Page is loading ...

DUAL CYLINDER WELDING EQUIPMENT CART ASSEMBLY INSTRUCTIONS
0-5220 1 November 22, 2011
!
WARNING
Maximum Gas Cylinder 9" (230mm) Diam-
eter.
!
WARNING
Do Not Lift Cart with Power Source, Gas
Cylinder or any other equipment attached.
!
WARNING
Do Not Exceed a maximum weight of 99 lb
(45 kg) on the top shelf.
Do Not Exceed a maximum weight of 209 lb
(95 kg) on the bottom shelf.
CAUTION
Do Not Exceed the Cart total load capacity of
728 lb (340 kg).
Manual 0-5220
Dual Cylinder Welding Equipment
Cart for Fabricator 211i and 252i
Part Number: W4015002
Assembly Instructions
© 2011 by Thermadyne Industries
General Information
The Thermal Arc Dual Cylinder Welding Equipment
Cart is specifically designed for the Fabricator 211i and
Fabricator 252i to allow easy transport for the power
source, gas cylinder*, welding gun and various acces-
sories. These instructions will guide you through the
proper assembly procedure of the cart.
*Maximum Gas Cylinder 9" (230mm) Diameter.
Recommended Tools
• Open End Wrench Metric 8mm-10mm, 12mm-
14mm or 6” Adjustable Wrench
• Torx-Bit T25 for Fabricator 252i case screw
• Phillips screw driver for Fabricator 211i case screw
Art # A-10796
Thermadyne Holdings Corporation
Suite 300, 16052 Swingley Ridge Road
St. Louis, MO 63017, USA
Telephone: 1-800-426-1888 • Fax: 1-800-535-0557
Email: [email protected]
www.thermalarc.com

DUAL CYLINDER WELDING EQUIPMENT CART ASSEMBLY INSTRUCTIONS
November 22, 2011 2 0-5220
This page left blank intentionally

DUAL CYLINDER WELDING EQUIPMENT CART ASSEMBLY INSTRUCTIONS
0-5220 3 November 22, 2011
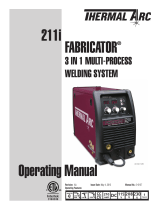
Supplied Parts
The following components are included in this kit:
Item Description Qty
1 Chain, .16" x 1.36" x 28" 2
2 Back Assembly 1
3
Organizer Box
8.4" x 13.5" x 2.5"
2
4 Base Box 1
5 Handle Assembly 1
6 Rubber Mat 1
7
Hexagon Bolt with Flange (M6 x 25) to
secure Fabricator 252i to Base Box
Torque force: 14 - 17 ft lb ((19 - 23 N.m)
3
8
Hexagon Bolt with Flange (M6 x 35) to
secure Fabricator 211i to Base Box
Torque force: 14 - 17 ft lb (19 - 23 N.m)
3
9
Hexagon Bolt with Flange (M8 x 20)
Torque force: 19 - 22 ft lb (26 - 30 N.m)
7
1
1
2
3
34
5
6
Art # A-10797
Figure 1: Supplied Parts

DUAL CYLINDER WELDING EQUIPMENT CART ASSEMBLY INSTRUCTIONS
November 22, 2011 4 0-5220
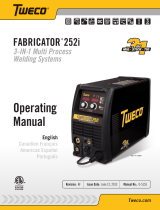
A. Assemble the Cart Base
1. Attach the Base Box (Item 4) to the Back Assem-
bly (Item 2), with Hook A inserting Slot A and
Hook B inserting Slot B. At this time, Surface B
is on the top of Ledge A.
Surface B
Ledge A
Slot A
Slot B
Ledge A
Hook A
Hook B
Surface B
Art # A-10798
Back Assembly
Base Box
Figure 2: Attach Base Box to Back Assembly
2. Align the 3 Threaded holes on the Base Box with
the 3 Holes on the Back Assembly. Attach the
Back Assembly to the Base Box with the 3 bolts
provided. Tighten the 3 bolts with the torque
force described above in Supplied Parts section.
Bolts used here are as following:
• Hexagon Bolts M8 x 20 (Item 9)
3 Bolts
3 Holes
3 Threaded Holes
Art # A-10799
Figure 3: Fasten Back Assembly and Base Box

