Miller KH321522 Owner's manual
- Category
- Welding System
- Type
- Owner's manual
This manual is also suitable for

March
1997
Form:
OM-154501E
Effective
With
Serial
No.
KH321522
MW250
OWNERS
MANUAL
~
IMPORTANT:
Read
and
understand
the
entire
contents
of
this
manual,
with
special
emphasis
on
the
safety
material
throughout
the
manual,
before
installing,
operating,
or
maintaining
this
equipment.
This
unit
and
these
instructions
are
for
use
only
by
persons
trained
and
experienced
in
the
safe
operation
of
welding
equipment.
Do
not
allow
untrained
persons
to
install,
operate,
or
maintain
this
unit.
Contact
your
distributor
if
you
do
not
fully
understand
these
instructions.
I
1~oLsfi
coven
5/92
ST-157
072-A
PRINTED
IN
USA


ARC
WELDING
SAFETY
PRECAUTIONS
a
WARNING
ARC
WELDING
can
be
hazardous.
PROTECT
YOURSELF
AND
OTHERS
FROM
POSSIBLE
SERIOUS
INJURY
OR
DEATH.
KEEP
CHILDREN
AWAY.
PACEMAKER
WEARERS
KEEP
AWAY
UNTIL
CONSULTING
YOUR
DOCTOR.
In
welding,
as
in
most
jobs,
exposure
to
certain
hazards
occurs.
Welding
is
safe
when
precautions
are
taken.
The
safety
information
given
below
is
only
a
summary
of
the
more
complete
safety
information
that
will
be
found
in
the
Safety
Standards
listed
on
the
next
page.
Read
and
follow
all
Safety
Standards.
HAVE
ALL
INSTALLATION,
OPERATION,
MAINTENANCE,
AND
REPAIR
WORK
PERFORMED
ONLY
BY
QUALIFIED
PEOPLE.
WELDING
can
cause
fire
or
explosion.
Sparks
and
spatter
fly
off
from
the
welding
arc.
The
flying
sparks
and
hot
metal,
weld
spatter,
hot
workpiece,
and
hot
equipment
can
cause
tires
and
burns.
Accidental
contact
of
electrode
or
welding
wire
to
metal
objects
can
cause
sparks,
overheating,
or
fire.
1.
Protect
yourself
and
others
from
flying
sparks
and
hot
metal.
2.
Do
not
weld
where
flying
sparks
can
strike
flammable
material.
3.
Remove
all
flammables
within
35
ft
(10.7
m)
of
the
welding
arc.
If
this
is
not
possible,
tightly
cover
them
with
approved
covers.
4.
Be
alert
that
welding
sparks
and
hot materials
from
welding
can
easily
go
through
small
cracks
and
openings
to
adjacent
areas.
5.
Watch
for
fire,
and
keep
a
fire
extinguisher
nearby.
6.
Be
aware
that
welding
on
a
ceiling,
floor,
bulkhead,
or
partition
can
cause
fire
on
the
hidden
side.
7.
Do
not
weld
on
closed
containers
such
as
tanks
or
drums.
8.
Connect
work
cable
to
the
work
as
close
to
the
welding
area
as
practical
to
prevent
welding
current
from
traveling
long,
possibly
unknown
paths
and
causing
electric
shock
and
fire
hazards.
9.
Do
not
use
welder
to
thaw
frozen
pipes.
10.
Remove
stick
electrode
from
holder
or
cut
oft
welding
wire
at
contact
tip
when
not
in
use.
11.
Wear
oil-free
protective
garments
such
as
leather
gloves,
heavy
shirt,
cuffless
trousers,
high
shoes,
and
a
cap.
ELECTRIC
SHOCK
can
kill.
Touching
live
electrical
parts
can
cause
fatal
shocks
or
severe
burns.
The
electrode
and
work
circuit
is
electrically
live
whenever
the
output
is
on.
The
input
power
circuit
and
machine
internal
circuits
are
also
live
when
power
is
on.
In
semiautomatic
or
automatic
wire
welding,
the
wire,
wire
reel,
drive
roll
housing,
and
all
metal
parts
touchin9
the
welding
wire
are
electrically
live.
Incorrectly
