Page is loading ...

Tool
Products
OPERATOR’S MANUAL
INCLUDING: OPERATION, INSTALLATION & MAINTENANCE
BANT-A-MATIC® SELF-FEED DRILLS
Models 8248-B( )-( )
SECTION
M106
MANUAL
21
Released: 4-1-68
Revised: 12-12-94
Form: 3262-2
IMPORTANT: READ THIS MANUAL CAREFULLY BEFORE INSTALLING,
OPERATING OR SERVICING THIS EQUIPMENT.
OPERATING PRECAUTIONS
l
Keep hands and clothing away from rotating end of tool.
l
Wear suitable eye protection while operating tool.
l
Disconnect air supply from tool before removing/installing bit
or performing other maintenance procedures.
ROUTINE LUBRICATION REQUIREMENTS
Lack of or an excessive amount of lubrication will affect the perfor-
mance and life of this tool. Use only recommended lubricants at
below time intervals:
EVERY 8 HOURS OF TOOL OPERATION - Fill lubricator reser-
voir of recommended F.R.L. with spindle oil (29665).
EVERY 160 HOURS OF TOOL OPERATION - Inject NLGI #1
“EP” grease (33153), 1 to 2 strokes, thru grease fitting in gear
housing. NOTE: Spindle must be extended from outer sleeve suf-
ficiently to expose grease fitting in gear housing. Gearing should
contain approximately 1/8 oz. (3.5 g) of grease.
AIR SUPPLY REQUIREMENTS
For maximum operating efficiency, the following air supply specifi-
cations should be maintained to this air tool:
l
AIR PRESSURE - 90 PSIG (6 bar)
l
AIR FILTRATION - 50 micron
l
LUBRICATED AIR SUPPLY
l
HOSE SIZE - 5/16” (8 mm) I.D.
An ARO® model C28231-810 air line FILTER/REGULATOR/LU-
BRICATOR (F.R.L.) is recommended to maintain the above air
supply specifications.
MOUNTING
The nose end of the outer sleeve (41) is provided with 1-7/16” -
18 L.H. threads [remove thread guard (47) for use] and a 1-7/16”x
1/2” long pilot diameter for fixture mounting. Foot and flange type
mounting brackets are available for tool mounting.
RECOMMENDED LUBRICANTS
Afterdisassembly is complete, all parts, except sealed or shielded
bearings, should be washed with solvent. To relubricate parts, or
for routine lubrication, use the following recommended lubricants:
Where Used
- Description
Air Motor
29665 1 qt. Spindle Oil
“0” Rings & Lip Seals
36460 4 oz. Stringy Lubricant
Gears and Bearings
33153
5 lb. “EP” - NLGI #1 Grease
SET-UP PROCEDURE
WARNING: Keep clear of rotating end of unit with hands and/or
clothing. Keep fingers/hands from being pinched between hous-
ing or valves and adjustment screws and/or trip bracket.
l
l
a
l
l
a
0
l
l
a
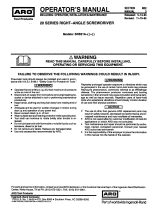
Loosen two screws (29) and remove cover (1).
Allow a minimum distance of 1/4” between the drill point of the
unit and the workpiece. This is necessary for the air motor to
start and reach free speed before the drill point touches the
workpiece.
Determine the TOTAL STROKE LENGTH the drill must travel
to perform the drilling operation - see illustration below.
Loosen jam nut (8) and turn adjustment screw “A” so the dis-
tance between the end of the screw and the stud (26) equals
the total stroke length.
Tighten jam nut (8).
Loosen jam nut (8) and turn adjustment screw “B” (valve-in-
head models only) so the distance between the end of the
screw and the button bleed valve (25) is slightly GREATER
than the distance set for adjustment screw “A”.
Start and let the unit advance until the adjustment screw “A”
makes contact with the stud (26).
Carefully, and be aware that the unit is going to retract, turn the
adjustment screw “B” until it depresses the button bleed valve
(25) enough to cause the unit to retract.
lighten jam nut (8).
See “FEED RATE CONTROL VALVES”, page 2.
ADJUSTMENT SCREW “6”
7
DEPTH OF DRILLING
OPERATION
THIS DISTANCE MUST
TOTAL STROKE LENGTH
ADJUSTMENT SCREW “‘A’
For parts and service information, contact your local ARO distributor, or the Customer Service Dept. of the Ingersoll-Rand Dis-
tribution Center, White House, TN at PH: (615) 672-0321, FAX: (615) 672-0601.
A
R0 Tool Products
Ingersoll-Rand Company
INGERSOLL-RAND,
1725 U.S. No. 1 North
l
P.O. Box 8000
l
Southern Pines, NC 283888000
01994 THE ARO CORPORATION. PRINTED IN U.S.A.

