ESAB PSF 500M/ME User manual
- Category
- Welding System
- Type
- User manual
This manual is also suitable for
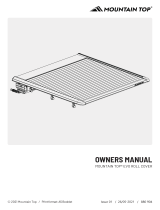
ESAB PSF 315M/ME, PSF 500M/ME, PSF 410 MW are self-cooled (PSF 410MW is water-cooled) welding guns enabling use in robot applications or mechanized welding. They feature a range of accessories including welding tips, swan necks and contact nozzles. These welding guns have been developed with operator safety in mind, with safety features such as protection from electric shock, fumes and gases, arc rays, fire hazards, and noise.
ESAB PSF 315M/ME, PSF 500M/ME, PSF 410 MW are self-cooled (PSF 410MW is water-cooled) welding guns enabling use in robot applications or mechanized welding. They feature a range of accessories including welding tips, swan necks and contact nozzles. These welding guns have been developed with operator safety in mind, with safety features such as protection from electric shock, fumes and gases, arc rays, fire hazards, and noise.














-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14














ESAB PSF 500M/ME User manual
- Category
- Welding System
- Type
- User manual
- This manual is also suitable for
ESAB PSF 315M/ME, PSF 500M/ME, PSF 410 MW are self-cooled (PSF 410MW is water-cooled) welding guns enabling use in robot applications or mechanized welding. They feature a range of accessories including welding tips, swan necks and contact nozzles. These welding guns have been developed with operator safety in mind, with safety features such as protection from electric shock, fumes and gases, arc rays, fire hazards, and noise.
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
-
ESAB PSF 315M/R User manual
-
-
-
ESAB 510W User manual
-
-
ESAB MTW 1000 User manual
-
-
ESAB MXH 300 PP / MXH 400w PP - MXH 400w PP User manual
-
-
ESAB ESABFeed 48-4 M13 User manual
Other documents
-
KYOCERA ECOSYS FS-4300DN Installation guide
-
Poly Planar MRD85i Installation guide
-
ABB SmarTac Applications Manual
-
 Mountain Top APMTEVOMFO90HB01 Owner's manual
Mountain Top APMTEVOMFO90HB01 Owner's manual
-
 Mountain Top APMTEVOEMI10HB01 Owner's manual
Mountain Top APMTEVOEMI10HB01 Owner's manual
-
Mountain Top EVOe Owner's manual
-
Mountain Top 122608072BE Owner's manual
-
 Mountain Top APMTEVOMFO10HB02 Owner's manual
Mountain Top APMTEVOMFO10HB02 Owner's manual
-
 Duerkopp Adler 367 User manual
Duerkopp Adler 367 User manual