installed
or
improperly
grounded
equipment
is
a
hazard.
1.
Do
not
touch
live
electrical
parts.
2.
Wear
dry,
hole-free
insulating
gloves
and
body
protection.
3.
Insulate
yourself
from
work
and
ground
using
dry
insulating
mats
or
covers.
4.
Disconnect
input
power
or
stop
engine
before
installing
or
servicing
this
equipment.
5.
Properly
install
and
ground
this
equipment
according
to
its
Owners
Manual
and
national,
state,
and
local
codes.
6.
Turn
off
all
equipment
when
not
in
use.
7.
Do
not
use
worn,
damaged,
undersized,
or
poorly
spliced
cables.
8.
Do
not
wrap
cables
around
your
body.
9.
Ground
the
workpiece
to
a
good
electrical
(earth)
ground.
10.
Do
not
touch
electrode
while
in
contact
with
the
work
(ground)
circuit.
11.
Use
only
well-maintained
equipment.
Repair
or
replace
damaged
parts
at
once.
12.
Wear
a
safety
harness
to
prevent
falling
if
working
above
floor
level.
13.
Keep
all
panels
and
covers
securely
in
place.
/~
-2/
--
ARC
RAYS
can
burn
eyes
and
skin;
NOISE
can
damage
hearing.
Arc
rays
from
the
welding
process
produce
intense
heat
and
strong
ultraviolet
rays
that
can
burn
eyes
and
skin.
Noise
from
some
processes
can
damage
earing.
1.
2.
3.
4.
5.
Wear
a
welding
helmet
fitted
with
a
proper
shade
of
filter
(see
ANSI
Z49.1
listed
in
Safety
Standards)
to
protect
your
face
and
eyes
when
welding
or
watching.
Wear
approved
safety
glasses.
Side
shields
recommended.
Use
protective
screens
or
barriers
to
protect
others
from
flash
and
glare;
warn
others
not
to
watch
the
arc.
Wear
protective
clothing
made
from
durable,
flame-resistant
material
(wool
and
leather)
and
foot
protection.
Use
approved
ear
plugs
or
ear
muffs
if
noise
level
is
high.
FUMES
AND
GASES
can
be
hazardous
5.
Work
in
a
confined
space
only
if it
is
well
ventilated,
or
while
to
your
health.
I
Welding
produces
fumes
and
gases.
Breathing
=L~
~
I
I
these
fumes
and
gases
can
be
hazardous
to
your
I
health.
I
6.
wearing
an
air-supplied
respirator.
Shielding
gases
used
for
welding
can
displace
air
causing
injury
or
death.
Be
sure
the
breathing
air
is
safe.
Do
not
weld
in
locations
near
degreasing,
cleaning,
or
spraying
1.
Keep
your
head
out
of
the
fumes.
Do
not
breathe
the
fumes.
2.
If
inside,
ventilate
the
area
and/or
use
exhaust
at
the
arc
to
operations.
The
heat
and
rays
of
the
arc
can
react
with
vapors
to
form
highly
toxic
and
irritating
gases.
remove
welding
fumes
and
gases.
7.
Do
not
weld
on
coated
metals,
such
as
galvanized,
lead,
or
3.
If
ventilation
is
poor,
use
an
approved
air-supplied
respirator.
cadmium
plated
steel,
unless
the
coating
is
removed
from
the
4.
Read
the
Material
Safety
Data
Sheets
(MSDSs)
and
the
weld
area,
the
area
is
well
ventilated,
and
if
necessary,
while
manufacturers
instruction
for
metals,
consumables,
coatings,
wearing
an
air-supplied
respirator.
The
coatings
and
any
metals
and
cleaners,
containing
these
elements
can
give
off
toxic
fumes
if
welded.
FLYING
SPARKS
AND
HOT
METAL
can
1.
Wear
approved
face
shield
or
safety
goggles.
Side
shields
cause
injury,
recommended.
Chipping
and
grinding
cause
flying
metal.
As
welds
2.
Wear
proper
body
protection
to
protect
skin.
cool,
they
can
throw
off
slag.