DUAL CYLINDER WELDING EQUIPMENT CART ASSEMBLY INSTRUCTIONS
0-5220 5 November 22, 2011
B. Mount Power Source to Cart
WARNING
Unplug power source before mounting to cart.
1. Carefully lift then slide the power source (back end rst thru the Guide Plates to the Back Stop) to locate
the power source onto the cart Base Box.
2. Open the wire feed compartment door on the power source to align the 3 holes in the base with the 3
threaded holes in the Base Box (Item 4).
3. Screw the 3 bolts provided into holes and tighten with the torque force described above in Supplied Parts
section.
NOTE
Pay attention to Bolts used here. For Fabricator 252i, use the Hexagon Bolt with Flange M6 x 25 (Item
7). For Fabricator 211i, use the Hexagon Bolt with Flange M6 x 35 (Item 8).
3 Bolts
3 Threaded Holes
2 Guide Plates
3 Holes
Base Box
Back Stop
Art # A-10800
Figure 4: Mounting Power Source to Cart

DUAL CYLINDER WELDING EQUIPMENT CART ASSEMBLY INSTRUCTIONS
November 22, 2011 6 0-5220
4. Remove the Screw from the top cover of the Power Source as shown in Figure 5. Keep this screw as it will
be reinstalled later in Section C3.
Specification of the Screw is M6 x 12mm.
Screw
Art # A-10801
Figure 5: Remove Top Cover Screw
C. Attach Handle Assembly to Cart
1. Attach the Handle Assembly (Item 5) to the top of Power Source with Hook C engaging the Hand Hold
section of the Power Source front panel and Section D inserted between the brackets of the Back Assembly
(Item 2).
Align the two holes of the Handle Assembly, Section D, with the two holes in the Back Assembly,Brackets
E.
Section D
Hook C
Hand Hook
Art # A-10802
Back Assembly
Brackets E
Handle Assembly
Figure 6: Attach Handle Assembly to the Top of Power Source

DUAL CYLINDER WELDING EQUIPMENT CART ASSEMBLY INSTRUCTIONS
0-5220 7 November 22, 2011
4. Screw the 2 bolts provided through holes of the
2 brackets. Tighten the Bolts to secure the Back
Assembly to the Handle Assembly.
Bolts used here are:
• Hexagon Bolts M8 x 20 (Item 9)
Bolt
Bracket
Art # A-10805
Figure 9: Fasten Handle Assembly to Back Assembly
from two sides
2. Use 2 bolts provided to attach the Handle As-
sembly to the Back Assembly as shown in Figure
7.
Specification of the bolts is:
• Hexagon Bolt M8 x 20 (Item 9)
Art # A-10803
Figure 7: Fasten Handle Assembly to Back Assembly
from Rear
3. Reinstall the Screw (taken out in Section B4)
through the Handle Assembly into the top cover
of the Power Source. Tighten the screw to secure
the Power Source to the cart.
Art # A-10804
Figure 8: Secure the Power Source

DUAL CYLINDER WELDING EQUIPMENT CART ASSEMBLY INSTRUCTIONS
November 22, 2011 8 0-5220
D. Place the Rubber Mat
Place the Rubber Mat (Item 6) onto the panel of the Handle Assembly (Item 5) with the Thermal Arc logo facing up.
Rubber Mat
Panel
Art # A-10806
Figure 10: Place Rubber Mat
E. Locating Organizer Boxes
Install the Organizer Boxes (Item 3) into the drawers of the Base Box. The Organizer Boxes needs to face up so
they will not fall out from the drawers while moving.
Drawers
Organizer Boxes
Art # A-10807
Figure 11: Installed Organizer Boxes

DUAL CYLINDER WELDING EQUIPMENT CART ASSEMBLY INSTRUCTIONS
0-5220 9 November 22, 2011
F. Install Chains
1. Insert one end of the chain (Item 1) through the chain hole on the left side of the Back Assembly and
secure it by turning and sliding the second link into the slot (top hole as shown).
2. Wrap the chain around the Gas Cylinder and pull the other end through the corresponding chain hole in
the middle of the Back Assembly.
3. Pull the chain as tight as it will go and secure it by turning and sliding the closest link into the slot.
4. Install the other chain following steps 1 to 3.
Art # A-10808
Figure 12: Install Chains

