Page is loading ...

1
INSTRUCTIONS for
F14-441-D
December, 2006
These INSTRUCTIONS are for experienced operators. If you are not fully familiar with the principles of operation and safe
practices for arc welding equipment, we urge you to read our booklet, "Precautions and Safe Practices for Arc Welding, Cutting,
and Gouging", Form 52-529. Do NOT permit untrained persons to install, operate, or maintain this equipment. Do NOT attempt
to install or operate this equipment until you have read and fully understand these instructions. If you do not fully understand
these instructions, contact your supplier for further information.
Plasma arc cutting process employs high voltages.
High voltage can kill. Therefore, contact with live
parts of the torch and machine must be avoided.
Also, the improper use of any of the gases employed
can present a safety hazard. Before beginning op-
eration with the PT-17A or 17AM torch, refer to the
safety precautions in the appropriate booklet of the
following Plasma Arc Cutting Packages:
Form 14-471 - PCM-100
14-474 - PCM-150
I. INTRODUCTION
The PT-17A and PT-17AM torches offer performance,
economy and safety for all plasma cutting needs up to
1-in. on most common metals. The PT-17A, within its
current rating, is usable on all of ESAB’s consoles listed
above. (Adaptor may be necessary. See Section III-A).
PT-17A & PT-17AM
PLASMA ARC CUTTING TORCHES
F14-441-D
!
WARNING
!
CAUTION
Be sure this information reaches the operator.
You can get extra copies through your supplier.
ESAB
ESAB Welding &
Cutting Products
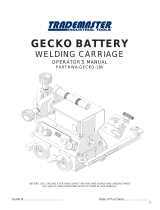
Fig. 1- Dimensional Data - PT-17A & PT-17AM Torches
PT-17A
1-1/4"
2-7/8"
1-1/4"
10"
Shipping Weight. 9lbs. (25-ft.) / 15lbs. (50-ft.)
PT-17AM
17-1/4"
Shipping Weight. 10lbs. (25-ft.) / 16lbs. (50-ft.)
13"
5/8"
STUD
1-3/8"
2"
8-3/16" MIN.
14-3/4" MAX.
II. ACCESSORIES
1. PT-17A/17AM Spare Parts Kits,
P/N 20062 - 50 amps
P/N 20063 - 70 amps
P/N 20064 -100 amps (PCM-100/150)
Recommended for maintaining PT-17A or PT-17AM
torch with minimum downtime. The kits contain spare
parts listed in Table 1 in a convenient tool box. P/N
20064 kit is supplied with each PCM-100 manual air
package.
2. Drag Type Shield Guard, P/N 19989 - Protects the
heat shield and permits the operator to drag a manual
torch on the plate while cutting. Thus maintaining a
fixed stand-off (tip-to-work distance) throughout the
cut resulting in a uniform appearance of the cut edge.
Two drag type guards are supplied with each spare
parts kit.
3. Standard Shield Guard, P/N 19990 (non drag type)
- protects the shield against accidental breakage on
both manual and mechanized torches. One standard
guard is supplied with each spare parts kit.
4. Mechanized Torch (PT-17AM) Mounting and Travel
Carriage - Refer to the appropriate booklet supplied
with your PCM package.

2
Table 1 - Contents of PT-17A/17AM Spare Parts Kit
Quantity
50amp 70amp 100amp
Kit Kit Kit
Description P/N P/N 20062 P/N 20063 20064
Heat Shield, H-D 20747 3 3 3
Shield Guard, Drag 19989 2 2 2
Type
Shield Guard, Std. Type 19990 1 1 1
CuttingTip, .046 19915 5 5 —
Cutting Tip, .052 19916 — 5 5
Cutting Tip, .057 19917 — 5 5
Cutting Tip, .067 20056 — — 5
Electrode 19918 5 5 5
Electrode Adaptor 20053 1 1 1
BaffleTube 19114 1 1 1
Shroud Cap 19498 1 1 1
Shroud 19499 1 1 1
Wrench 19129 1 1 1
Pilot Arc Adaptor 19497 1 1 1
70 Amp Gouging Tip 20426 — 1 1
100 Amp Gouging Tip 20427 — — 1
5. Plasma Gas Flow Measuring Kit, P/N 19765 - Used
for checking gas flows through torch. Improper flows
can cause short life of consumables, poor starting,
bad cuts, or overheated torches.
