Page is loading ...

November
1977
FORM:
OM-1513C
Eftective
With
Serial
No.
HG067956
MODEL
Dual
4850-2
4850-3
5290-2
5290-3
STOCK
NO
Swingarc
078
078
078
078
126
124
130
128
MODEL/STOCK
NO.
SERIAL/STYLE
NO.
DATE
PURCHASED
ADDITIONAL
COPY
PRICE
70
CENTS
OWNERS
MANUAL
MILLER
ELECTRIC
MFG.
CO.
APPLETON,
WISCONSIN,
USA
54911
U
I,
Is.

-.
~
L
LIMITED
WARRANTY
EFFECTIVE:
NOVEMBER
1,
1976
This
warranty
supersedes
all
previous
MILLER
warranties
and
is
ex
clusive
with
no
other
guarantees
or
warranties
expressed
or
implied.
LIMITED
WARRANTYMiller
Electric
Mfg.
Co.,
Apple-
1.
Arc
welders,
power
sources,
and
components
..
.
1
year
ton,
Wisconsin
warrants
to
Customer
that
all
new
and
unused
2.
Original
main
power
rectifiers
3
years
Equipment
furnished
by
Miller
is
free
from
defect
in
workman-
(Labor
I
year
only)
ship
and
material
as
of
the
time
and
place
of
delivery
by
Miller.
3.
All
welding
guns
and
feeder/guns
90
days
No
warranty
is
made
by
Miller
with
respect
to
engines,
trade
accessories
or
other items
manufactured
by
others.
Such
engines,
4.
All
other
Millermatic
Feeders
I
year
trade
accessories
and
other
items
are
sold
subject
to
the
warran-
provided
that
the
user
so
notifies
Miller
in
writing
within
thirty
ties
of
their
respective
manufacturers,
if
any.
At
the
present
time,
(30)
days
of
the
date
of
such
failure.
the
manufacturers
warranty
on
the
Mag-Diesel
engine
on
DEL-
200
is
limited
to
six
months
and
on
all
other
engines
to
one
year.
5.
Replacement
or
repair
parts
exclusive
of
labor
.
60
days
MILLER
warranty
does
not
apply
to
components
having
ANY
EXPRESS
WARRANTY
NOT
PROVIDED
HEREIN
~
normal
useful
life
of
less
than
one
(I)
year,
such
as
spot
welder
AND
ANY
IMPLIED
WARRANTY,
GUARANTY
OR
REP-
tips,
relay
and
contactor
points,
MILLERMATIC
parts
that
RESENTATION
AS
TO
PERFORMANCE,
AND
ANY
come
in
contact
with
the
welding
wire
including
nozzles
and
REMEDY
FOR
BREACH
OF
CONTRACT
WHICH,
BUT
nozzle
insulators
where
failure
does
not
result
from
defect
in
FOR
THIS
PROVISION,
MIGHT
ARISE
BY
IMPLICA-
workmanship
or
material.
TION,
OPERATION
OF
LAW,
CUSTOM
OF
TRADE
OR
In
the
case
of
Millers
breach
of
warranty
or
any
other
duty
COURSE
OF
DEALING,
INCLUDING
ANY
IMPLIED
with
respect
to
the
quality
of
any
goods,
the
exclusive
remedies
WARRANTY
OF
MERCHANTABILITY
OR
OF
FITNESS
therefor
shall
be,
at
Millers
option,
(1)
repair
or
(2)
replace-
FOR
PARTICULAR
PURPOSE,
WITH
RESPECT
TO
ANY
AND
ALL
EQUIPMENT
FURNISHED
BY
MILLER
IS
ment
or,
where
authorized
in
writing
by
Miller
in
appropriate
EXCLUDED
AND
DISCLAIMED
BY
MILLER.
cases,
(3)
the
reasonable
cost
of
repair
or
replacement
at
an
authorized
Miller
service
station
or
(4)
payment
of
or
credit
for
EXCEPT
AS
EXPRESSLY
PROVIDED
BY
MILLER
114
the
purchase
price
(less
reasonable
depreciation
based
upon
WRITING,
MILLER
PRODUCTS
ARE
INTENDED
FOR
actual
use)
upon
return
of
the
goods
at
Customers
risk
and
cx-
ULTIMATE
PURCHASE
BY
COMMERCIAL/INDUS
pense.
Upon
receipt
of
notice
of
apparent
defect
or
failure,
TRIAL
USERS
AND
FOR
OPERATION
BY
PERSONS
Miller
shall
instruct
the
claimant
on
the
warranty
claim
proce-
TRAINED
AND
EXPERIENCED
IN
THE
USE
AND
dures
to
be
followed.
MAINTENANCE
OF
WELDING
EQUIPMENT
AND
NOT
As
a
matter
of
general
policy
only,
Miller
may
honor
an
origi-
FOR
CONSUMERS
OR
CONSUMER
USE.
MILLER
nal
users
warranty
claims
on
warranted
Equipment
in
the
event
WARRANTIES
DO
NOT
EXTEND
TO,
AND
NO
RE-
of
failure
resulting
from
a
defect
within
the
following
periods
SELLER
IS
AUTHORIZED
TO
EXTEND
MILLERS
WAR-
from
the
date
of
delivery
of
Equipment
to
the
original
user:
RANTIES
TO,
ANY
CONSUMER.

ERRATA
SHEET
After
this
manual
was
printed,
refinements
in
equipment
design
occurred.
This
sheet
lists
exceptions
to
data
appearing
later
in
this
manual.
AMENDMENT
TO
SECTION
2
INSTALLATION
Amend
Section
2-13,
Step
2
to
read
as
follows:
2.
For
standard
models
with
Right
Burnback
Control:
a.
Disconnect
lead
No.
9
from
terminal
No.
8
on
terminal
strip
iT.
b.
Connect
lead
No.
9
to
terminal
No.
7
on
iT.
Amend
Section
2-13.
Step
3
to
read
as
follows:
3.
For
models
with
optional
Left
Burriback
Control:
a.
Disconnect
lead
No.
9
from
terminal
No. 8
on
terminal
strip
iT.
b.
Disconnect
lead
No.
2
from
terminal
No..2
on
iT.
c.
Connect
leads
No.
9
and
2
to
terminal
No.
7
on
iT.
Amend
Figure
2-5
as
follows:
Delete
the
information
pertaining
to
disconnecting
and
connecting
the
black
lead.
Add
the
following
information
in
its
place:
For
standard
models,
disconnect
right
contactor
control
lead
No.
9
from
terminal
No.
8
and
connect
lead
No. 9
to
terminal
No.
7
when
using
one
welding
power
source.
For
models
with
dual
burnback
control
refer
to
Section
2-13,
Step
3.
OM-1513C
Page
A