CYLINDERS
can
explode
if
damaged.
Shielding
gas
cylinders
contain
gas
under
high
pressure.
If
damaged,
a
cylinder
can
explode.
Since
gas
cylinders
are
normally
part
of
the
welding
process,
be
sure
to
treat
them
carefully.
1.
Protect
compressed
gas
cylinders
from
excessive
heat,
mechanical
shocks,
and
arcs.
2.
Install
and
secure
cylinders
in
an
upright
position
by
chaining
them
to
a
stationary
support
or
equipment
cylinder
rack
to
prevent
falling
or
tipping.
3.
Keep
cylinders
away
from
any
welding
or
other
electrical
circuits.
4.
Never
allow
a
welding
electrode
to
touch
any
cylinder.
5.
Use
only
correct
shielding
gas
cylinders,
regulators,
hoses,
and
fittings
designed
for
the
specific
application;
maintain
them
and
associated
parts
in
good
condition.
6.
Turn
face
away
from
valve
outlet
when
opening
cylinder
valve.
7.
Keep
protective
cap
in
place
over
valve
except
when
cylinder
is
in
use
or
connected
for
use.
8.
Read
and
follow
instructions
on
compressed
gas
cylinders,
associated
equipment,
and
CGA
publication
P-i
listed
in
Safety
Standards.
PRINCIPAL
SAFETY
STANDARDS
Safety
in
Welding
and
Cutting,
ANSI
Standard
Z49.i,
from
American
Welding
Society,
550
N.W.
LeJeune
Rd,
Miami
FL
33126
Safety
and
Health
Standards,
OSHA
29
CFR
1910,
from
Superintendent
of
Documents,
U.S.
Government
Printing
Office,
Washington,
D.C.
20402.
Recommended
Safe
Practices
for
the
Preparation
for
Welding
and
Cutting
of
Containers
That
Have
Held
Hazardous
Substances,
American
Weld
ing
Society
Standard
AWS
F4.1,
from
American
Welding
Society,
550
N.W.
LeJeune
IRd,
Miami,
FL
33126
National
Electrical
Code,
NFPA
Standard
70,
from
National
Fire
Protection
Association,
Batterymarch
Park,
Quincy,
MA
02269.
Safe
Handling
of
Compressed
Gases
in
Cylinders,
CGA
Pamphlet
P-i,from
Compressed
Gas
Association,
1235
Jefferson
Davis
Highway,
Suite
501,
Arlington,
VA
22202.
Code
for
Safety
in
Welding
and
Cutting,
CSA
Standard
Wi
17.2,
from
Canadian
Standards
Association,
Standards
Sales,
178
Rexdale
Boulevard,
Rexdale,
Ontario,
Canada
M9W
1
R3.
Safe
Practices
For
Occupation
And
Educational
Eye
And
Face
Protection,
ANSI
Standard
Z87.
1
,from
American
National
Standards
Institute,
1430
Broadway,
New
York,
NY
10018.
Cutting
And
Welding
Processes,
NFPA
Standard
51
B,
from
National
Fire
Protection
Association,
Batterymarch
Park,
Quincy,
MA
02269.
EMF
INFORMATION
TABLE
OF
CONTENTS
SECTION
1
SAFETY
INFORMATION
SECTION
2
SPECIFICATIONS
1
2-i.
Volt-Ampere
Curves
2
2-2.
Duty
Cycle
2
SECTION
3
INSTALLATION
3
3-1.
Installing
Work
Clamp
3
3-2.
Installing
Gas
Supply
4
3-3.
Gun
Polarity
Connections
5
3~4.
Installing
Drive
Rolls
And
Wire
Inlet
Guide
5
3-5.
Installing
Welding
Gun
6
3-6.
Connecting
Input
Power
7
3-7.
Installing
Wire
Spool
And
Adjusting
Hub
Tension....
9
3-8.
Threading
And
Feeding
Welding
Wire
9
3-1.
Threading
Welding
Wire
10
SECTION
4-
OPERATION
ii
SECTION
5-
MAINTENANCE
&
TROUBLESHOOTING
13
5-1.
Routine
Maintenance
13
5-2.
Overload
Protection
14
5-3.
Aligning
Drive
Rolls
And
Wire
Guide
15
54
Gun
Maintenance
16
5-5.
Troubleshooting
17
SECTION
6
ELECTRICAL
DIAGRAM
17
SECTION
7
PARTS
LIST
18
Figure
7-1.
Main
Assembly
18
Figure
7-2.
Baffle
wlComponents
19
Figure
7-3.
Wire
Drive
And
Gears
20
Figure
7-4.
MWG-23B
21
NOTE
D~
Magnetic
Fields
Considerations
About
Welding
And
The
Effects
Of
Low
Frequency
Electric
And
The
following
is
a
quotation
from
the
General
Conclusions
Section
of
the
U.S.
Congress,
Office
of
Technology
Assessment,
Biological
Effects
of
Power
Frequency
Electric
&
Magnetic
Fields
Background
Papei
OTA-BP-E-53
(Washington,
DC:
U.S.
Government
Printing
Office,
May
1989):
.
.
.
there
is
now
a
very
large
volume
of
scientific
findings
based
on
experiments
at
the
cellular level
and
from
studies
with
animals
and
people
which
clearly
establish
that
low
frequency
magnetic
fields
can
interact
with,
and
produce
changes
in,
biological
systems.
While
most
of
this
work
is
of
very
high
quality,
the
results
are
complex.
Current
scientific
understanding
does
not
yet
allow
us
to
interpret
the
evidence
in
a
single
coherent
framework.
Even
more
frustrating,
it
does
not
yet
allow
us
to
draw
definite
conclusions
about
questions
of
possible
risk
or
to
offer
clear
science-based
advice
on
strategies
to
minimize
or
avoid
potential
risks.
To
reduce
magnetic
fields
in
the
workplace,
use
the
following
procedures:
1.
Keep
cables
close
together
by
twisting
or
taping
them.
2.
Arrange
cables
to
one
side
and
away
from
the
operator.
3.
Do
not
coil
or
drape
cables
around
the
body.
4.
Keep
welding
power
source
and
cables
as
far
away
as
practical.
5.
Connect
work
clamp
to
workpiece
as
close
to
the
weld
as
possible.
About
Pacemakers:
The
above
procedures
are
among
those
also
normally
recommended
for
pacemaker
wearers.
Consult
your
doctor
for
complete
information.
modlO.1
4/93