6. Spatter Shield, P/N 20748 - Protects torch from spat-
ter produced by initial cut starts and piercing opera-
tions. Also, it reflects radiant heat away from the neck
of the torch during cutting operations which will pro-
long the life of the torch.
7. “Plasmit” Torch Head Protector, P/N 20803 (75°
Hd.); P/N 20804 (Mech.) - Protects torch head from
radiant heat during cutting operations.
III. INSTALLATION
Make sure power switch on console is in OFF posi-
tion and primary input power is deenergized.
A. CONNECTING TORCH TO PCM CONSOLE
The torch service lines should be connected to the out-
put connections of the appropriate PCM console as fol-
lows (refer to interconnecting diagram in the PCM book-
let):
1. Power cable (male nut) to “NEG” fitting. (If using old
PCM-31, “C” to “B” size adaptor, P/N 19500, is re-
quired).
1. Push guard over heat shield and
onto the shroud.
The step inside the guard
should stop against bottom of
shroud. When using the drag-
type guard, a 1/8" tip-to-work
standoff it provided.
The guard can be rotated to
any desired position and need
not be removed from the
shroud when changing
consumables.
2. Periodically remove spatter
and splashed metal from tip
and edge of heat shield that
could cause arcing between
the guard and work.
2. Pilot arc cable to “POS” connection. (Pilot arc adap-
tor, P/N 19497 - supplied with each spare parts kit, is
required for connecting cable to PCM-150).
3. Torch switch plug is connected to the 2-prong recep-
tacle.
B. INSTALLING TORCH FRONT END PARTS
1. Referring to Fig. 2 assemble desired electrode to the
torch head, and then tighten it with the wrench (P/N
19129) supplied with torch or spare parts kit.
2. Assemble cutting tip to torch head finger tight.
NOTE: Always check the threads on the electrodes and
tips for dirt or other damage before assembling
to torch.
3. Assemble heat shield and shroud and then secure
them in place by assembling and hand tightening the
shroud cap.
4. If shield guard is to be used, attach to torch as illus-
trated in Fig. 3.
CAUTION: Make sure all front end parts are properly
assembled before operating the torch. If one
or more parts are missing, the torch will be
damaged beyond repair.
IV. OPERATION
The torch is now ready for cutting operations. Refer to
the appropriate booklet for control adjustments of your
PCM console.
The front end of the torch contains a gas flow valve
that acts in conjunction with the circuitry provided
in the console. This patented system provides a
safety interlock preventing the torch from being ac-
cidentally energized with high voltage when the heat
shield is removed and the torch switch is acciden-
tally closed. Occasionally check this system by re-
moving the heat shield. Turn on console. Do NOT
!
WARNING
Fig. 2 - Front End Assembly
HEAT SHIELD
20747
SHROUD
19499
SHROUD CAP - 19498
ELECTRODE
19918
TIP, CUTTING
19915 - .046
19916 - .052
19917 - .057
20056 - .067
WARNING: Do not touch or remove parts unless
switch on console is in OFF position and primary
input power is deenergized.
Tighten with wrench
19129 (Supplied).
*
*
GUARD
(Drag Type illustrated)
HEAT
SHIELD
PT-17
SHROUD
!
WARNING
Fig. 3 - Attaching Shield Guard

3
touch the metallic parts on the torch front end. Close
the torch switch. If torch energizes and gas flows,
DO NOT USE. Do NOT tamper with the gas flow
valve. Return torch to your ESAB distributor for re-
pair.
Wear the usual protective gloves, clothing, ear pro-
tection, and helmet. Helmet with filter lens shade
No. 8 should provide adequate protection for your
eyes.
