
temperature
that
avoids
extremes
of
hot
or
cold
that
will
allow
weld
cables
from
the
welding
power
sources
to
be
easily
routed
through
the
boxes
to
wire
5.
Proper
airflow
around
the
unit.
OM-141
438
Page
1

Communication
Board
P9745W
Ret.
S-0370-B
Figure
3-1.
Location
Of
EPROM
Chip
Installation
On
Computer
Interface
Communication
Board
3-2.
INSTALLATION
OF
EPROM
CHIP
ON
CIR
CUIT
BOARD
INSIDE
DUAL
TORCH
ADAPT
ER
(Figure
3-1)
a
WARNING:
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Shut
down
unit,
welding
power
source,
and
robot,
and
disconnect
input
powerem
ployinglocko
ut/tagging
procedures
before
installing
EPROM
chip.
Lockout/tagging
procedures
consist
of
padlocking
line
disconnect
switch
in
open
position,
removing
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnecting
devices.
ELECTROSTATIC
DISCHARGE
(ESD)
can
damage
circuit
boards.
Put
on
properly
grounded
wrist
strap
BE
FORE
handling
circuit
boards.
Perform
work
only
at
a
static-safe
work
area.
The
Dual
Torch
Adapter
is
shipped
without
an
EPROM
chip
and
requires
the
chip
to
be
customer-installed
for
the
unit
to
be
operational.
To
install
the
supplied
EPROM
chip,
proceed
as
follows:
1.
Remove
Dual
torch
Adapter
side
panel.
2.
Locate
Communication
board
in
upper
portion
of
Adapter.
3.
Install
EPROM
chip
on
Communication
board
as
follows:
a.
Locate
DIP
sockets
marked
1C002
on
Commu
nication
board
(see
Figure
3-1).
b.
Carefully
install
EPROM
chip
at
DIP
sockets
marked
1C002.
Match
the
notch
in
EPROM
housing
with
notch
outline
etched
on
the
circuit
board,
align
all
EPROM
pins
with
circuit
board
sockets,
and
gently
press
EPROM
down
to
se
cure
pins
into
sockets.
4.
Reinstall
side
panel.
3-3.
WIRE
STICK
CHECK
OPTIONS
(Figure
3-2)
The
Computer
Interface
is
equipped
with
two
DIP
switches
found
on
the
Interface
circuit
board
PC4.
These
switches
are
factory
set
to
provide
no
voltage
ramp
during
wire
stick
check.
If
either
of
these
selections
need
to
be
changed
for
a
particular
welding
application,
proceed
as
follows:
a
WARNING:
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Shut
down
robot
and
welding
power
source,
and
disconnect
input
power
employing
lock
out/tagging
procedures
before
inspecting
or
installing.
Lockout/tagging
procedures
consist
of
pad
locking
line
disconnect
switch
in
open
position,
removing
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnect
ing
device.
ELECTROSTATIC
DISCHARGE
(ESD)
can
damage
circuit
boards.
Put
on
properly
grounded
wrist
strap
BE
FORE
handling
circuit
boards.
Perform
work
only
at
a
static-safe
work
area.
1.
Remove
Computer
Interface
left
side
panel.
2.
Locate
DIP
switches
on
Interface
circuit
board
PC4
(see
Figure
3-2).
3.
Reposition
appropriate
DIP
switch
using
a
pointed
tool,
such
as
the
edge
of
a
small
noncon
ductive
screwdriver.
4.
Reinstall
left
side
panel.
OM-141
438
Page
2

Figure
3-2.
DIP
Switch
Location
And
Information
3-4.
SETTING
DIP
SWITCHES
ON
DVC
BOARD
PCi
(Figure
3-3)
DIP
switches
Si
and
S2
on
DVC
board
PCi
allow
setting
the
proper
command
signal
voltage
level
for
controlling
voltage
output
at
a
welding
power
source.
To
change
factory
set
position
of
DIP
switches
from
a
Deltaweld
45i
to
another
welding
power
source,
proceed
as
fol
lows:
CAUTION:
INCORRECT
DVC
BOARD
DIP
SWITCH
POSITION
can
cause
equipment
malfunction.
DVC
DIP
switch
is
factory
set
for
operation
with
Delta
weld
451
welding
power
source.
See
Figure
3-3
for
DVC
DIP
switch
setting
when
using
another
welding
power
source.
IMPORTANT:
The
Computer
Interface
does
not
work
with
the
Pulstar
450.
DVC
SWITCH
SETTINGS
DELTAWELD
451,
450
0
ON
ON
DELTAWELD
651,
650
0
ON
ON
MAXTRON
300,
400
ON
ON
MAXTRON
450
ON
ON
ON
XMT200/300
ON
ON
ON
ARC
PAK
350
ON
ON
ON
SHOPMASTER
300
ON
ON
ON
DIMENSION
400
ON
ON
PULSTAR
450
ON
0
On
For
Optional
Soft
Start.
Turn
Off
51
-3.
On
For
Optional
Hot
Start.
S-15o
884-C
DELTAWELD
300
S2
2
2
ON
Si
3
ON
4
5
ON
Figure
3-3.
DVC
DIP
Switch
Setting
Label
a
WARNING:
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Shut
down
unit,
welding
power
source,
and
robot,
and
disconnect
input
power
employing
lockout/tagging
procedures
before
setting
DIP
switches.