S
I,

TABLE
OF
CONTENTS
Section
No.
Page
No.
SECTION
1
SAFETY
RULES
FOR
OPERATION
OF
ARC
WELDING
POWER
SOURCE
1
-
1.
Introduction
1
1
-
2.
General
Precautions
1
1
-
3.
Arc
Welding
3
1
-
4.
Standards
Booklet
Index
4
SECTION
2
INSTALLATION
2
-
1.
Location/Assembly
1
2
-
2.
Installation
Of
Electrode
Wire
Gun
Connectors
2
2
-
3.
Electrode
Wire
Inlet
&
Outtet
Guide
Installation
2
2
-
4.
Pressure
&
Feed
Roll
Installation
3
2
-
5.
Pressure
Roll
Alignment
3
2
-
6.
Installation
Of
Hub
And
Spindle
3
2
-
7.
Installation
Of
Wire
Reel
4
2
-
8.
Installation
Of
Reel-Type
Wire
4
2
-
9.
Installation
Of
Spool-Type
Wire
4
2-10.
Adjustment
Of
Hub
Tension
4
2-1
1.
Shielding
Gas
Connections
4
2-12.
Weld
Cable
Connection
4
2-13.
Contactor
Control
Connections
4
2-14.
Gun
Switch
Receptacles
5
2-15.
115
Volts
AC
Input
Connection
5
2-16.
Boom
Adjustments
5
SECTION
3
FUNCTION
OF
CONTROLS
3
-
1.
Wire
Speed
Controls
6
3
-
2.
Circuit
Breaker
6
3
-
3.
Purge
Switches
6
3
-
4.
Advance
Switches
6
3
-
5.
Burnback
Control
6
SECTION
4
SEQUENCE
OF
OPERATION
4
-
1.
Welding
Wire
Threading
6
4
-
2.
Gas
Metal-Arc
(GMAW)
Welding
6
4
-
3.
Shutting
Down
7
SECTION
5
TROUBLESHOOTING
PARTS


SECTION
1-
INTRODUCTION
1-1.
GENERAL
Weight
(Pounds)
Net
190
Ship
255
Figure
1-1.
Specifications
1-4.
SAFETY
Net
215
Ship
285
This
manual
has
been
prepared
especially
for
use
in
familiar
izing
personnel
with
the
design,
installation,
operation,
main
tenance,
and
troubleshooting
of
this
equipment.
All
informa
tion
presented
herein
should
be
given
careful
consideration
to
assure
optimum
performance
of
this
equipment.
1-2.
RECEIVING-HANDLING
Prior
to
installing
this
equipment,
clean
all
packing
material
from
around
the unit
and
carefully
inspect
for
any
damage
that
may
have
occurred
during
shipment.
Any
claims
for
loss
or
damage
that
may
have
occurred
in
transit
must
be
filed
by
the
purchaser
with
the
carrier.
A
copy
of
the
bill
of
lading
and
freight
bill
will
be
furnished
by
the
carrier
on
request
if
occasion
to
file
claim
arises.
When
requesting
information
concerning
this
equipment,
it
is
essential
that
Model
Description
and/or
Stock
Number
and
Serial
(or
Style)
Numbers
of
the
equipment
be
supplied.
1
-
3.
DESCRIPTION
The
following
definitions
apply
to
CAUTION,
IMPORTANT,
and
NOTE
blocks
found
throughout
this
manual:
CAUTION
Under
this
heading,
installation,
oper~g,
and
main
tenance
procedures
or
practices
will
be
found
that
if
not
carefully
followed
may
Create
a
hazard
to
per
sonnel.
:
Under
this
heading,
installation,
operating,
and
main
tenance
procedures
or
practices
will
be
found
that
if
not
carefully
followed
may
result
in
damage
to
equip-
ment.
I
This
control/feeder
is
of
the
constant
wire
feed
speed
type
and
is
designed
to
be
used
in
conjunction
with
a
constant
potential
welding
power
source.
The
control/feeder
is
a
heavy
duty
dual
wire
feeding
unit
which
combines
both
the
wire
feeders
and
the
control.
It
contains
all
the
controls
and
equipment
needed
to
supply
welding
wire
and
shielding
gas
to
two
welding
guns.
I
m
Under
this
heading,
explanatory
statements
will
be
found
that
need
special
emphasis
to
obtain
the
most
efficient
operation
of
the
equipment.
SECTION
2
-
INSTALLATION
2-1.
LOCATION/ASSEMBLY
(Figure
2-1)
All
of
the
control/feeders
are
equipped
with
a
post
for
mounting
purposes.
Ensure
that
the
item
to
which
the
unit
is
being
installed
is
of
sufficient
construction
to
permit
the
boom
to
be
pulled
completely
down
without
having
the
con
trol/feeder
tip.
Also,
ensure
that
enough
space
is
available
to
permit
the
boom
to
swing
in
a
complete
circle.
NOTE
If
an
optional
mounting
pedestal
was
purchased
with
the
control/feeder,
mounting
holes
are
provided
in
the
pedestal
for
attaching
the
control/feeder.
CAUTION
When
an
optional
boom
support
base~ed,
the
base
must
be
securely
mounted
to
the
floor.
As
a
mini
mum,
1/2
dia.,
S.A.E.
grade
5
bolts,
with
adequate
corrosion
protection
should
be
used
to
secure
the
base.
If
the
unit
is
to
be
mounted
in
an
extremely
damp
environment,
mounting
bolts
made
of
a
non-
corrosive
material
with
a
strength
equivalent
to
S.A.E.
grade
5
steel
should be
used.
1.
Uncrate
and
remove
all
packing
material
from
the
con
trol/feeder.
2.
Mount
pipe
post
(10)
to
the
desired
fixture.
3.
Place
bearing
(9)
on
top
of
post
(10)
and
insert
swivel
(8)
into
post
(10).
4.
Remove
pin
(1),
nut
(7),
washers
(6
&
12).
and
bolt
(13)
from
the
boom.
Do
not
remove
safety
collar
(5)
until
instructed
to
do
so.
5.
Place
the
boom
base
plate
(14)
in
between
the
two
swivel
plates.
6.
Slide
washer
(12)
onto
bolt
(13)
and
insert
bolt
(13)
through
hole
(11).
Slide
washer
(6)
onto
bolt
(13)
and
install
nut
(7)
onto
bolt
(13).
Tighten
nut
(7)
then
back
off
1/2
turn.
7.
Insert
pin
(1)
through
yoke
(4),
hole
(2),
and
install
cotter
pin
(3)
through
pin
(1).
8.
Connect
the
welding
guns
to
the
drive
assembly
as
instructed
in
Section
2
of
this
manual.
9.
Grasp
bar
(14)
and
pull
boom
down
slightly.
The
boom
should
be
pulled
down
only
far
enough
to
re
move
the
pressure
which
is
applied
to
the
safety
collar
(5).
10.
Remove
the
safety
collar
(5).
Model
122&3 162&3
Motor
1/4
Horsepower,
D.C.
10,000
RPM
Control
Solid State
With
Relays
Solid
State
With
Relays
Speed
Range
No.2
gear
70
to
500
I.P.M.
No.
3
gear
100
to
750
1P.M.
Boom
Turning
Radius
lift.
16
ft.
Swing
360
On
Post
Mounting
Vertical
Lift
Horizontal
To
+
70
Above
Maximum
Height
(With
4
Ft.
Post)
To
Top
Of
Boom
At
Tip
(+70
Position)
15
ft
20
ft
.
Counterbalance
(Patented)
Compression
spring
designed
to
hold
boom
at
any
angle
adjustable
pressure
(a
broken
spring
would
drop
weld
head
only
6
inches)
Adjustable
Burnback
Timer
3/8
to
3/4
sec.
(one
side
only)
I
3/8
to
3/4
sec.
(one
side
only)
I
OM-i513
Page
1