Never touch any parts forward of the torch handle (cut-
ting tip, heat shield, electrode, etc.) unless the Ready-
Off switch is in the OFF position.
1. Position the torch on the workpiece by resting the tip
or drag type shield guard on the edge of the workpiece
where you intend to start the cut.
2. Lower your protective helmet and then lift the torch
about 1/8-in. above the workpiece. (Not necessary to
lift when using guard).
3. Push down on the torch switch button mounted on
the torch handle. Pilot arc contactor and high fre-
quency will energize, and gas will start flowing. Two
seconds later, the main contactor will come on. The
cutting arc should then transfer to the workpiece.
NOTE: If cutting arc does not start within 6 seconds,
the pilot arc will shut off. Release torch switch.
Check to be sure gas pressures are adequate,
work cable is firmly connected to workpiece,
torch was about 1/8 to 1/4-in. above workpiece,
etc. Then start from step 1 again.
4. For ease of operation, use the drag shield guard. If
using the standard shield guard, maintain a standoff
(torch-to-work distance) of about 1/16-in. to 3/16-in.
Keep the torch head vertical, and move it at a rate
that produces the desired cut quality. The cutting
should produce a straight fine spray of molten metal
emitting from beneath the workpiece.
5. If cutting arc is lost during cut, the pilot arc will imme-
diately reignite as long as the torch switch is de-
pressed. You then have about 6 seconds to move the
torch close enough to work to reestablish the cutting
arc.
6. The cutting arc will extinguish at the end of the cut;
however, the torch switch should be released to keep
the pilot arc from reigniting.
7. When cutting operation is completed, wait a few min-
utes before placing the READY-OFF to the OFF po-
sition so that the cooling fan has time to remove the
heat from the unit. Then shut off the primary power at
the main disconnect switch.
V. MAINTENANCE
Make sure power switch on console is in OFF posi-
tion and primary input power is deenergized.
1. The torch electrode, cutting tip, heat shield and the
tip and electrode threads in the torch body should be
checked whenever tips and electrodes are replaced.
2. Torch body threads: The threads for attaching the tip
in the body can be reconditioned and the threaded
electrode adaptor can be replaced if these threads
become worn or damaged.
Procedure: Use plastic wrench P/N 19129 supplied with
the torch and parts kits for removing the electrode and
the baffle tube. Use a 3/16 hex allen key to remove the
electrode adaptor. At this point, the tip threads in the
body can be reconditioned, if necessary, using a 5/8-18
NF BOTTOMING END TAP. (A standard tap cannot be
used because of the long taper on the starting end).
Measure back from the end 5/16 inches or use a tip as a
guide and wrap a piece of tape around the tap at this
point to act as a depth gauge. See illustration below.
With the tape in place, carefully start the tap into the
torch body. Be sure not to cross thread the tap or the
thread will be ruined beyond repair. Turn the tap in up to
the tape. Do not turn the tap deeper or the plastic insula-
tor at the bottom of the thread will be damaged. Turn the
tap in and out until the tap turns smoothly. Blow out all
chips and dirt from within the torch body. Assemble a
new electrode adaptor P/N 20053 using a 3/16 hex allen
key. Reassemble the baffle tube using the plastic wrench.
NOTE: DO NOT use the plastic wrench for tightening
the electrode adaptor. The adaptor cannot be
tightened sufficiently to prevent the possibility
of the adaptor and baffle tube from coming free
and remaining attached to the electrode. Should
this occur the parts can be separated by grip-
ping the two small flats on the adaptor with an
adjustable wrench and then removing the elec-
trode.
3. The power cable and switch leads in the service line
should be inspected periodically. If cuts through the
protective sheath or gas leaks are noted, replace the
damaged component.
By following steps 1, 2, and 3 in Fig. 4 the service line
can be removed from the torch. To disassemble the ser-
vice line, lay the line out straight, remove the tape from
around the switch lead splices, and free the switch by
cutting the leads close to the splices. (Replacement
switches have extra long leads to make up for any loss
!
WARNING
!
