Page is loading ...

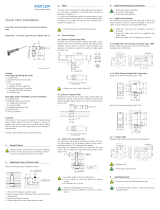
3. Hole
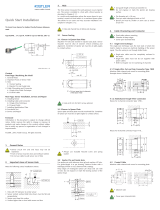
3.1 Unmachined Sensor
For use in flat cavity wall with sensor fitted at right angles
to cavity.
• Hole and thread must be free of debris and shavings
• Use checking tool Mat. No. 55155779 also to lapp
hole
Quick Start Installation
2 mm Cavity Pressure Sensor with conductive spacer sleeve
Type 6185AAN… (–2,2 pC/bar, 2 000 bar, 200 °C)
Type 6185ACN… (–2,2 pC/bar, 2 000 bar, 200 °C)
6185A_002-788e-11.16
Content
Front Page: Machining the Mold
1. General Notes
2. Important Areas of Sensor Hole
3. Hole
3.1 Unmachined Sensor
3.2
Cavity-Matched Sensor
4. Cable Channeling and Connector
Rear Page: Sensor Installation, Service and Repair
5. Installing Sensor
6. Installing Cable and Connector
7. Installing Identification Plate
8. Functional Test
9. Service and Repair
Foreword
Information in this document is subject to change without
notice. Kistler reserves the right to change or improve its
products and make changes in the content without obliga-
tion to notify any person or organization of such changes or
improvements.
To the extent permitted by law Kistler does not accept any
liability if this Quick Start Installation guide is not followed or
products other than those listed under Accessories are used.
© 2016, Kistler Group. All rights reserved.
1. General Notes
• Sensor diameter ø2 mm may not be machined
• Front of sensor must be clean and without notches
• Only use recommended installation accessories
1. Sensor contact surface must be flat and perpendicular
2. Hole with H7 tolerance to center sensor
3. Chamfer protects O-ring during installation
4. No centering mounting bore
5. Sharp edges reduce witness mark on part
2. Important Areas of Sensor Hole
Note the following critical installation criteria:
• Use cleaning spray Type 1003
4. Cable Channeling and Connector
• Fixed cable reduces mounting
• Do not run cables next to hot runner cartridge
• Chamfer all sharp edges
• Cover open channels/slots
4.1 Contact Element in Holding Plate
Adherence to the centering and position alignment (0,3
mm) to the spacer sleeve Type 1720A1 in the mold insert is
required.
4.2 Single-Wire Cable Technology
The single-wire technology uses the tool steel to ensure elec-
trical shielding of the sensor signal. Thus the wiring is routed
through drilled holes or channels.
• Single-wire cable must be completely enclosed in mold
• Single-wire cable must not be routed with power
cables
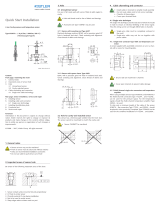
4.2.1 Single-Wire Cut and Grip Connector Type 1839
Machine cable channel and recess for mounting plate.
Example of a mounting bore:
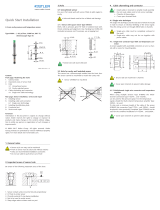
3.2 Cavity-Matched Sensor
For use in cavity with sloped, textured or free-form surface
install sensor with keyway pin Mat. No. 3.211.718.
3.2.1 Machining Sensor Front
Grind sensor front or install sensor in hole and then machine
complete cavity profile. Then remove sensor. Clean hole and
sensor.
3.1.1 Sensor with Conductive Spacer Sleeve Type
1720A1
Electrical discharge machine (EDM), mill or precision grind H7
hole in hardened tool steel. Check centering and alignment.
4.2.2 Multichannel Single-Wire Connectors
Recess for 4-channel connector Type 1722A4…
• Observe radii
• Cover open channels to prevent cable damage
Recess for 8-channel connector Type 1722A8…
Example of a channel 1722A8...