SECTION
1
-
SAFETY
INFORMATION
Read
all
safety
messages
throughout
this
manual.
Obey
all
safety
messages
to
avoid
injury.
Learn
the
meaning
of
WARNING
and
CAUTION.
Figure
1-1.
Safety
Information
SECTION
2-
SPECIFICATIONS
Table
2-1.
Welding
Power
Source
modl.1
2/93
1
2
A~
WARNING
2
4A
CAUTION
/
MOVING
PARTS
can
injure.
I
L~
ELECTRIC
SHOCK
can
kiII.i
~%
S
Do
not
touch
live
electrical
parts.
111
~
~
operating.
I
Keep
away
from
moving
parts.
I
Keep
all
panels
and
covers
closed
I
S
Disconnect
input
power
before
installing
or
servicing.
5
1
Safety
Alert
Symbol
2
Signal
Word
WARNING
means
possible
death
or
serious
injury
can
happen.
CAUTION
means
possible
minor
injury
or
equipment
damage
can
happen.
3
Statement
Of
Hazard
And
Result
READ
SAFETY
BLOCKS
at start
of
I
~
Section
3-1
before
proceeding
7~1
NOTE
D~
Turn
Off
switch
when
using
high
frequency.
4
Safety
Instructions
To
Avoid
Hazard
5
Hazard
Symbol
(If
Available)
6
Safety
Banner
Read
safety
blocks
for
each
sym
bol
shown.
7
NOTE
Special
instructions
for
best
oper
ation
not
related
to
safety.
Type
Of
Output
Specifications
Description
Rated
Weld
Output
Type
Of
Input
Power
Input
Amperes
At
Rated
Output
Maximum
Input
Amperes
While
Idling
KVA/KW
Used
At
Rated
Output
Maximum
KVAIKW
Used
While
Idling
Max.
Open-Circuit
Voltage
Control
Circuit
Voltage
At
Gun
Welding
Processes
Calculated
Speed
Range
At
No
Load
Wire
Diameter
Range
Overall
Dimensions
Weight
Direct
Current/Constant
Voltage
(DC/CV)
200
Amperes,
28
Volts
DC,
60%
Duty
Cycle
(See
Section
2-2)
Single-Phase;
60
Hz;
At
200
Or
230
Volts
AC
46
A
At
200
V,
40
A
At
230
V
1.2AAt200V,
1
AAt23OV
9.5
kVN8.3
kW
0.24
kVNO.17
kW
42
Volts
DC
24
Volts
DC
Gas
Metal
Arc
(GMAW)
And
Flux
Cored
Arc
Welding
(FCAW)
128
To
1051
ipm
(3.2
To
266.9
mpm)
.030
To
.045
in
(0.8
To
1.1
mm)
Flux
Cored
Wire,
.023
To
.045
in
(0.610
1.1
mm)
Hard
Wire
Length:
37
in
(940
mm);
Width:
19
in
(483mm);
Height:
30-1/4
in
(768
mm)
Net:
225
lb
(102
kg);
Ship:
271
lb
(123
kg)
Welding
Gun
Rated
Output
(Air
Cooled)
Cable
Length
200
Amperes
At
60%
Duty
Cycle Using
CO2
Shielding
Gas
(See
Section
2-2)
15ft(4.5m)
OM-154
501
Page
1