11.
The
boom
should
now
balance
in
any
position
from
horizontal
to
70
degrees
above
horizontal,
If
the
boom
I
does
not
balance
properly,
proceed
to
Section
2-16.
2-2.
INSTALLATION
OF
ELECTRODE
WIRE
GUN
CONNECTORS
(Figure
2-2)
Proceed
as
follows
to
install
the
Electrode
Wire
Gun
Connectors
into
the
drive
assembly
on
the
control/feeder:
1.
Loosen
the
gun
connector
securing
screw.
See
Figure
2-2
for
the
location
of
the
securing
screw.
2.
Insert
the
Electrode
Wire
Gun
Connector
fully
into
the
outlet
hole
with
the
flat
side
of
the
connector
facing
the
gun
connector
securing
screw.
3.
Rotate
the
Electrode
Wire
Gun
Connector
90
degrees
in
a
clockwise
direction.
4.
Tighten
the
gun
connector
securing
screw,
2-3.
ELECTRODE
WIRE
INLET
&
OUTLET
GUIDE
INSTALLATION
(Figure
2-2)
1.
Loosen
the
outlet
guide
securing
screw
(11).
2.
Install
the
Electrode
Wire
Gun
Connector
into
the
drive
assembly
as
instructed
in
Section
2-2.
3.
Insert
the
outlet
guide
(12)
flat
end
first
into
the
back
side
of
the
outlet
guide
hole
in
the
drive
assembly.
4.
Push
the
outlet
guide
(12)
into
the
outlet
guide
hole
until
the
outlet
guide
seats
against
the
Electrode
Wire
Gun
Con
nector
or
if
the
outlet
guide
is
equipped
with
a
flange,
until
the
flange
seats
against
the
drive
assembly.
5.
Tighten
the
outlet
guide
securing
screw
(11).
6.
Loosen
the
inlet
guide
securing
screw
(2).
Figure
2-I.
Control/Feeder
Assembly
3
4
6
7.~
TC-003
300
2
14
.9
TB-039
385-A
Pressure
Figure
2-2.
Pressure
and
Feed
Roll
and
Wire
Guide
Installatior(
Page
2

7.
Insert
the
inlet
guide
(1)
point
first
into
the
inlet
guide
hole
until
the
flange
on
the
inlet
guide
(1)
seats
against
the
drive
assembly.
8.
Tighten
the
inlet
guide
securing
screw
(2).
2-4.
PRESSURE
&
FEED
ROLL
INSTALLATION
(Fig
ure2-2)
1.
Loosen
the
pressure
adjustment
collar
and
pivot
the
pres.
sure
adjustment
assembly
off
the
pressure
roll
mounting
lever.
2.
Remove
nut
(6),
lock
washer
(5),
and
flat
washer
(4)
from
the
feed
roll
shaft.
to
in
stalling
the
roll,
en
su
re
that
the
supplied
key
is
in
the
groove
in
the
feed
roll
shaft.
3.
Slide
the
keyed
feed
roll
(3)
onto
the
feed
roll
shaft.
4.
Insert
lock
washer
(5)
and
flat
washer
(4)
onto
the
feed
roll
shaft,
and
install
nut
(6).
5.
Remove
bolt
(7),
lock
washer
(8).
and
flat
washer
(9)
from
the
pressure
roll
mounting
lever.
6.
Slide
pressure
roll
(10)
onto
the
shaft
on
the
pressure
roll
mounting
lever.
7.
Slide
lock
washer
(8)
and
ftat
washer
(9)
onto
bolt
(7),
and
install
bolt
(7)
into
the
shaft
on
the
pressure
roll
mounting
lever.
8.
Lower
the
pressure
roll
mounting
lever
until
the
teeth
in
the
upper
and
lower
drive
rolls
mesh
together.
9.
Pivot
the
pressure
adjustment
assembly
until
it is
on
top
of
the
pressure
roll
mounting
lever,
and
then
tighten
the
collar
to
the
desired
amount
of
pressure.
~essu
re
ad
ju
stment
Cr
will
h
ave
to
be
ad
ju
sted
for
proper
tension
prior
to
operation
of
the
control!
feeder.
The
amount
of
pressure
will
vary
from
one
given
set
of
welding
conditions
to
another
and
should
be
just
tight
enough
to
prevent
pressure
and
feed
roll
slippage
on
the
wire.
m
The
pressure
and
drive
rolls
shown
in
Figure
2-3
are
the
only
type
of
rolls
that
require
this
kind
of
adjust.
ment.
The
pressure
roll
mounting
lever,
which
holds
the
pressure
roll,
can
be
moved
on
a
horizontal
plane
to
facilitate
align
ment
of
the
groove
in
the
pressure
roll
with
respect
to
the
groove
in
the
feed
roll.
The
pressure
roll
should
be
checked
for
proper
alignment
whenever
erratic
wire
feed
is
noted,
or
whenever
the
pressure
and
feed
rolls
are
changed.
To
check
for
proper
alignment
of
the
pressure
roll,
remove
the
outlet
guide
and
look
into
the
outlet
guide
hole
in
the
drive
assembly.
Upon
viewing
the
groove
between
the
pres
sure
and
feed
rolls,
it
should
be
noted
that
the
outer
edges
of
the
grooves
on
the
pressure
and
feed
rolls
should
be
precisely
aligned.
Figure
2-3
shows
examples
of
proper
and
improper
alignment.
If
the
pressure
and
feed
rolls
are
not
in
alignment,
proceed
as
follows
to
adjust
the
pressure
roll:
1.
Loosen
the
pressure
adjustment
collar
and
pivot
it
off
the
pressure
roIl
mounting
lever.
2.
Using
a
9/16
wrench,
loosen
the
outer
securing
bolt.
3.
Using
a
5/8
wrench,
rotate
the
adjustment
nut
as
re
quired.
Rotating
the
adjustment
nut
clockwise
will
move
the
pressure
roll
outward
and
counterclockwise
rotation
will
move
the
pressure
roll
inward.
4.
When
proper
alignment
is
achieved,
tighten
the
outer
securing
bolt
to
lock
the
pressure
roll
in
position.
5.
Pivot
the
pressure
adjustment
assembly
until
it
is
on
top
of
the
pressure
roll
mounting
lever
and
tighten
the
collar
to
the
desired
amount
of
pressure.
UI~
Figure
2-3.
Pressure
Roll
Alignment
Nut
Bolt
TC-003
301-A
2-6.
INSTALLATION
OF
HUB
AND
SPINDLE
(Figure
2~4)
1.
Insert
spindle
support
shaft
(4)
into
the
desired
hole
in
spindle
support
(3).
2.
Slide
washer
(2)
onto
spindle
support
shaft
(4)
and
secure
with
Cotter
pin
(1).
3.
Slide
the
following
items
onto
the
spindle
support
shaft
(4)
in
the
order
given:
a.
Flat
Washer
(5)
b.
Flat
Washer
(6)
c.
Hub
(7)
d.
Flat
Washer
(8)
e.
Fiber
Washer
(9)
f.
Keyed
Washer
(10)
g.
Spring
(11)
h.
Flat
Washer
(12)
4.
Rotate
hex
nut
(13)
ontO
support
shaft
(4).
Hex
nut
(13)
should
be
rotated
only
until
a
slight
drag
is
felt
while
turning
hub
(7).
5.
Depress
both
spring-loaded
stops
(14)
on
the
retaining
ring
(15)
simultaneously,
and
slide
the
retaining
ring
(15)
into
the
proper
position
on
the
hub
(4).
2-
5.
PRESSURE
ROLL
ALIGNMENT
(Figure
2-3)
I
Outlet
~
_
Counter-
Proper
Clockwise
clockwise
Alignment
Rotation
of
Rotation
of
Adjustment
Adjustment
Nut
Required
Nut
Required
OM-1513
Page
3