• Only uncoated variants Type 6185AA ... permitted
M3
x0,35
40
3,1
0,05
M8x0,75
0
4,2
5,2
+
4
Outline
Outline

Kistler Group
Eulachstrasse 22
8408 Winterthur, Switzerland
Tel. +41 52 224 11 11
Fax +41 52 224 14 14
info@kistler.com www.kistler.com
6185A_002-788e-11.16 ©2016, Kistler Group
5. Installing Sensor
• Ensure all sensor hole and threads are clean
• Use checking tool Art. No. 55155779
•
• A chamfered cable channel or cable hole prevents
damaged cables
8. Functional Test
On completion of mold assembly, test sensor insulation and
sensitivity.
• Ensure that connector is dry
• Use cleaning spray Type 1003
8.1 Insulation Test
Use insulation tester Type 5495 to check sensor insulation.
Resistance >1013 Ω.
8.2 Sensor Functional Check
Test the sensitivity of the installed sensor using Test Set Type
5495.
Approximate measured sensitivity value: –2,1 … –2,6 pC.
9. Service and Repair
Piezoelectric pressure sensors are maintenance-free. Insulation
and sensitivity of the installed sensor should, however, be
checked after each molding run.
• Ensure that connector is dry
• Cover sensor hole during cleaning
• Use cleaning spray Type 1003
9.1 Insulation Test
See chapter 8.1.
9.2 Sensor Functional Check
See chapter 8.2.
9.3 Removing Sensor
Push sensor out of cavity by using a flat pen or control tool
Mat. No. 3.050.241.
• Do not use a hammer on the sensor front
• Do not use a sharp center punch
9.4 Single-Wire Repair
Slightly damaged cables can be repaired using the Repair Kit
Type 1207. If single-wire cables have been severed, solder
ends, slide over Teflon tube and cover with shrink tubing.
• Do not overheat sensor and cable when using hot
air blower
9.5 Repairs at Kistler
Factory repairs at Kistler are arranged by the local sales office
Information: www.kistler.com
9.6 Disposal Instructions for Electrical and Electronic
Equipment
Do not discard old electronic instruments
in municipal trash. For disposal at end
of life, please return this product to an
authorized local electronic waste disposal
service or contact the nearest Kistler
Instrument sales office for return instruc-
tions.
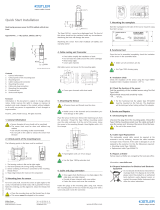
5.1 Installing Sensor with Conductive Spacer Sleeve
Type 1720A1
Screw connect sensor into conductive spacer sleeve.
5.1.1 Machining Conductive Spacer Sleeve
Cut conductive spacer sleeve with enough excess length
(with cutting wheel, as dry as possible). Then grind to
required dimension to guarantee a clearance of 0,01 ... 0,03
mm. Please ensure that the sensor is not damaged when
clamping it for cutting or grinding. Grind spacer sleeve at a
right angle and flush, afterwards debur it.
For multi-cavity applications each spacer sleeve should be
numbered and allocated to a sensor.
5.1.2 Mounting Sensor with Conductive Spacer Sleeve
Install sensor with spacer sleeve. Ensure a clearance of
0,01 … 0,03 mm.
Sensor may not be preloaded when assembling the mold.
• Do not preload sensor
• For multi-cavity applications each spacer sleeve
should be numbered
6. Installing Cable and Connector
• Check again that edges of cable duct and hole are
chamfered
• Use a metal plate to cover open ducts/slots
• Attach cap and place on connector
6.1 Single-Wire Technology
• Single-wire cable must be completely enclosed in
the mold
• Single-wire cable may not be routed with power
cables
• Ensure that all contact surfaces and threads are clean
and dry
6.1.1 Cut & Grip Connection
Cut the single-wire cable to length and do not strip the
insulation. Loosen the knurled connector by hand without
removing the rear section.
6.1.2 Installing Single-Wire Connector
Install connector and mounting plate in recess. Attach cap
using one of the screws. Place cap on open connector.
Installation of Connector Type 1839 and Mounting Plate
7. Installing Identification Plate
Rivet plate to side of mold or fit with four M2.5 screws.
Installation of Multichannel Connector
Example: Type 1722A...
5.2 Installing Contact Element in Holding Plate
Pull the cable through the mounting bore and encase it with
a silicone and fluoropolymer hose on the side of the contact
element. Push crimp contact into the contact element and
fasten on holding plate with installation nipple.
• Do not strip cable
/