2-1.
Volt-Ampere
Curves
Figure
2-1.
Volt-Ampere
Curves
2-2.
Duty
Cycle
a
CAUTION
x
Jo
~
Figure
2-2.
Duty
Cycle
The
volt-ampere
curves
show
the
minimum
and
maximum
voltage
and
amperage
output
capabilities
of
the
welding
power
source.
Curves
of
other
settings
fall
be-
40
tween
the
curves
shown.
~2O
0
I I
I
0 25
60
75
100
125
160
175
200
226
DC
AMPERES
ssbl.1
10/91
SB-049
424-0
W
ELDING
LONGER
THAN
RATED
DUTY
CYCLE
can
damage
unit
or
gun
and
void
warranty.
Do
not
weld
at
rated
load
longer
than
shown
below.
wfwarn8.2
8/93
0
Definition
0
Duty
Cycle
is
percentage
of
10
minutes
that
unit
or
gun
can
weld
at
rated
load
without
over-
Minutes
heating.
UNIT
60%
Duty
Cycle
At
200
Amperes
~
6
Minutes
Welding
4
Minutes
Resting
Chart
~
x
ourv
~
GUN
60%
Duty
Cycle
At
200
Amperes
Using
CO2
g~-4g~
6
minutes
Welding
4
minutes
Resting
GUN
60%
Duty
Cycle
At
180
Amperes
Using
Mixed
Gas
6
minutes
Welding
4
minutes
Resting
sbl.3
8/93SB-150
215
OM-154
501
Page
2


SECTION
3-INSTALLATION
3-1.
Installing
Work
Clamp
Figure
3-1.
Installing
Work
Clamp
5
2
1
Work
Cable
2
Boot
Slide
boot
onto
work
cable.
Route
cable
out
front
panel
opening
from
inside.
3
Negative
()
Output
Terminal
Connect
cable
to
terminal
and
cover
connection
with
boot.
4
Hardware
5
Work
Clamp
Route
cable
through
clamp
handle
and
secure
as
shown.
Close
door.
Tools
Needed:
~
1/2,3/4
in
Ref.
ST-BOO
918-B
OM-154
501
Page
3


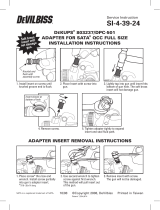
3-2.
Installing
Gas
Supply
~
I
BUILDUP
OF
SHIELDING
GAS
can
harm
health
or
kill.
Shutoff
shielding
gas
supply
when
not
in
use.
warn4.1
9/91
1
Cylinder
Bracket
2
S-Hook
Crimp
between
small
hole
in
brack
et
and
chain.
3
Chain
4
Snap
Crimp
onto
open
end
ol
chain.
Obtain
gas
cylinder
and
chain
to
running
gear.
5
Cap
6
Cylinder
Valve
Remove
cap,
stand
to
side
of
valve,
and
open
valve
slightly.
Gas
flow
blows
dust
and
dirt
from
valve.
Close
valve.
7
Cylinder
8
Regulator/Flowmeter
Install
so
face
is
vertical.
9
Gas
Hose
Connection
Fitting
has
5/8-18
right-hand
threads.
Obtain
and
install
gas
hose.
10
Flow
Adjust
Typical
flow
rate
is
20
cfh
(cubic
feet
per
hour).
Check
wire
man
ufacturers
recommended
flow
rate.
Make
sure
flow
adjust
is
closed
when
opening
cylinder
to
avoid
damage
to
the
flowmeter.
11
CO2
Adapter
12
0-Ring
Install
adapter
with
0-ring
between
regulator/flowmeter
and
CO2
cylinder.
£~
WARNING
1~-.
CYLINDERS
can
explode
if
damaged.
Keep
cylinders
away
from
welding
and
other
electrical
circuits.
Never
touch
cylinder
with
welding
electrode.
Always
secure
cylinder
to
running
gear,
wall,
or
other
stationary
support
Figure
3-2.
Typical
Regulator/Flowmeter
Installation
Tools
Needed:
~
5/8,1-lI8in
ssb3.2
5/94
ST-I54
6231
Ref.
ST-I49
827-B
I
Ref.
ST-I
58
697-A
OM-154501
Page4