2
Figure
2-4.
Hub,
Spindle,
And
Reel
Assembly
TC-007
886
2-
7.
INSTALLATION
OF
WIRE
REEL
(Figure
2-4)
1.
Depress
the
two
spring-loaded
stops
(14)
on
the
retaining
ring
(15),
and
slide
the
retaining
ring
(15)
off
the
hub
(7).
2.
Slide
the
wire
reel
(18)
onto
the
hub
(7).
Rotate
the
wire
reel
(18)
until
the
hub
guide
pin
(19)
is
seated
in
the
reel
(18).
3.
Place
the
retaining
ring
(15)
into
proper
position
on
the
hub
(7).
2-8.
INSTALLATION
OF
REEL-TYPE
WIRE
(Figure
2-4)
1.
Loosen
the
four
wing
nuts
(16)
on
the
fingers
(17)
of
the
wire
reel
(18).
2.
Pull
the
four
fingers
(17)
out
until
they
can
be
rotated
toward
the
center
of
the
reel
(18).
3.
Install
the
wire
onto
the
reel
(18)
over
the
four
fingers
(17).
Ensure
that
the
wire
feeds
off
the
top
of
the
reel.
4.
Rotate
the
fingers
(17)
to
their
proper
position.
Tighten
the
four
wing
nuts
(16).
2-
9.
INSTALLATION
OF
SPOOL-TYPE
WIRE
(Figure
2-4)
1.
Remove
the
retaining
ring
(15)
from
the
hub
(7).
2.
Slide
the
spool
of
wire
onto
the
hub
(7).
Ensure
that
the
wire
feeds
off
the
top
of
the
spool.
3.
Rotate
the
spool
until
the
hub
guide
pin
(19)
is
properly
seated.
4.
Place
the
retaining
ring
(15)
into
proper
position
on
the
hub
(7).
2-10.
ADJUSTMENT
OF
HUB
TENSION
(Figure
2-4)
Check
the
hub
tension
by
slowly
pulling
the
wire
toward
the
feed
roll.
The
wire
should
unwind
freely,
but
the
hub
tension
should
be
sufficient
to
keep
the
wire
taut
and
prevent
back
lash
when
the
control/feeder
is
shut
off.
If
adjustment
is
required,
loosen
or
tighten
the
hex
nut
on
the
end
of
the
spindle
accordingly.
2-11.
SHIELDING
GAS
CONNECTIONS
A
hose
is
supplied
for
making
connections
from
the
shielding
gas
source
to
the
control/feeder.
The
shielding
gas
which
is
fed
into
the
supplied
hose
will
be
supplied
to
both
the
left
and
right
shielding
gas
valves.
If
it
is
desired
to
feed
a
different
type
of
shielding
gas
to
each
shielding
gas
valve,
it
is
necessary
to
remove
the
jumper
hose
which
is
connected
between
the
input
of
the
two
valves.
It
is
also
necessary
to
remove
the
tee
fitting
from
the
right
shielding
gas
valve
input
fitting
and
to
install
the
supplied
shielding
gas
hose
directly
into
the
right
shielding
gas
valve
input
fitting.
A
hose
will
have
to
be
supplied
for
connection
to
the
left
shielding
gas
valve
input.
The
shielding
gas
hoses
which
come
from
the
guns
are
to
be
connected
to
the
LEFT
GAS
and
RIGHT
GAS
hoses
which
protrude
from
the
motor
end
of
the
boom.
2-12.
WELD
CABLE
CONNECTION
A
weld
cable
extends
out
of the
back
end
of
the
boom
for
making
secondary
connections
to
the
welding
power
source.
This
end
of
the
weld
cable
is
equipped
with
a
1/2
inch
lug.
The
opposite
end
of
this
weld
cable
is
connected
to
a
bolt
on
the
drive
assembly.
The
bolt
on
the
drive
assembly
serves
as
a
junction
point
for
joining
together
the
weld
cable
from
the
welding
power
source
and
the
weld
cable
from
the
guns.
~weId
ing
power
s:re
to
be
used
,a
jumper
cable
will
have
to
be
connected
from
the
welding
power
source
secondary
terminal
which
has
the
weld
cable
from
the
control/feeder
connected
to
it
to
the
secondary
terminal
of
the
same
polarity
on
the
second
welding
power
source.
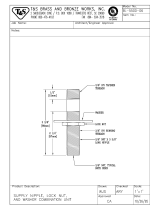
2-13.
CONTACTOR
CONTROL
CONNECTIONS
Two
contactor
control
cables
are
provided
from
the
control
unit
for
making
connections
to
the
contactor
control
cir
cuitry
in
the
welding
power
sources.
Through
minor
modifi
cation
the
contactor
control
circuitry
in
this
control/feeder
can
be
adapted
to
operate
just
one
welding
power
source
from
both
guns.
The
control/feeder
is
shipped
connected
to
operate
two
welding
power
sources,
that
is,
the
left
gun
governing
contactor
control
to
one
welding
power
source
and
the
right
gun
governing
contactor
control
to
the
other.
If
two
welding
power
sources
are
to
be
used,
connect
the
two
leads
from
the
RIGHT
contactor
control
cable
to
the
contactor
control
circuitry
in
one
of
the
welding
power
sources
and
connect
the
two
leads
from
the
LEFT
contactor
control
19
15
17
6,
V
Page
4