Lockout/tagging
procedures
consist
of
padlock
ing
line
disconnect
switch
in
open
position,
re
moving
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnect
ing
device.
ELECTROSTATIC
DISCHARGE
(ESD)
can
damage
circuit
boards.
Put
on
properly
grounded
wrist
strap
BE
FORE
handling
circuit
boards.
Perform
work
only
at
a
static-safe
work
area.
1.
Remove
Computer
Interface
left
side
panel.
2.
Locate
DVC
board
PCi
on
center
baff
le
inside
the
interface.
3.
Set
position
of
DIP
switches
Si
and
S2
according
to
label
inside interface
and
Figure
3-5
for
appro
priate
welding
power
source.
4.
Reinstall
left
side
panel.
3-5.
REMOTE
JOG
SWITCH
CONNECTIONS
(Figure
3-4)
a
WARNING:
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Shut
down
robot
and
welding
power
source,
and
disconnect
input
power
employing
lock
out/tagging
procedures
before
inspecting
or
installing.
Lockout/tagging
procedures
consist
of
pad
locking
line
disconnect
switch
in
open
position,
removing
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnect
ing
device.
The
Computer
Interface
is
equipped
with
a
terminal
strip
for
connecting
a
remote
jog
switch.
To
make
connec
tions
to
this
terminal
strip,
proceed
as
follows:
i.
Remove
left
side
panel
from
Computer
Interface.
2.
Route
leads
from
remote
jog
switch
through
strain
relief
to
terminal
strip
5T.
Connect
leads
to
5T,
p0-
larity
is
not
important.
Tighten
strain
relief.
3.
Reinstall
left
side
panel.
a
117
4~J-
119
1~-
o
0
0
CR1
&RSE:J
;i:~
~~R9
l~--
AIR
0
R24
-~-
~
~RI1
~
R21
-OFF
DISABLE
UOLTAGE
RArE
ON
ENABLE VOLTAGE
RNI1P
OH
DISABLE
STICK
CHECKING
OFF
ENABLE
STICK
CHECKING
C
SA-137
112-A
OM-141
438
Page
3

ST-139
887
/
S-0807
3-6.
FIELD
INSTALLATION
INSTRUCTIONS
FOR
DUAL
TORCH
WELDING
SYSTEM
a
a
WARNING:
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Shut
down
robot
and
welding
power
source,
and
disconnect
input
power
employing
lock
out/tagging
procedures
before
inspecting
or
installing.
Lockout/tagging
procedures
consist
of
pad
locking
line
disconnect
switch
in
open
position,
removing
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnect
ing
device.
ELECTROSTATIC
DISCHARGE
(ESD)
can
damage
circuit
boards.
Put
on
properly
grounded
wrist
strap
BE
FORE
handlThg
circuit
boards.
Transport
circuit
boards
in
proper
static
shielding
carriers
or
packages.
Perform
work
only
at
a
static-safe
work
area.
A.
Installation
Instructions
For
Welding
Guns
1.
Disconnect
outlet
cable
from
existing
gun
and
wire
drive
assembly,
and
remove
cable
from
sup
port
arm
on
robot.
2.
Remove
original
welding
gun
from
insulating
plate
on
Axis
5
output
hub.
3.
Install
customer-supplied
dual
torch
mounting
bracket.
4.
Install
supplied
welding
guns
onto
dual
torch
mounting
bracket.
B.
Installation
Instructions
For
Motor/Drive
As
semblies
1.
Remove
spool
support
arm
from
robot.
2.
Disconnect
plug
on
end
of
motor
cord
from
recep
tacle
on
robot,
and
remove
existing
motor/drive
assembly
from
motor
mounting
bracket.
3.
Remove
stabilizer
brace
from
motor
mounting
bracket
and
robot.
4.
Install
supplied
dual
motor/drive
assembly
mounting
bracket
where
spool
support
arm
and
stabilizer
brace
were
attached.
5.
Install
one
supplied
motor/drive
assembly
to
origi
nal
motor
mounting
bracket.
Connect
plug
on
end
of
motor
cord
to
receptacle
on
robot.
6.
Install
Gas/Motor
Control
box
to
rear
of
dual
mo
tor/drive
assembly
mounting
bracket
(see
Figure
3-5).
IMPORTANT:
Install
insulating
strip
between
motor!
drive
assembly
mounting
bracket
and
motor/drive
as
semblyhousing.
Housing
installs
to
outside
frontsurface
of
bracket
with
insulating
strip
between
metal
surfaces.
7.
Install
motor/drive
assembly
to
dual
motor/drive
assembly
mounting
bracket.
Use
insulated
shoul
der
washers
on
bolts
to
secure
motor/drive
as
sembly
to
bracket.
8.
Connect
plug
on
end
of
motor
cord
to
receptacle
on
Gas/Motor
Control
box.
Figure
3-4.
Remote
Jog
Switch
Connections
OM-141
438
Page
4

C.
Installation
Instructions
For
Outlet
Cables
1.
Install
supplied
outlet
cables
to
supplied
motor!
drive
assembly
housings
(see
motor/drive
as
sembly
Owners
Manual).
2.
Install
remaining
end
of
outlet
cables
to
supplied
welding
guns
(see
welding
gun
Owners
Manual).
3.
Secure
one
outlet
cable
to
cable
support
arm
on
robot.
Use
cable
ties
to
secure
remaining
outlet
cable
to
the
other
outlet
cable.