DUAL CYLINDER WELDING EQUIPMENT CART ASSEMBLY INSTRUCTIONS
November 22, 2011 10 0-5220
G. Completed Cart
!
WARNING
Fully tighten all the fasteners (refer to torque force data in Supplied Parts section).
Art # A-10809
Figure 13: View of Completed Cart

DUAL CYLINDER WELDING EQUIPMENT CART ASSEMBLY INSTRUCTIONS
0-5220 11 November 22, 2011
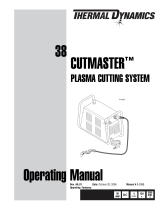
H. Installation of Shielding Gas for MIG (GMAW) or TIG (GTAW) Processes
1. Cylinder positioning
Fit the Power Source to the cart BEFORE attempting to position the cylinder on the cart. Block the wheels of
the unit so it cannot roll. Carefully stand the cylinder on the tray and with one foot, press against the bottom
of the cylinder to assure it is against the back of the unit. Chain the cylinder in place. Refer to Figure 14.
2. Cracking
Remove the large metal cap on top of the cylinder by rotating counter clockwise. Next remove the dust seal.
Position yourself so the valve is pointed away from you and quickly open and close the valve for a burst of
gas. This is called “Cracking” and is done to blow out any foreign matter that may be lodged in the fitting.
3. Fit Regulator/Flow Meter to cylinders
Screw the gas regulator into the appropriate cylinder. The nuts on the regulator and hose connections are
right hand (RH) threaded and need to be turned in a clockwise direction in order to tighten. Tighten with a
wrench.
Regulator and
Flow Meter
Cap
“Cracking”
1
2
3
4
5
Art # A-10821
Shielding
Gas
Shielding
Gas
Shielding
Gas
Shielding
Gas
1 1/8”
Gas Hose
Figure 14: Gas Cylinder Installation

Printed in:
W ORLD HEADQUARTERS : 16052 Swingley R idge Road, Suite 300 • St. Louis, Missouri 63017 U.S.A.
A Global Cutting & Welding Market Leader
™
U.S. Customer Care: 800-426-1888 /
FAX
800-535-0557
•
Canada Customer Care: 905-827-4515 /
FAX
800-588-1714
International Customer Care: 940-381-1212 /
FAX 940-483-8178
•
www.thermalarc.com
Denton, TX USA
U.S. Customer Care
Ph: 1-800-426-1888 (tollfree)
Fax: 1-800-535-0557 (tollfree)
International Customer Care
Ph: 1-940-381-1212
Fax: 1-940-483-8178
Miami, FL USA
Sales Office, Latin America
Ph: 1-954-727-8371
Fax: 1-954-727-8376
Oakville, Ontario, Canada
Canada Customer Care
Ph: 1-905-827-4515
Fax: 1-800-588-1714 (tollfree)
Chorley, United Kingdom
Customer Care
Ph: +44 1257-261755
Fax: +44 1257-224800
Milan, Italy
Customer Care
Ph: +39 0236546801
Fax: +39 0236546840
Cikarang, Indonesia
Customer Care
Ph: 6221-8990-6095
Fax: 6221-8990-6096
Rawang, Malaysia
Customer Care
Ph: +603 6092-2988
Fax: +603 6092-1085
Melbourne, Australia
Australia Customer Care
Ph: 1300-654-674 (tollfree)
Ph: 61-3-9474-7400
Fax: 61-3-9474-7391
International
Ph: 61-3-9474-7508
Fax: 61-3-9474-7488
Shanghai, China
Sales Office
Ph: +86 21-64072626
Fax: +86 21-64483032
Singapore
Sales Office
Ph: +65 6832-8066
Fax: +65 6763-5812
© 2010 Thermadyne Industries, Inc. www.thermadyne.com
THE AMERICAS EUROPE ASIA/PACIFIC
China
/