cable
to
the
contactor
control
circuitry
in
the
second
welding
power
source.
Connect
the
left
gun
to
the
gun
switch
receptacle
labeled
LEFT
and
the
right
gun
to
the
RIGHT
receptacle.
ntr&ciI~
h
at
is
to
be
u
sed
in
conjunction
with
this
control/feeder
must
be
of
the
type
that
operates
on
115
volts
60
Hertz
power.
This
is
necessary
because
the
control/feeder
will
supply
115
volts
ac
through
the
contactor
control
cable
whenever
the
gun
switch
is
closed.
If
only
one
welding
power
source
is
to
be
used
to
supply
weld
current
to
both
guns,
it
will
be
necessary
to
perform
the
following
wiring
change
in
the
control
unit
contactor
control
circuitry.
To
make
the
necessary
wiring
change,
see
Figure
2-5
and
proceed
as
follows:
1.
Loosen
the
control
unit
cover
securing
screw
and
pivot
the
cover
and
front
panel
to
the
open
position.
2.
Disconnect
the
RIGHT
contactor
control
cable
black
lead
from
terminal
No.
3
on
terminal
strip
iT.
3.
Connect
the
black
lead
to
terminal
No.
5
on
terminal
strip
1
T.
4.
Pivot
the
cover
and
front
panel
to
the
close
position
and
secure
in
place
with
the
control
un?t
cover
securing
screw.
2-15.
115
VOLTS
AC
INPUT
CONNECTION
The
115
volts
ac
input
cable
must
be
connected
to
an
outlet
which
is
capable
of
supplying
115
volts
60
Hertz
electrical
power.
The
control/feeder
will
be
electrically
hot
internally
and
ready
to
operate
as
soon
as
the
115
volts
ac
plug
is
connected
to
the
115
volts
ac
source.
2-16.
BOOM
ADJUSTMENTS
(Figure
2-6)
A.
Weight
Lift
Adjustment
that
during
all
adjustment
procedures
full
threads
on
the
adjustment
rod
are
maintained
through
the
yoke.
If
full
threads
are
not
maintained,
the
boom
may
suddenly
drop
down
and
cause
injury
to
per
sonnel
or
damage
to
equipment.
5.
Separately
insulate
the
two
LEFT
contactor
control
cable
leads.
The
LEFT
contactor
control
cable
may
now
be
placed
out
of
the
way
as
it
will
not
be
required.
6.
Connect
the
RIGHT
contactor
control
cable
to
the
con
tactor
control
circuitry
in
the
welding
power
source.
2-14.
GUN
SWITCH
RECEPTACLES
Two
four-prong
receptacles
protrude
out
of
the
motor
end
of
the
boom
for
connecting
the
gun
plugs
to
the
control/feeder.
Figure
2-5.
Contactor
Control
Wiring
Change
The
amount
of
weight
which
the
boom
can
retract
into
the
upright
position
when
released
can
be
varied
by
adjusting
the
jam
nut
and
adjustment
rod
located
at the
base
of
the
boom.
If
a
heavier
gun
is
installed
on
the
end
of
the
boom
thereby
making
it
necessary
to
increase
the
amount
of
weight
that
the
boom
can
lift,
loosen
the
jam
nut
and
rotate
the
adjustment
rod
so
that
the
adjustment
rod
threads
into
the
yoke.
When
the
proper
adjustment
is
attained,
tighten
the
jam
nut
against
the
base
of the
yoke.
If
a
lighter
gun
is
installed
on
the
control/feeder,
rotate
the
adjustment
rod
so
that
the
adjust
ment
rod
threads
out
of
the
yoke.
B.
Locking
Knob
By
rotating
the
Locking
Knob
in
a
clockwise
direction,
the
boom
may
be
held
in
any
desired
position.
Rotating
the
Locking
Knob
in
a
counterclockwise
direction
will
permit
the
boom
to
free
travel.
Yoke
Jam
Nut
TB-0o3
2~8
Disconnect
right
contactor
control
lead
from
terminal
3
and
connect
black
lead
to
terminal
5
when
using
one
weld
ing
power
source.
Adjustment
Rod
Locking
Connect
right
contactor
control
leads
to
the
welding
power
source
contactor
control
circuitry.
Separate
and
Insulate
the
left
contactor
TC-o03
2g9-A
control
leads
when
using
one
welding
power
source.
Figure
2-6.
Boom
Adjustments
OM-1513
PageS

SECTION
3-FUNCTION
OF
CONTROLS
3-4.
ADVANCE
SWITCHES
(Figure
3-1)
Figure
3-1.
Control
Location
3-
1.
WIRE
SPEED
CONTROLS
(Figure
3-1)
The
WIRE
SPEED
controls
provide
a
means
of
determining
the
rate
at
which
welding
wire
feeds
into
the
weld.
Rotating
the
controls
in
a
clockwise
direction
increases
the
rate
of
wire
feed.
When
the
WIRE
SPEED
controls
are
Set
at
0,
wire
will
feed
at
the
minimum
ipm;
when
set
at
10,
the
wire
will
feed
at
the
maximum
ipm.
3-2.
CIRCUIT
BREAKER
(Figure
3-1)
A
circuit
breaker,
located
on
the
front
panel
of
the
control/
feeder,
provides protection
to
the
control/feeder
circuitry.
In
the
event
that
the
motor
should
be
overloaded,
the
breaker
would
trip
and
suspend
all
output.
Should
this
breaker
trip,
it
would
have
to
be
manually
depressed
to
reset.
3-
3.
PURGE
SWITCHES
(Figure
3-1)
The
PURGE
switches,
located
on
the
front
panel
of
the
con
trol/feeder.
are
both
momentary
contact
switches.
These
switches
will
energize
the
corresponding
shielding
gas
solenoid
and
purge
the
shielding
gas
line
of
the
associated
gun.
They
also
allow
the
shielding
gas
regulator
to
be
ad
justed
without
energizing
the
welding
circuit.
The
ADVANCE
switches,
located
an
the
front
panel
of
the
control/feeder,
are
spring
actuated
toggle
switches.
When
actuated,
they
complete
the
circuit
to
the
motor
without
having
to
depress
the
gun
switch.
These
switches
permit
inch
ing
or
threading
of
the
wire
at
the
rate
selected
on
the
corres
ponding
WIRE
SPEED
control
without
energizing
the
weld
ing
power
source
contactor
or
the
corresponding
gas
valve.
3-5.
BURNBACK
CONTROL
m
All
directions,
such
as
left
or
right,
are
with
respect
to
the
operator
facing
the
control
unit
front
panel.
~rnback
cont
rol
is
~:ated
directly
beh
md
the
control
unit
front
panel.
It
is
necessary
to
raise
the
control
unit
cover
to
gain
access
to
the
Burnback
con
trol.
This
control
is
labeled
TIME.
A.
Right
Burnback
Control
(Standard)
The
burnback
circuitry
in
this
control/feeder
provides
a
means
of
keeping
the
right
welding
wire
from
sticking
to
the
workpiece
or
the
contact
tube
in
the
right
gun
after
the
gun
switch
is
released.
The
burnback
capability
in
this
control/
feeder
will,
depending
upon
the
setting
fo
the
Burnback
con
trol,
keep
weld
Current
present
on
the
right
welding
wire
from
3/8
to
3/4
of
a
second
after
the
wire
has
stopped
feed
ing.
This
delay
action
will
permit
the
right
welding
wire
to
burn back
to
a
point
where
it
will
neither
stick
to
the
work-
piece
nor
the
contact
tube.
If
the
right
welding
wire
sticks
to
the
contact
tube
in
the
gun
after
the
gun
switch
is
released,
rotate
the
Burnback
control
to
a
more
counterclockwise
posi
tion.
If
the
right
welding
wire
sticks
to
the
workpiece
after
the
gun
switch
is
released,
rotate
the
Burnback
control
to
a
more
clockwise
position.
B.
Left
Burnback
Control
(Optional)
The
left
Burnback
control
functions
exactly
like
the
right
Burnback
control
except
that
its
usage
governs
the
Burnback
adjustment
for
the
left
gun.
For
information
and
instructions
see
Section
3-5,A.
SECTION
4
-
SEQUENCE
OF
OPERATION
4-1.
WELDING
WIRE
THREADING
1.
Install
the
desired
type
of
wire
as
instructed
in
Sec
tions
2-6
to
2-10.
2.
Cut
off
any
portion
of
the
free
end
of
the
welding
wire
which
is
not
straight.
3.
Route
the
welding
wire
through
the
wire
guide
tubes
on
the
side
of
the
boom
up
to
the
drive
assembly.
4.
Lift
up
the
pressure
roll
cover.
5.
Install
the
Electrode
Wire
Gun
Connector
as
instructed
in
Section
2-2.
6.
Feed
the
wire
through
the
inlet
guide
and
on
into
the
outlet
guide.
Feed
approximately
4
inches
of
wire
into
the
outlet
guide.
7.
Secure
the
pressure
mounting
lever.
8.
Tighten
the
pressure
adjustment
collar
for
the
approxi
mate
amount
of
pressure
desired
on
the
pressure
and
feed
rolls.
Precise
adjustment
of
the
pressure
adjust
ment
assembly
will
have
to
be
made
when
welding
commences.
9.
Connect
the
115
volts
ac
plug
from
the
control/feeder
into
a
115
volts
60
Hertz
source.
10.
Connect
the
Switch
Control
plug
from
the
gun
into
the
Gun
Switch
receptacle
on
the
boom.
11.
Lay
the
gun
cable
Out
straight.
12.
Depress
the
appropriate
ADVANCE
switch
until
the
electrode
wire
extends
approximately
one
inch
out
of
the
corresponding
gun
tip.
4-2.
GAS
METAL-ARC
(GMAW)
WELDING
1.
Make
all
necessary
connections
as
instructed
in
Section
2
of
this
manual.
2.
Rotate
the
WIRE
SPEED
controls
to
the
desired
setting.
3.
Rotate
the
Burnback
control(s)
to
the
desired
setting.
CAUTION
to
welding,
it is
imperative
that
proper
protective
clothing
(welding
coat
and
gloves)
and
eye
protection
(glasses
and/or
welding
helmet)
be
put
on.
Failure
to
comply
may
result
in
serious
or
permanent
bodily
damage.
4.
Energize
the
control/feeder.
.
.~
I_aft
Wire
Speed
Control
Left
Advance
Switch,
RIght
Purge
Switch
Right
Advance
Switch
Right
Shielding
Gas
Valve
Circuit
Breaker
TA-003
275-A
Page
6