4.
Connect
single
plug
on
end
of
supplied
split
cable
to
matching
shock
sensor
connector
on
robot.
5.
Connect
each
plug
on
remaining
end
of
cable
to
the
shock
sensor
connectors
on
outlet
cables.
D.
Installation
Instructions
For
Display
Modules
1.
Remove
original
Display
Module
from
module
stand.
2.
Disassemble
one
supplied
Display
Module
from
mounting
plate
(see
Figure
3-6).
3.
Install
one
supplied
Display
Module
onto
rear
of
mounting
plate
for
disassembled
supplied
Dis
play
Module
using
existing
holes
(see
Figure
3-6).
4.
Reassemble
Display
Module
onto
mounting
plate.
5.
Install
mounting
plate
onto
module
stand.
Supplied
Motor!
Drive
Assembly
ST-800
590
3-7.
CONNECTIONS
FOR
COMPUTER
INTER
FACES
(Figure
3-7)
WARNING:
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Shut
down
robot
and
welding
power
source,
and
disconnect
input
power
employing
lock
out/tagging
procedures
before
inspecting
or
installing.
Lockout/tagging
procedures
consist
of
pad
locking
line
disconnect
switch
in
open
position,
removing
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnect
ing
device.
Bolts
And
Insulated
Shoulder
Washers
Dual
Motor/
Drive
Assembly
Mounting
Bracket
Figure
3-5.
Installation
Of
Dual
Motor/Drive
Assembly
Mounting
Bracket
Second
Supplied
Display
Module
Figure
3-6.
Installation
Of
Display
Modules
ST-800
591
OM-141
438
Page
5

Voltage
Sensing
~
Leads
To
Connector
CN4
On
Robot
Base
To
Display
Module
Use
Appropriate
Receptacle
For
Welding
Power
Source
Application
Computer
Interface
Dual
Torch
Adapter
To
WCR
Box
To
Dual
Torch
Computer
Interface
Voltage
Sensinj~
Leads
To
Gas/Motor
~
Control
Box
To
Display
~
Module
Use
Appropriate
Receptacle
For
Welding
Power
Source
Application
Dual
Torch
Computer
Interface
To
WCR
Box
To
Dual
Torch
Adapter
Panel
Ret.
S-0648
Figure
3-7.
Connections
At
Computer
Interfaces
1.
Connect
matching
plug
on
end
of
supplied
inter
connecting
cord
to
receptacle
RC1
9
on
Computer
Interface
Dual
Torch
Adapter
panel.
2.
Connect
plug
on
remaining
end
of
interconnect
ing
cord
to
receptacle
RC2O
on
Dual
Torch
Com
puter
Interface.
3.
Connect
matching
plug
on
end
of
supplied
motor
cord
to
receptacle
RC9
on
Dual
Torch
Computer
Interface.
4.
Connect
plug
on
remaining
end
of
motor
cord
to
receptacle
on
Gas/Motor
Control
box.
5.
Connect
plug
on
end
of
one
supplied
WCR
box
to
receptacle
RCB
on
Dual
Torch
Computer
Inter
face.
6.
Connect
plug
on
end
of
remaining
supplied
WCR
box
to
receptacle
RC8
on
Computer
Interface.
IMPORTANT:
Be
sure
that
each
weld
cable
from
posi
tive
weld
output
terminals
on
welding
power
sources
are
routed
through
opening
in
WCR
boxes
before
connect
ing
to
motor/drive
assemblies.
7.
Connect
each
weld
cable
from
positive
weld
out
put
terminals
on
welding
power
sources
to
stud
on
housing
of
motor/drive
assemblies
(see
motor/
drive
assembly
Owners
Manual).
8.
Connect
each
weld
cable
from
negative
weld
out
put
terminals
on
welding
power
sources
to
work-
pieces
or
fixtures.
9.
Connect
one
supplied
voltage
sensing
leads
plug
to
receptacle
RC14
on
Dual
Torch
Computer
In
terface.
10.
Connect
remaining
supplied
voltage
sensing
leads
plug
to
receptacle
RC1
4
on
Computer
Inter
face.
IMPORTANT:
Voltage
sensing
lead
ring
terminals
must
be
installed
on
top
of
weld
cable
lugs
at
motor/drive
as
semblies.
11.
One
lead
with
ring
terminal
from
each
supplied
voltage
sensing
leads
should
be
connected
to
supplied
motor/drive
assemblies
where
weld
cables
from
welding
power
sources
are
con
nected.
12.
Connect
remaining
lead
from
voltage
sensing
leads
to
the
workpieces
or
fixtures
near
weld
cable
connections
from
welding
power
sources.
RC1
4
RC9
RC12
RC8
RC1
0
RC1
4
RC9
RC12
RC8
RC1O
RC2O
RC1
9
OM.141
438
Pago6

13.
Connect
matching
plug
on
one
supplied
cord
to
3-8.
CONNECTIONS
FOR
WELDING
POWER
receptacle
RC12
on
Dual
Torch
Computer
Inter-
SOURCES
COMPUTER
INTERFACES
face.
(Figure
3-7)
14.
ConnectplugonremainingendofcordtooneDis-
~
WARNING:
ELECTRIC
SHOCK
can
kill.
play
Module
on
module
stand.
Do
not
touch
live
electrical
parts.
15.