3-3.
Gun
Polarity
Connections
4~
WARNING
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Turn
Oft
welding
power
source,
and
disconnect
input
power
before
inspecting
or
installing.
3-4.
Installing
Drive
Rolls
And
Wire
Inlet
Guide
Figure
3-4.
Installing
Drive
Rolls
And
Wire
Inlet
Guide
swarnl.1
2/93
Shown
As
Shipped
Set
For
Electrode
Positive
(DCEP)
For
Solid
Steel
Or
Aluminum
Wires
(GMAW
Process).
Wire
Drive
Assembly
Lead
To
Positive
(+)
Output
Terminal
5
Work
Clamp
Lead
To
Negative
()
Output
Terminal
1
Polarity
Changeover
Label
2
Wire
Drive
Assembly
3
Positive
(+)
Output
Terminal
4
Negative
()
Output
Terminal
Always
read
and
follow
wire
man
ufacturers
recommended
polarity.
5
Circuit
Breaker
CB1
(see
Section
5-2).
6
Pilot
Light
(see
Section
5-2)
Close
door.
Tools
Needed:
~
3/4,11/16in
Ref.
ST-801
103-B
GUN
POLARITY
CHANGEOVER
CONNECTIONS
Reverse
Lead
Connections
For
Electrode
Negative
(DCEN)
For
Flux
Cored
Wires
(FCAW
Process).
Drive
Assembly
Becomes
Negative
S-144
449-D
Figure
3-3.
Gun
Polarity
Connections
1
Securing
Screw
2
InletWireGuide
Loosen
screw.
Slide
tip
as
close
to
drive
rolls
as
possible
without
touching.
Tighten
screw.
3
Anti-Wear
Guide
Install
guide
as
shown.
4
Drive
Roll
Install
correct
drive
roll
for
wire
size
and
type.
5
Drive
Roll
Securing
Nut
Turn
nut
one
click
to
secure
drive
Tools
Needed:
roll.
5/64
in
i~~zz~
7/16
in
ST-150
227-C
OM-154
501
Pages


3-5.
Installing
Welding
Gun
Figure
3-5.
Gun
Connections
Table
3-1.
Electrical
Service
Requirements
Input
Voltage
200
230
Input
Amperes
At
Rated
Output
46
40
Max
Recommended
Standard
Fuse
Or
Circuit
Breaker
Rating
In
Amperes
70
60
Mm
Input
Conductor
Size
In
AWG/Kcmil
8
8
Max
Recommended
Input
Conductor
Length
In
Feet
(Meters)
89
(27)
117
(36)
Mm
Grounding
Conductor
Size
In
AWGIKcmiI
8
10
Reference:
1996
National
Electrical
Code
(NEC).
S-oo92J
1
Wire
Drive
Assembly
2
Gun
Securing
Knob
3
Gun
End
Loosen
securing
knob.
Insert
gun
end
through
opening
until
it
bot
toms
against
drive
assembly.
Tighten
knob.
4
Gun
Trigger
Plug
Insert
into
receptacle,
and
tighten
threaded
collar.
Close
pressure
assembly.
Close
door.
Rel.
ST801
101-B
OM-154
501
Page
6


3-6.
Connecting
Input
Power
a
WARNING
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Turn
Off
welding
power
source,
and
disconnect
input
power
before
inspecting
or
installing.
Have
only
qualified
persons
install
unit.
Installation
must
meet
National
Electrical
Code
and
all
other
codes.
A.
Positioning
Jumper
Links
swarn3.1
2/93
230
VOLTS
2
3.
Check
input
voltage
available
at
site.
1
Jumper
Links
Access
Door
Open
door.
2
Jumper
Link
Label
3
Input
Voltage
Jumper
Link
Move
jumper
link
to
match
Input
voltage.
Close
and
secure
access
door.
Close
side
door.
Tools
Needed:
c~Z3~J
3/8
in
Ref.
ST~8O1
100-B
Figure
3-6.
Input
Voltage
Jumper
Links
Location
OM-154
501
Page
7

Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
















































Miller KH321522 Owner's manual
- Category
- Welding System
- Type
- Owner's manual
- This manual is also suitable for
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
-
MAC TOOLS MW250 Owner's manual
-
-
Miller KJ028440 Owner's manual
-
-
-
-
-
-
Miller AUTO ARC 255 Owner's manual
-