5.
Turn
on
the
shielding
gas
supply
and
press
the
PURGE
switch
for
10
seconds.
6.
Depress
the
trigger
on
the
desired
gun.
Gas
will
start
to
flow
and
wire
will
start
to
feed
if
drive
roll
pressure
is
properly
adjusted
to
prevent
slippage,
If
wire
slippage
is
noticed,
tighten
the
pressure
adjustment
collar
1/2
turn
clockwise.
Repeat
until
slippage
stops.
Do
not
tighten
pressure
adjustment
collar
too
much.
CAUTION
The
welding
wire
and
all
metal
parts
in
contact
with
it
are
energized
while
welding.
Do
not
touch
the
welding
wire
or
any
metal
part
making
contact
with
it.
4-3.
SHUTTING
DOWN
L~
If
welding
is
performed
in
a
confined
area,
failure
to
turn
off
the
shielding
gas
supply
could
result
in
a
buildup
of
shielding
gas
fumes,
thereby
endangering
personnel
reentering
the
welding
area.
1E.–UIIL.]~II
SECTION
5
-
TROUBLESHOOTING
Hazardous
voltages
are
present
on
the
internal
cir
cultry
of
this
unit
as
long
as
power
is
connected.
Disconnect
power
before
attempting
any
inspection
or
work
on
the
inside
of
the
unit.
Troubleshooting
of
internal
circuitry
should
be
performed
by
qualified
personnel
only.
I
I
The
following
chart
is
designed
to
diagnose
and
provide
remedies
for
some
of
the
troubles
that
may
develop
in
this
unit.
It
is
assumed
that
proper
installation
has
been
made,
according
to
Section
3 of
this
manual,
and
that
the
Unit
h~s
been
functioning
properly
until
this
trouble
developed.
Use
this
chart
in
con~unction
with
the
circuit
diagram
while
performing
troubleshooting
procedures.
If
the
trouble
is
not
remedied
after
performing
these
procedures,
the
nearest
Factory
Authorized
Service
Station
shouldbe
contacted.
In
all
cases
of
equipment
malfunction,
the
manufacturers
recommendations
should
be
strictly
followed.
TROUBLE
PROBABLE
CAUSE
REMEDY
Depressing
gun
switch
will
not
energize
control/feeder,
Electrode
wire
is
not
energized
and
shielding
gas
does
not
flow,
Circuit
breaker
(CB1)
tripped.
Manually
reset
circuit
breaker
(CB1)
by
depressing.
Plug
(PLG2)
from
gun
switch
is
not
secure
in
Gun
Switch
receptacle
(RC2)
on
control/feeder.
Insert
plug
(PLG2)
fully
into
Gun
Switch
receptacle
(RC2)
and
tighten.
115
volts
ac
input
plug
(PLG1)
is
not
secure
in
receptacle,
Insert
plug
jPLG1)
fully
into
115
volts
ac
receptacle.
Wire
feeds,
shielding
gas
flows,
but
electrode
wire
is
not
energized.
Contactor
Control
cable
leads
not
secure
on
contactor
plug
terminals.
Secure
leads
to
plug
terminals.
Defect
in
welding
power
source.
See
TROUBLESHOOTING
Section
in
welding
power
source
instruction
manual.
Wire
feeds
erratically.
Pressure
on
pressure
and
feed
rolls
is
insufficient,
Rotate
pressure
adjustment
collar
clockwise
in
1/4
turn
increments
until
wire
slippage
stops.
Pressure
and
feed
rolls
are
too
large
for
wire
size
being
used,
Change
to
proper
size
pressure
and
feed
rolls.
Worn
pressure
and
feed
rolls.
Replace
pressure
and
feed
rolls.
See
Section
24.
Dirt
in
pressure
and
feed
roll
grooves.
Clean
feed
rolls.
Motor
is
inoperative.
Worn
brushes.
Replace
motor
brushes.
Motor
plug
(PLG5)
not
secure
in
receptacle
(RC5).
Tighten
motor
plug
(PLG5).
if
it
becomes
necessary
to
replace
any
fuse
in
this
unit,
ensure
that
a
fuse
of the
proper
size
is
used.
1.
Turn
off
the
shielding
gas
at
the
source
or
sources.
2.
Remove
the
115
Volts
ac
plug
from
the
source.
3.
Turn
off
all
associated
equipment.
I I
I
I
OM-1513
Page
7

FR
7 Vi
4
Ii
21
22
2
23
14
II
0000000
Q
pRO
21
04
0?
R~
070
07
071
070
IT02
04
025
Circuit
Diagram
No.
8-052
610-A
Figure
5-1.
Circuit
Diagram
For
Models Without
Optional
Burnback
Control
25
77
II
4
II
20
22
2
33
74
II
21
RI
OFt
IT
0?3
02
025
V
Figure
5-2.
Circuit
Diagram
For
Models
With
Optional
Burnback
Control
Circuit
Diagram
No.
8.052
609-A
TO
TRIGGER
GUN
2
(LEFT)
*10
OPERATE
SWINGARC
FROM
A
SINGLE
POR~ER
SOURCE
MOVE
WIRE
NO.
0
FROM
11210717
CONNECT
CONIACTOR
CORD
S1)RIGRTI
TO
POWER
SOURCE
REMOVE
OR
TAPE
END
OF
CONTACTOR
CORD
R0)LEFTI
*10
OPERATE
SWINGARC
FROM
A
SINGLE
POWER
SOURCE
MOVE
WIRE
NO.
V
EROM
11210117
CONNECT
CONTACTOR
CORD
SIIRIGVTI
TO
ROWER
SOURCE
REMOVE
OR
TAPE
END
OF
CONTACTOR
CORD
R2ILEFTI
MOVE
WIRE
NO.2
FROM
712
TO
IT?
I
CONTROL
MODULE
Page
8