Connect
matching
plug
on
remaining
supplied
Shut
down
unit,
welding
power
source,
and
cord
to
receptacle
RC12
on
Computer
Interface,
robot,
and
disconnect
input
power
employing
lockout/tagging
procedures
before
making
inter-
16.
Connect
plug
on
remaining
end
of
cord
to
remain-
connections.
ing
Display
Module
on
module
stand.
Lockout/tagging
procedures
consist
of
padlock-
17.
Connect
fitting
on
end
of
one
supplied
short
gas
ing
line
disconnect
switch
in
open
position,
re
moving
fuses
from
fuse
box,
or
shutting
off
and
hose
to
top
fitting
on
Gas/Motor
Control
box.
red-tagging
circuit
breaker
or
other
disconnect-
18.
Connect
remaining
end
of
short
gas
hose
to
ing
device.
barbed
fitting
on
rear
of
motor/drive
assembly
There
are
four
receptacles
to
accommodate
use
of
dif
housingbyslidingendofhoseontobarbedfitting,
ferent
welding
power
sources:
receptacles
RC1O
are
19.
Connectfittingonendofremainingsuppliedshort
17-pin
receptacles
and
ROll
are
14-pin
receptacles.
gas
hose
to
fitting
on
gas
valve
on
robot.
Determine
which
receptacles
are
required
for
the
weld
ing
power
sources
being
used,
select
appropriate
inter-
20.
Connect
remaining
end
of
short
gas
hose
to
connecting
cords,
and
make
connections
as
follows:
barbed
fitting
on
rear
of
motor/drive
assembly
align
keyway,
insert
plugs,
and
rotate
threaded
collars
housing
by
sliding
end
of
hose
onto
barbed
fitting.
fully
clockwise.
21.
Connect
fitting
on
end
of
one
supplied
long
gas
The
remaining
end
of
the
interconnecting
cords
connect
hose
to
bottom
fitting
on
Gas/Motor
Control
box.
to
the
REMOTE
receptacle
on
the
welding
power
sources.
Align
keyway,
insert
plugs,
and
rotate
threaded
22.
Connect
fitting
on
end
of
remaining
supplied
long
collars
fully
clockwise.
gas
hose
to
fitting
on
base
of
robot
column.
If
the
welding
power
sources
are
equipped
with
both
14-
23.
Connect
remaining
ends
of
long
gas
hoses
to
and
17-socket
REMOTE
receptacles,
make
connec
flowmeter/regulator
at
shielding
gas
sources.
tions
to
both
and
place
the
REMOTE
14/17
switches
in
the
14
position.
24.
Install
inlet
guides
on
ends
of
inlet
cables
from
supplied
dual
spindle
and
hub
assemblies
to
both
For
multi-process
welding
power
sources,
rotate
MAXI
motor/drive
assemblies.
MUM
GTAW
OUTPUT
controls
to
maximum.
OM-141438Page7

SECTION
4-
OPERATOR
CONTROLS
Computer
Interface
Display
Module
Circuit
Breaker
CB1
(See
Section
6-2)
Fuse
Fl
(See
Section
6-2)
Wire
Feed
Ground
Current
Light
(See
Section
6-2)
Dispiay
Seiect
Switch
inductance
Control
Ref.
ST-136
571-B
SA-136
572-B
Figure
4-1.
Front
Panel
Views
4-1.
COMPUTER
INTERFACE
PILOT
LIGHT
The
pilot
light
turns
on
when
115
vac
power
is
supplied
to
the
Computer
Interface
from
the
welding
power
source.
4-2.
DISPLAY
MODULE
CONTROLS
A.
Digital
Display
The
digital
display
shows
either
voltage
or
wire
feed
speed
depending
on
the
setting
of
the
Selector
switch.
B.
DISPLAY
SELECT
Switch
The
Selector
switch
is
used
to
select
either
voltage
or
wire
feed
speed
to
appear
on
the
digital
display.
C.
INDUCTANCE
Control
This
control
sets
inductance
in
percentage
(0
to
100%)
when
the
welding
power
source
connected
to
the
Com
puter
Interface
uses
inductance.
D.
PURGE
Switch
Pressing
the
PURGE
switch
energizes
the
gas
valve
on
the
robot.
Use
the
PURGE
switch
to
purge
the
gas
line
before
beginning
welding.
E.
Indicator
Lights
There
are
five
indicator
lights
on
the
interface.
These
are
visual
indications
of
various
process
functions.
The
POWER
light
turns
on
when
115
vac
is
supplied
to
the
Computer
Interface
control
and
thereby
the
Display
Module.
The
GAS
light
turns
on
when
the
gas
valve
is
energized
to
indicate
shielding
gas
flow.
The
CONTACTOR
light
turns
on
when
the
welding
pow
er
source
contactor
is
energized
to
indicate
that
weld
output
is
available.
The
WI
RE
FEED
light
turns
on
when
the
wire
drive
motor
is
energized
to
indicate
that
wire
is
feeding.
The
CURRENT
light
turns
on
when
the
current
detect
relay
is
energized
to
indicate
that
an
arc
is
established.
Digitai
Dispiay
Pilot
Light
Computer
interface
Purge
Switch
Lights
OM-141
438
Page
8

SECTION
5-
SEQUENCE
OF
OPERATION
WARNING:
ELECTRIC
SHOCK
can
kill;
MOVING
PARTS
can
cause
serious
injury;
IMPROPER
AIRFLOW
AND
EXPOSURE
TO
ENVIRONMENT
can
damage
internal
parts.