WARNING
TIP
TAPE
5/16"
BOTTOMING END TAP
5/8 - 18NF

4
F14-441-D 12 / 2006 Printed in U.S.A.
ESAB
ESAB Welding & Cutting Products
PO Box 100545, Florence SC 29501-0545
due to cutting.) Remove the rubber boot from the inlet
end of the cable and remove the tape that secures the
sheath at each end. Pull the sheath off the cable (over
small fitting at torch end). Note that the switch leads
wrapped around the power cable are secured with tape
several places along the cable. The leads, switch cord
plug, and strain relief can now be removed. DO NOT
remove the white tape that forms a band around the
power cable at each end. The sheath is taped to the
cable in front of the band which acts as a shoulder to
prevent the sheath from sliding back on the cable. (Re-
placement cables have this tape in place.) If the switch
leads are to be replaced, replace with 16 AWG STAN-
DARD COPPER, 600-VOLT, 90° C INSULATED WIRE.
Reassemble in reverse order. Make sure the end of the
Nomex insulator and insulator tubing of the high freq.
are butted against the end of the torch body before tap-
ing them in position.
To reposition the switch on the torch, slide the flex sup-
port back, remove the tape securing the spliced leads to
the power cable, reposition switch, retape the leads, and
pull the flex support back in place.
Fig. 4 - PT-17A Torch Assy. (75° hd.) w/25-ft. Iines - P/N 19999
PT-17A Torch Assy. (75° hd) w/50-ft. Iines - P/N 20000
PT-17AM Mech. Torch Assy. w/25-ft. Iines - P/N 20001
PT-17AM Mech. Torch Assy. w/50-ft. Iines - P/N 20002
NOTE: A thin film of silicone lubricant P/N 17672 (1 oz.
tube) applied inside of the flex support will ease
the assembly of this part.
IV. REPLACEMENT PARTS
Replacement parts are keyed in Fig. 4 and 5. Order re-
placement parts by part number and part name as shown
on the illustrations. DO NOT order by part number alone.
Parts may be ordered from your ESAB welding equip-
ment distributor or from ESAB Welding & Cutting Prod-
ucts, Customer Service Department, Florence, SC.
Fig. 5 - Torch Holder Assy. (PT-17AM) - P/N 0558005926
GASKET - 19575
Gouging Tip
70A - 20426
100A - 20427
CUTTING TIP,
30A, 0.038 - 19914
50A, 0.046 - 19915**
70A, 0.052 - 19916**
80A, 0.057 - 19917**
100A, 0.067 - 20056**
SWITCH - 18224
SWITCH BAND - 19127
SHROUD CAP - 19498
ELECTRODE
ADAPTOR - 20053
BAFFLE
TUBE - 19114
NUT, No. 6-32
LOCKWASHER - No. 6
SCREW,No. 6-32 X 1/4"
BODY (75½) - 20008
(MECH.) -20010
ELECTRODE - 19918**
HEAT SHIELD - 20747**
SHROUD - 19499
FLEX SUPPORT - 19156
HANDLE (PT-17) - 18635
(PT-17AM) - 999482*
INSULATOR - 18619 (PT-17)
18613 (PT-
17AM)
BOOT - 49N83
PILOT ARC CABLE ASS'Y.
25-ft. - 17277
50-ft. - 19322
SHEATH
25-ft. - 20534
50-ft. 20533
POWER CABLE ASS'Y.
25-ft. - 19993
50-ft. - 19994
PLUG - 2062336
* Includes RACK ASS'Y. - 49V29 &
LOCK RING - 57N70
** Accessory (Supplied with Spare
Parts Kit - See Table 1).
Slide switch and band
from handle. (Snip leads
at splice to replace switch.)
2
Pull flex support back.
Remove tape holding
switch lead splices and sheath.
1
3
Unscrew handle. Remove tape
& Nomex insulator. Slide tub-
ing on H.F. cable back and
disconnect torch head.
Supplied: TORCH HOLDER ASS'Y. (PT-17AM)
P/N16V83 (See Fig. 5)
/