November
1977
FORM:
OM..1513C
Effective
With
Serial
No.
HG067956
MODEL
STOCK
NO.
Dual
Swingarc
4850-2
078
126
4850-3
078
124
5290-2
078
130
5290-3
078
128
MODEL/STOCK
NO.
SERIAL/STYLE
NO.
DATE
PURCHASED
PARTS
LIST
MILLER
ELECTRIC
MFGI
CO.
APPLETON,
WISCONSIN,
USA
54911
NWSA
CODE
NO.
4579
,~I10

Figure
A
Main
Assembly
I
tern
No.
Factory
Part
No
Figure
A
Main
Assembly
Description
Quantity
Model
Dual
Dual
12
Ft.
16
Ft.
1
074
981
CABLE,
motor
(consisting
of)
1
074
982.
CABLE,
motor
(consisting
of)
2
PLG4
073
295
.
PLUG,
4
pin-Amphenol
97.3106A-20-4P-639
3
073
296
.
CLAMP,
cable-Amphenol
97-3057-12-6
4
RC5
073
511
.
RECEPTACLE,
4
socket
-
Amphenol
97-31
01
A-20-4S
5
600
342
077
650
.
CORD,
portable
No.
16/4
conductor
(order
by
foot)
.
TUBING,
vinyl
No.
7
(3/4
inch
Ig)
6
079
203
HOSE,
gas
(consisting
of)
6
079
204
HOSE,
gas
(consisting
of)
7
010
604
-
ADAPTER,
gas
-
brass
1/4-18
NPT
5/8-18
female
8
079
196
.
COUPLING,
brass
-
female
3/16
ID
hose
1/4
NPT
9
073 839
.
FERRULE,
brass
10
604
550
.
HOSE,
whippet
3/16
x
1
(order
by
foot)
11
010
606
.
NUT,
brass
-
swivel
518-18
right
hand
12
056
851
.
NIPPLE,
brass
-
hose
3/16
inch
13
003
160
HOSE,
gas
-
left
hand
(consisting
of)
13
003
159
HOSE,
gas
-
left
hand
(consisting
of)
7
010
604
.
ADAPTER,
gas
-
brass
1/4-18
NPT
5/8-18
female
1
1
18
ft.
8
1
2
19
ft.
1
1
2
1
14
ft.
8
1
1
1
2
15
ft.
1
1
1
S
-i
-
Fig
E
1
13.
1
4,
29
Fig
C
22
24
Fi~B
13
181716
30
S
TD-039
187-A
OM-1513
Page
1

Quantity
Model
Item
Factory
Dual
Dual
No.
Part
No.
Description
12
Ft.
16
Ft.
Figure
A
Main
Assembly
(Contd)
8
-
079
196
COUPLING
brass
female
3/16
ID
hose
1/4
NPT
1
1
9
073 839
.
FERRULE,
brass
2
2
10
604
550
.
HOSE,
whippet
3/16
x
1
(order
by
foot)
15
ft
19
ft.
11
010
606
.
NUT,
brass
-
swivel
5/8-18
right
hand
1
1
12
056
851
.
NIPPLE,
brass
-
hose
3/16
inch
1
1
074
465
.
LABEL,
gas
2
2
074
481
.
LABEL,
left
2 2
14
075
304
CONTROL
BOX
(See
Fig.
E
Page
10)
1
1
15
079
300
CABLE,
trigger
-
left
hand
(consisting
of)
1
15
079 299
CABLE,
trigger
-
left
hand
(consisting
of)
1
16
RC6
073
441
.
RECEPTACLE,
4
socket
-
Amphenol
MS-3101A-18.4S
1
1
17
073
331
-
CLAMP,
cable
-
Amphenol
97-3057-10-6
2
2
18
600
340
.
CORD,
portable
No.
16/2
conductor
(order
by
foot)
14
ft
20
ft.
19
PLG3
073
329
.
PLUG,
4
pin
-
Amphenol
97-3106A-18-4P
1
1
077
650
.
TUBING,
vinyl
No.
7
(3/4
inch
Ig)
4
4
074
481
.
LABEL,
left
2
2
079
198
.
LABEL,
trigger
2
2
20
074
975
CABLE,
trigger
(consisting
of)
1
20
074
977
CABLE,
trigger
(consisting
of)
1
21
600
340
.
CORD,
portable
No.
16/2
conductor
(order
by
foot)
14
ft
20
ft.
22
073
331
.
CLAMP,
cable
-
Amphenol
97-3057-10-6
2
2
23
PLG2
073 329
.
PLUG,
4
pin
-
Amphenol
97-3106A-18-4P
1
1
24
RC7
073
441
.
RECEPTACLE,
4
socket
-
Amphenol
MS-3101A-18-4S
1 1
077
650
.
TUBING,
vinyl
No.
7
(3/4
inch
lg)
4 4
25
078 992
CORD,
power
No.
2
gear
or
25
074
983
CORD,
power
No.
3
gear
(consisting
of)
1
25
078
993
CORD,
power
No.
2
gear
or
25
074
986
CORD,
power
No.
3
gear
(consisting
of)
1
26
077
455
.
TERMINAL,
ring
tongue
1/2
stud
3/0
wire
(No.
2
gear)
or
26
600
734
.
TERMINAL,
ring
tongue
1/2
stud
2/0
wire
(No.
3
gear)
1 1
27
600
323
.
CABLE,
weld
-
copper
stranded
3/0
(No.
2
gear)
or
27
600
322
.
CABLE,
weld
-
copper
stranded
2/0
(No.
3
gear)
(order
by
foot)
27
ft
30
ft.
28
600
742
.
TERMINAL,
ring
tongue
3/8
stud
3/0
wire
(No.
2
gear)
or
28
600
732
.
TERMINAL,
ring
tongue
3/8
stud
2/0
wire
(No.
3
gear)
1
1
29
Figure
C
BOOM
(See
Page
5)
1
1
30
t079
214
BASE,
support-
boom
(18
inch
base)
1
30
t079
216
BASE,
support
-
boom
(24
inch
base)
1
31
602
207
WASHER,
lock
-
steel
split
1/4
4 4
~32
601
865
NUT,
steel
-
hex
full
1/4-20
4 4
079
023
SCREW,
machine
-
steel
round
hd
1/4-20
x
5/8
(attaching
control
box)
4
4
33
604
107
SCREW,
cap
-
steel
hex
hd
3/8-16
x
3
3
3
34
602
224
WASHER,
lock
-
steel
split
3/8
3
3
35
010 910
WASHER,
flat
-
steel
SAE
3/8
3
3
36
075
150
WASHER,
nylon
-
shoulder
.622
x
1
x
3/8
3
3
37
074772
INSULATOR
1
1
38
075
009
BLOCK,
spacer
1
1
39
078
145
MOTOR
&
DRIVE
ASSEMBLY,
No.
2
gear
or
39
078
146
MOTOR
&
DRIVE
ASSEMBLY,
No.
3gear
(See
Fig.
B
Page
3)
1
1
073
329
PLUG,
4
pin
97-3106A-18-4P
2
2
073
331
CLAMP,
cable
2
2
tOptional
Equipment
BE
SURE
TO
PROVIDE
STOCK,
MODEL,
AND
SERIAL
NUMBERS
WHEN
ORDERING
REPLACEMENT
PARTS.
OM-1513
Page
2