Do
not
touch
live
electrical
parts.
Keep
all
covers
and
panels
in
place
while
operating.
Do
not
touch
welding
wire
or
any
metal
part
in
contact
with
it
while
welding.
The
welding
wire
and
all
metal
parts
in
contact
with
it
carry
weld
output
when
the
welding
power
source
contactor
is
energized.
Warranty
is
void
if
any
of
the
equipment
is
oper
ated
with
any
portion
of
the
outer
enclosure
removed.
ARC
RAYS,
SPARKS,
AND
HOT
SURFACES
can
burn
eyes
and
skin;
NOISE
can
damage
hearing.
Wear
correct
eye,
ear,
and
body
protection.
FUMES
AND
GASES
can
seriously
harm
your
health.
Keep
your
head
out
of
the
fumes.
Ventilate
to
keep
from
breathing
fumes
and
gases.
If
ventilation
is
inadequate,
use
approved
breathing
device.
HOT
METAL,
SPATTER,
AND
SLAG
can
cause
fire
and
burns.
Watch
for
fire.
Keep
a
fire
extinguisher
nearby,
and
know
how
to
use
it.
Do
not
use near
flammable
material.
Allow
work
and
equipment
to
cool
before
handling.
WELDING
WIRE
can
cause
puncture
wounds.
Do
not
point
gun
toward
any
part
of
the
body,
any
conductive
surface,
or
other
personnel.
MAGNETIC
FIELDS
FROM
HIGH
CURRENTS
can
affect
pacemaker
operation.
Wearers
should
consult
their
doctor
before
going
neararc
welding,
gouging,
orspot
weld
ing
operations.
See
Arc
Welding
Safety
Precautions
in
the
weld
ing
power
source
Owners
Manual
for
basic
welding
safety
information.
3.
Wear
dry
insulating
gloves
and
clothing.
4.
Prepare
for
welding
by
connecting
work
clamp(s)
to
clean,
bare
metal
at
workpiece(s).
5.
Turn
on
and
adjust
shielding
gas
at
its
source.
6.
Energize
robot
system.
7.
Wear
welding
helmet
with
proper
filter
lens
ac
cording
to
ANSI
Z49.1.
8.
Begin
welding.
5-2.
SHUTTING
DOWN
1.
Stop
welding.
2.
Shut
down
robot
system.
3.
Turn
off
all
associated
equipment.
3.
Turn
off
shielding
gas
at
the
source.
a
WARNING:
HIGH
CONCENTRATION
OF
SHIELDING
GAS
can
harm
health
or
kill.
Shut
off
gas
supply
when
not
in
use.
a
5-1.
GAS
METAL
ARC
WELDING
(GMAW)
1.
Install
and
connect
robot
system
according
to
its
Owners
Manuals.
2.
Connect
Computer
Interfaces
according
to
Sec
tion
3.
5-3.
OPERATION
OF
COMPUTER
INTERFACES
(Chart
5-1)
The
Computer
Interfaces
use
signals
from
the
welding
power
sources
and
Robot
Control
to
control
the
gas
valves,
weld
output,
and
wire
feed
speed.
Chart
5-1.
Sequence
Of
Operation
Timing
Arc
initiation
Weld
Start
Relay
Open
Wire
Feed
Speed
n~p~
Weld
Voltage
Command
Close
I
______
I
4Oto1OV~~~Crater
~~
~
Crater
Open
-
Close
Wire
inching
hH
Wire
Feed Motor
Gas
Valve
PrefiowTlmej
~
Postflow
Time
0.2
to
0.3
sec.
Wire
Stick
Check
~i1s
Wire
Stick
Check
(at
Arc
End)
Start
Time
S-0384
OM-141
438
Page
9

5-4.
WIRE
STICK
CHECK
(Chart
5-2)
IMPORTANT:
Wire
stick
check
timing
sequence
only
applies
if
DIP
switches
are
set
to
enable
this
function
(see
Section
3-2).
1.
A
signal
from
the
robot
control
indicates
to
the
Computer
Interface
that
the
welding
power
source
contactor
is
open
at
the
end
of
a
weld.
IMPORTANT:
Voltage
ramp
only
applies
if
DIP
switches
are
set
to
enable
this
function
and
the wire
stick
check
(see
Section
3-2).
2.
A
voltage
command
signal
is
sent
to
the
welding
power
source
that
ramps
up
from
the
value
of
the
burnback
setting.
This
increasing
voltage
com
mand
signal
lasts
until
100
milliseconds
after
the
wire
is
freed.
3.
The
stick
check
circuitry
is
enabled
after
the
weld
current
relay
opens
at
the
end
of
the
weld.
There
is
a
delay
of
approximately
8
milliseconds.
The
welding
power
source
contactor
pulses
on
for
a
50
to
75
millisecond
time
span.
The
weld
current
relay
closes.
During
this
pulse
of
the
contactor,
a
signal
is
sent
to
the
robot
control
indicating
that
current
is
flowing.
6.
The
robot
looks
for
a
20
millisecond
period
of
time
that
the
weld
current
relay
remains
open.
This
in
dicates
that
the
wire
is
free
of
the
weld
and
the
ro
bot
can
continue.
7.
If
the
Computer
Interface
sees
the
weld
current
relay
close,
it
cycles
through
another
50
millisec
ond
period
of
pulsing
the
contactor.
The
voltage
command
signal
continues
to
ramp
up.
8.
This
process
of
checking
the
weld
current
relay
and
pulsing
the
contactor
continues
until
the
wire
is
free
of
the
weld
or,
at
the
end
of
500
millisec
onds,
a
weld
abnormal
code
appears
on
the
robot
Program
Module,
if
the
wire
stick
function
is
en
abled
in
the
Robot
System
Data
3
for
Cl
Robot
Control.
An
error
code
appears
on
the
robot
Teach
Pendant
if
the
parameter
is
set
to
ON
in
PARMTERIWELDIWIRE
STICK
CHECK
for
C2
Robot
Control.
If
System
Data
3
Wire
Stick
Check
is
set
to
no
(disabled)
for
Cl
Robot
Control
or
PARMTER/WELD/WIRE
STICK
CHECK
is
set
to
OFF
for
C2
Robot
Control,
the
robot
may
try
to
move
even
after
the
Computer
Interface
de
tects
that
the
wire
is
stuck.
An
error
code
is
likely
to
ap
pear
in
this
instance.
The
Computer
Interface
may
detect
wire
stuck
even
though
the
wire
is
free
of
the
weld.
Reset
the
robot
and
continue
operation.
If
this
occurs
frequently,
contact
the
nearest
Factory
Authorized
Service
Station/Service
Dis
tributor.
Chart
5-2.
Wire
Stick
Check
Timing
80
MillIseconds
Shortest
Stick
I
8
50
20
SECTION
6-
MAINTENANCE
&
TROUBLESHOOTING
IMPORTANT:
Evenj
six
months
inspect
the
labels
on
this
unit
for
legibility.
All
precautionaiy
labels
must
be
maintained
in
a
clearly
readable
state
and
replaced
when
necessary.
See
Parts
List
for
part
number
of
precautionary
labels.
6-1.
INSPECTION
AND
UPKEEP
a
WARNING:
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Shut
down
robot
and
welding
power
source,
and
disconnect
input
power
employing
lock
out/ta
g9ing
procedures
before
inspecting,
maintaining,
or
servicing.
Lockout/tagging
procedures
consist
of
pad
locking
line
disconnect
switch
in
open
position,
removing
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnect
ing
device.
HOT
SURFACES
can
cause
severe
burns.
Allow
cooling
period
before
servicing.
Maintenance
and
troubleshooting
to
be
per
formed
only
by
qualified
persons.
Usage
and
shop
conditions
will
determine
the
frequency
and
type
of
maintenance.
At
minimum,
inspect
equip
ment
every
three
months
as
follows:
1.
Inspect
all
interconnecting
cords
for
damage
to
or
breaks
in
the
insulation
jacket,
particularly
at
the
plugs.
Repair
or
replace
the
cord(s)
as
necessary.
2.
Remove
grease
and
dirt
from
components
and
moisture
from
electrical
parts
and
cables.
4.
5.
500
MillIseconds
Longest
Stick
Check
Time
(in
Milliseconds)
The
number
of
contactor
pulses
varies
with the
welding
power
source
used.
S-0385
OM-141
438
Page
10

6-2.
OVERLOAD
PROTECTION
a
WARNING:
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Shut
down
robot
and
welding
power
source,
and
disconnect
input
power
employing
lock
out/tagging
procedures
before
inspecting,
maintaining,
or
servicing.
Lockoutltagging
procedures
consist
of
padlock
ing
line
disconnect
switch
in
open
position,
re
moving
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnect
ing
device.
IMPROPER
FUSE
can
damage
unit.
Be
sure
replacement
fuse
is
same
size,
type,
and
rating
(see
Parts
List).
A.
Wire
Drive
Motor
Circuit
Breaker
CB1
a
WARNING:
Read
and
follow
safety
informa
tion
at
beginning
of
Section
6-2
before
pro
ceeding.
Circuit
breaker
CB1
protects
the
wire
drive
motor
from
overload.
If
CB1
opens,
the
wire
feed
circuit
shuts
down.
If
the
breaker
trips,
correct
the
problem,
and
manually
reset
CB1.
B.
Main
Fuse
Fl
a
WARNING:
Read
and
follow
safety
informs-
6-4.
tion
at
beginning
of
Section
6-2
before
pro
ceeding.
Fuse
Fl
protects
the
Computer
Interface
from
an
inter
nal
short
or
excessive
overload
.
If
fuse
Fl
opens,
the
Computer
Interface
shuts
down.
If
the
fuse
opens,
cor
rect
the
problem
and
replace
Fl
as
follows:
1.
Press
and
rotate
fuse
holder
cover
counterclock
wise.
2.
Pull
out
fuse
with
cover
when
fuse
holder
cover
is
free.
3.
Insert
new
fuse
into
fuse
holder
cover.
4.
Install
fuse
with
fuse
holder
cover
back
into
unit.
5.
Press
and
rotate
fuse
holder
cover
clockwise
until
cover
is
secure.
C.
Wire
Feed
Ground
Current
Light
This
light
turns
on
when
there
is
an
overcurrent
condition
at
the
wire
drive
motor
grounding
conductor.
An
emer
gency
stop
signal
is
sent
to
the
Robot
Control
and
servo
power
is
turned
ott.