Item
No.
Quantity
Model
No.2
No.3
Gear
Gear
U,
W
N
N
2.
~
2
.2
2
2
2
2
3
3
4
4
2
2
2 2
2 2
3
3
2 2
10
10
1
1~
Factory
Part
No.
Description
Figure
B
Motor
&
Drive
Assembly
(See
Fig.
A
Page
2
Item
39)
52
53
54
55
56
57
58
59
60
61
62
63
601
881
602 216
602
247
605
209
602
221
074
811
601
948
602
211
604
538
074
902
010
910
073
703
NUT,
steelS
hex
jam
1/2-20
WASHER,
lockS
steel
split
1/2
WASHER,
flatS
steel
SAE
1/2
SCREW,
cap
steel
hex
hd
3/8-16
x
2-1/2
WASHER,
lock
-
steel
internal
tooth
3/8
BUSHING,
9/16-18
x
1-13/32
with
3/8
hole
.
SCREW,
cap-
steel
hex
hd
5/16-18
x
1
WASHER,
lock
-
steel
split
5/16
WASHER,
flat-
steel
SAE
5/16
LEVER,
mounting
-
drive
gear
WASHER,
flat
-
steel
SAE
3/8
GASKET,
motor
52
5354
55
5657
615562
63
Figure
B
Motor
&
Drive
Assembly
-
!r
TD-075
373-A
Page
3

*
Recommended
Spare
Parts
BE
SURE
TO
PROVIDE
STOCK,
MODEL,
AND
SERIAL
NUMBERS
WHEN
ORDERING
REPLACEMENT
PARTS.
OM-1513
Page
4
Figure
B
Quantity
Model
Item
Factory
No.
2
No.
3
No.
Part
No.
Description
Gear
Gear
Motor
&
Drive
Assembly
(See
Fig.
A
Page
2
Item
41)
(Contd)
Co
N
N
0
0
64
PLG5
075
167
MOTOR,
1/4hp
ll5voltsdc
(consisting
of)
1
1
65
073308
.BEARING,baII
1
1
66
074
780
.
SHAFT,
idler
gear
1
1
67
073
307
.
RING,
retaining
-
external
2 2
68
074
771
.
GEAR,
spur
-
steel
40
pitch
43
tooth
1
1
69
073597
.BEARING,ball
1
1
70
074
781
.
STUD,
steel
12-28
x
1-3/4
3 3
71
073580
.FIELDASSEMBLY
1
1
72
073
583
.
ARMATURE
..
1 1
73
073
598
.
SPRING,
brushholder
2 2
.
74
077 214
.
HOLDER,
brush
2
2
.
75
073
595
.
CAP,
brushholder
2
2
76
*073
591
.
BRUSH,
contact
2 2
77
073596
.BEARING,ball
1 1
78
073
593
.
WASHER,
spring
1
1
79
073
296
.
CLAMP,
cable
-
Amphenol
97-3057-12-6
1
1
80
073
295
.
PLUG,
Amphenol
4
pin
97-3106A-20-4P-639
1
1
81
079
375
HOUSING,
adapter
2
2
82
602
177
SCREW,
set
-
steel
socket
hd
1/4-20
x
1/4
4 4
83
601
967
SCREW,
cap
-
steel
hex
hd
3/8-16
x
1-1/2
4 4
84
602
224
WASHER,
lock
-
steel
split
3/8
5
5
85
078
880
SCREW,
cap
-
steel
socket
hd
5/16-18
x
1-1/2
1
1
86
073268
079 349
079 348
BEARING,baII
SHIM,
.010
x
7/8
OD
x
5/8
ID
(used
to
line
up
drive
roll
gear)
SHIM,
.020
x
7/8
OD
x
5/8
ID
(used
to
line
up
drive
roll
gear)
4
4
As
Reqd.
As
Reqd.
87
073
240
RING,
retaining-
external
4
4
88
073
309
SEAL,
oil
-
drive
shaft
2
2
89 074
968
SHAFT,
drive
roll
1 1
90
078
881
SCREW,
cap
-
brass
-
hex
hd
3/8-16
x
2-1/2
1 1
91
078
882
WASHER,
lock-
brass
split
3/8
1
1
92
078
751
WASHER,
flat-
brass
1/2
1
1
93
056
068
KEY,
steel
1/8
x
1/8
x
1/2
2 2
94
074
768
GEAR/SHAFT,
drive
1
1
95
075
233
HOUSING,
drive
1
1
96
074
786
ARM
ADJUSTMENT,
pressure
roll
(consisting
of)
1 1
97
010
324
.
PIN,
spring
3/16
x
1/2
1 1
98
076
682
.
BLOCK.
rressure
stud
1
1
99
079
429
.
FASTENER,
pin
2-3/16
Ig
1 1
100
602
243
WASHER,
flat
-
steel
std
3/8
2
2
.
101
073
303
SPRING,
compression
1 1
102
103
074
911
078879
COLLAR,
adjusting-tension
..
.
......
SCREW,
machine-steel
trusshd
phillips
10-24x
1/2
2
2
8
8
104
074
775
COVER,
bearing
1
1
105
073
306
RING,
retaining
-
internal
3
3
106
078
672
PIN,
spring
3/16
x
7/8
1
1
107
074
822
GEAR,
miter
12
pitch
double
thread
No.
2
1
107
074
823
GEAR,
miter
12
pitch
triple
thread
No.
3
1
108
078
858
NUT,
steel
-
hex
full
12-28
3
3
,i
109
110
078687
601
959
WASHER,
Iock-steelsplitNo.
12
SCREW,
cap
-
steel
hex
hd
5/16-18
x
1-1/2
3
3
1
1
-.
111
076
871
PIN,
spring
3/16
x
1-1/2
1
1
112
112
074
827
074
828
GEAR,
helical-
bronze
12
pitch
30
tooth
double
thread
No.
2
GEAR,
helical
-
bronze
12
pitch
30
tooth
triple
thread
No.3
1
1
113
073
304
GASKET,
cover
-
housing
1
1
114
074
777
COVER,
housing
-
drive
1
1
115
074
785
ARM
ADJUSTMENT,
pressure
stud
(consisting
of)
1
1
116
076
682
.
BLOCK,
pressure
stud
1
1
117
010
324
.
PIN,
spring
3/16
x
1/2
1
1
118
079430
.FASTENER,pinl-3/41g
1
1
119
073514
SPRING,
compression
1
1

Figure
C
Boom
TD-039
188-A
~r.
Figure
C
.
.
Quantity
Model
Item
Factory
Dual
Dual
No.
Part
No.
Description
12
Ft.
16
Ft.
Boom
(See
Fig.
A
Page
2
Item
29)
131
604
741
PIN,
cotter
-hair
0.042
x
15/16
132
010 910
WASHER,
flat
-
steel
SAE
3/8
133
075048
TUBING,nylatron
1/2lDx3/4ODx
11/16
134
073
673
PULLEY,
V
135
075051
INSULATOR,pulley
1-11/161g
136
601
865
NUT,
steel
-
hex
full
1/4-20
137
602
207
WASHER,
lock
-
steel
split
1/4
138
075440
BRACKET,hanger-gun
139
075437
HANGER,pipe
140
604
537
NUT,
steel
-
hex
full
5/16-18
141
602
211
WASHER,
lock
-
steel
split
5/16
142
075427
BOOM,dual
l2ft
143
601
871
NUT,
steel
-
hex
jam
3/8-16
2
2
2
2
2
4
4
4
4
10
10
2
2
2
2
2
4
4
4
4
6
2
2
-
Page
5
/