Reset
by
turning
power
to
the
Com
puter
Interface
off,
correcting
the
condition
that
caused
the
shutdown,
and
turning
power
back
on.
6-3.
CIRCUIT
BOARD
HANDLING
PRECAUTIONS
a
WARNING:
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Shut
down
robot
and
welding
power
source,
and
disconnect
input
power
employing
lock
out/tagging
procedures
before
inspecting,
maintaining,
or
servicing.
Lockout/tagging
procedures
consist
of
pad
locking
line
disconnect
switch
in
open
position,
removing
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnect
ing
device.
ELECTROSTATIC
DISCHARGE
(ESD)
can
damage
circuit
boards.
Put
on
properly
grounded
wrist
strap
BEFORE
handling
circuit
boards.
Transport
circuit
boards
in
proper
static-
shielding
carriers
or
packages.
Perform
work
only
at
a
static-safe
work
area.
INCORRECT
INSTALLATION
or
misaligned
plugs
can
damage
circuit
board.
Be
sure
that
plugs
are
properly
installed
and
aligned.
EXCESSIVE
PRESSURE
can
break
circuit
board.
Use
only
minimal
pressure
and
gentle
move
ment
when
disconnecting
or
connecting
board
plugs
and
removing
or
installing
board.
TROUBLESHOOTING
WARNING:
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Shut
down
robot
and
welding
power
source,
and
disconnect
input
power
employing
lock
out/ta
g9ing
procedures
before
inspecting,
maintaining,
or
servicing.
Lockout/tagging
procedures
consist
of
pad
locking
line
disconnect
switch
in
open
position,
removing
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnect
ing
device.
Troubleshooting
of internal
parts
to
be
per
formed
only
by
qualified
persons.
It
is
assumed
that
proper
installation
has
been
made
ac
cording
to
Section
3
of
this
manual,
the
operator
is
famil
iar
with
the
function
of
controls,
the
unit
was
working
properly,
and
that
the
trouble
is
not
related
to
the
welding
process.
The
following
chart
is
designed
to
diagnose
and
provide
remedies
for
some
of
the
troubles
that
may
develop
in
this
unit.
Use
this
chart
in
conjunction
with
the
circuit
diagram
while
performing
troubleshooting
procedures.
If
the
trouble
is
not
remedied
after
performing
these
proce
dures,
contact
the
nearest
Factory
Authorized
Service
Station/Service
Distributor.
In
all
cases
of
equipment
malfunction,
strictly
follow
the
manufacturers
recom
mendations.
OM-141
438
Page
11

Table
6-1.
Troubleshooting
TROUBLE
PROBABLE
CAUSE
REMEDY
Unit
does
not
operate.
Fuse
Fl
open.
Check
Fl,
and
replace
if
necessary
(Section
6-2).
Correct
overload
before
continuing
operation.
Circuit
breaker
CB1
tripped.
Check
CB1,
and
reset
if
necessary
(Section
6-2).
Correct
overload
before
continuing
operation.
No
meter
display
on
Display
Module.
Meter
not
working.
Replace
meter
(see
Section
6-3
and
contact
Factory
Authorized
Service
Station/Service
Distributor).
Meter
board
PCi
not
working.
Replace
PCi
(see
Section
6-3
and
contact
Factory
Authorized
Service
Station/Service
Distributor).
No
wire
feed.
Relay
CR1
not
working.
Replace
CR1.
Motor
board
PC2
not
working.
Replace
PC2
(see
Section
6-3
and
contact
Factory
Authorized
Service
Station/Service
Distributor).
Interface
board
PC4
not
work-
ing.
Replace
PC4
(see
Section
6-3
and
contact
Factory
Authorized
Service
Station/Service
Distributor).
Wire
feeds
at
maximum.
Tach
board
at
wire
drive
motor
not
working.
Replace
tach
board.
See
wire
drive
assembly
Own-
ers
Manual.
No
arc
voltage
control.
Voltage
control
connections.
Check
and
secure
connections
(Section
3-8).
Voltage
sensing
connections.
Check
and
secure
connections
(Section
3-7).
Remote
Voltage
control
switch
on
welding
power
source.
Remote
Voltage
control
switch
on
welding
power
source
must
be
in
remote
control
position.
Welding
power
source
MAXI-
MUM
GTAW
OUTPUT
control.
Rotate
control
to
maximum
position.
Welding
power
source
corn-
rnand
signal.
,
Check
command
signal
at
voltage
board
PC1.Com-
rnand
signal
should
be
0-10
vdc
at
RC1
pins
9
and
lOonPCl.
Robot
command
voltage.
Check
robot
command
voltage
to
voltage
board
PCi.
Signal
should
be
0-10
vdc
between
2TB
and
ilK
(common).
Voltage
board
PCi
not
working.
Replace
PCi
(see
Section
6-3
and
contact
Factory
Authorized
Service
Station/Service
Distributor).
Interface
board
PC4
not
work-
ing.
Replace
PC4
(see
Section
6-3
and
contact
Factory
Authorized
Service
Station/Service
Distributor).
Robot
moves
when
welding
wire
is
stuck.
Wire
stick
check
DIP
switches.
Be
sure
DIP
switches
are
in
desired
position
(Sec
tion
3-3).
Current
sensing
connections.
Check
and
secure
connections
(Section
3-7).
Wire
speed
meter
goes
to
zero.
Robot
command
voltage.
Check
robot
command
voltage
to
motor
board
PC2.
Signal
should
be
0-10
vdc
between
lIE
and
11K
(common).
Motor
board
PC2
not
working.
Replace
PC2
(see
Section
6-3
and
contact
Factory
Authorized
Service
Station/Service
Distributor).
No
wire
retract.
Communication
board
PC3
not
working.
Replace
PC3
(see
Section
6-3
and
contact
Factory
Authorized
Service
Station/Service
Distributor).
Robot
command
voltage.
Check
robot
command
voltage
at
motor
board
PC2.
Signal
should
be
0-10
vdc
between
lIE
and
ilK
(common).
Robot
shuts
down.
Looseweldoutputconnections.
Clean
and
tighten
connections.
Interconnecting
cords.
Check
all
interconnecting
cords
for
breaks;
repair
or
replace.
Check
and
secure
all
connections.
Communication
board
PC3
not
working.
Replace
PC3
(see
Section
6-3
and
contact
Factory
Authorized
Service
Station/Service
Distributor).
OM-141
438
Page
12

6-5.
USE
OF
INDICATOR
LIGHTS
FOR
TROUBLESHOOTING
On
Gas
Indicator
Light
Off
I
________
Gas
flows:
Gas
does
not
flow
Gas
flows:
Gas
does
not
flow
System
normal
(on.)
Check
gas
valve
operation.
Check
gas
valve
operation
System
normal
(off).
and
gas
line
for
leaks.
Check
interface
board
PC3.
On
~
Contactor
Indicator
Light
~
Off
Contactor
closed:
Contactor
open:
Contactor
open:
System
normal
(on).
Check
interconnecting
System
normal
(off).
cords.
Check
interface
board
PC4.
On
~
Wire
Feed
Indicator
Light
~
Off
1~
Wire
feeds:
Wire
does
not
feed:
Wire
feeds:
Wire
does
not
feed:
System
normal
(on).
Check
circuit
breaker
CB1
Check
relay
CR1.
System
normal
(off).
Check
relay
CR1.
Check
input
signal
from
robot
to
motor
board
PC2.
Signal
should
be
0-10
vdc
between
1TE
and
1TK
(common).
Check
interface
board
PC4.
Check
motor
board
PC2.
On
~
Current
Indicator
Light
~
Off
4,
Arc
started:
No
arc:
Arc
started:
No
arc:
System
normal
(on).
Replace
weld
current
Replace
weld
current
System
normal
(off).
relay.
relay.
On
~
Power
Indicator
Light
~
Off
Interface
Control
On:
Interface
Control
On:
Interface
Control
Off:
Normal.
Check
connections
between
System
normal
(off).
Interface
Control
and
Display
Module.
OM-141
438
Page
13

<<BCA-3 <<RCA-S
<<RCA-I
<<RCB-3
PLO
I
0/PLOP
I
CD
RCII
POWER
sasa
a
(a)
-U
5)
(0
0
a
.1
IT
A
0
.74
B
0
.39
C
0
40
0
0
fl
E~0
42
F0
~
0
0
2/
H
0
20
.1
0
.IV
4T
A
0
67
B
04
2T
A
0
22
B~.0
20
C0
45
0
0
2/
1
0
.~
~
H
1/
.10
ST
A
0
20
B
0
2/
H
C
ICT~
.3
0
TAOOTEB
0
0
F
A
PLO
IA
C~
H4~
P1019
RRR
PC4
INTERFACE
BOARD
BC
I/P1G3
BCA/P102
0
BC9
U)
m
C,
-I
0
z
-4
m
r
m
C,
-I
C)
r
a
C)
U)
A
~~i~0AG
VALVE
B
f
RCI/PLGI2
BC6/PLGA
BC2/P1G22
BC1/PIG7
BC3/PIG3O
RCA/PIGS
RC4/P104
RC9/PLG9
60
BC
I
2
K
I
.3
H
A
H
B
C
0£
F
-V.
REICTE
CQ4TRO
IIC.CTAWEE
45
DRCE?Cy
BT~
!~
~
u.vv-v-v-v-v-v-v.v-v-v-v-v-v-v-v-v.v.
N~MttMtI~?tMt??
AAAA~AAAAAA~A~AtVPCA~A/C
~
~
APBCDEFGHJKLHN
BC
9
PC
~I&IIICATID4
BOARD
XC
104
Circuit
Diagram
No.
SC-i
64
341-A
Diagram
7-i.
Circuit
Diagram
For
Computer
Interface
With
Dual
Torch
Adapter
Panel
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
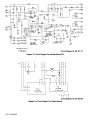 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44












































Miller KD509571 Owner's manual
- Category
- Welding System
- Type
- Owner's manual
- This manual is also suitable for
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
-
Miller MTX 3502 ROBOT GUN Owner's manual
-
Miller JG073823 Owner's manual
-
-
-
-
-
-
Miller JK000000 Owner's manual
-
-
Other documents
-
Hasbro Titanium Rodimus Prime Operating instructions
-
-
-
ESAB HC-6 Hand Control Installation guide
-
-
Rasonic RLF-8KIR User manual
-
Kawasaki F series Installation And Connection Manual
-
Mircom LT-6060 Installation guide
-
-
 Dinghua DH-5830 User manual
Dinghua DH-5830 User manual