FEED RATE CONTROL VALVES
l Turn valve (23), marked “R” an top of housing, approximately 1-1/2
turns counterclockwise (open).
l Turn the other valve (23), marked “F” on top of housing, clock-
wise until closed (do not tighten too snugly).
l Start unit and slowly turn valve (23) marked “F” counterclockwise
(open) until the desired forward rate of feed IS reached.
l A final adjustment of the rate of return (retract) can be made with
the valve (23) marked “R” on housing.
REMOTE OPERATION
MANUAL OPERATION
install button bleed valve (25) in either the “F” port located at top
of valve housing or the “F” port located at the rear of valve hous-
ing. NOTE: Unused port must be plugged with pipe plug (24).
Depress button bleed valve (25) marked “F” on valve housing.
The unit will start in the forward (advancing) mode and continue
to feed forward until the adjusting screw “B” has depressed bleed
valve (25) marked “R” to retract the unit. See set-up procedure.
A manual emergency retract button bleed valve (25) can be in-
stalled in “R” port at top of valve housing if desired. This valve
con be used to immediately retract the unit in case of misaligned
part or other emergency. Valve not furnished.
Install a pressure bleed valve-ARO port number 9600 - in valve
port marked “F” at either the top or rear of valve housing
Connect pressure bleed valve - using 1/8” i.d. tubing - to o
remote operated valve which, when actuated, feeds air pressure
to the pressure bleed valve. Pressure bleed valve will bleed the air
from “F” port of valve housing causing spool valve in housing to
shift to the forward feed position thus starting the forward stroke
of the unit.
Install a pressure bleed valve-ARO port number 9600 - in valve
port marked “R” at the TOP of the valve housing and connect -
using 1/8” i.d. tubing - to o remote MANUALLY operated valve.
This valve is used OS on emergency retract in case of a port mis-
alignment or such only as the unit, when properly set-up and ap-
plied, will automatically retract and return to the start position.
See set-up procedure.
Refer to page 11 for plumbing and schematic diagrams.
SPECIAL NOTE: The air inlet and remote ports of valve housing hove
tapered pipe threads and should not require the use of thread
sealants, such as sealant tape or pipe joint compounds. Thread
sealants when used improperly can contaminate air passages and
cause valve or unit to malfunction.
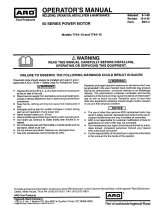
RECOMMENDED POWER AIR INLET SYSTEM
Your
ARO Self-Feed tool
is
designed to deliver specific horsepower and thrust to achieve high rates of work. To assure the unit will develop this power care must be taken that
the power air inlet system is correctly sized to permit the proper rote of air flow. Shown is a system tar o single tool that will supply correct delivery. IMPORTANT -the tool IS power
rated when 90 P.S.I. is present AT THE TOOL DURING OPERATION.
Shown below Is the same system In schematic form.
F = FILTER
R = REGULATOR
L = LUBRICATOR
F-R-L- MODEL C28221-810
If two or three units are to be installed, each unit should be supplied with o system like that shown below or use system like that above far each tool.
FILTER MODEL F25231-110
REGULATOR MODEL R27231-100
LUBRlCATOR MODEL L26221-110

Y--
--Y
Fig.1
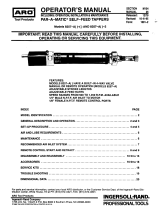
IMPORTANT
RECOMMENDED METHOD FOR HOLDING DRILLS IN SPINDLES
’
To properly hold drill bit in collet and reduce the chance of slippage,
a flat must be ground on the shank end of the bit. The flat should
be approximately 5/16” (8mm) long and the depth should be 1/3 of
the bit diameter NOTE: If bit
IS
too large to fit into locking insert (smaller
capacity Dual Spindles do not hove insert), a square must be ground
onto the shank end of the bit.
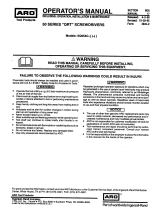
SET-UP PROCEDURE WITH OPTIONAL
HYDRAULIC CHECK
Fsg.4
i ’ b
c‘t NT1 v\
Assemble hydraulic check to mounting bracket and assemble
mounting bracket to tool using washers (Y14-8) and cap screws
(Y154-48).
Measure distance from drill point to work piece - distance “Y”.
Distance “X” between hydraulic check plunger and trip bracket
must be less than distance “Y” to prevent damage to drill point
when it approaches the work piece.
Loosen the cap screws (Y154-48) and position hydraulic check
to obtain correct setting for distance “X”.
Tighten cop screws (Y154-48) securely before operating unit.
Increase the air flow thru the Feed Control Valve marked “F” by
opening two (2) full turns from closed position. This will allow drill
to advance rapidly until the trip bracket contacts plunger of hydraul-
ic check.
Insert bit into spindle and into locking insert (where applicable) In-
suring that one of the set screws locates squarely on the flat of the
bit. Tighten collet firmly, then tighten set screws. NOTE: DO NOT over-
tighten collet. NOTE: Intent of set screws is only to keep bit from turn-
ing in collet.
The Hydraulic Feed Rate Adjustment is located at the name plate
end of the Hydraulic Check Rotate extended spindle until the slot
on spindle IS located midway between the highest and the lowest
settings.
Start drill unit and the drill will advance at a rapid rate until the
trip bracket contacts plunger of hydraulic check.
Slowly rotate the Hydraulic Feed Rate counter clockwise for faster
feed rate or clockwise for slower feed rate.
TO CONTROL BREAKTHROUGH
Position hydraulic check so the distance between the plunger and
the trip bracket (distance “X”) is less than the distance from the
drill point to the opposite side of the work piece (distance “W’).
l
Set-up of the self-feed drill unit will be the same as explained in
Set-Up Procedure, page 1.
ADJUSTMENT SCREW “6”
7
FEED RATE ADJUSTMENT
* HYDRAULIC CHECK (SEE TABLE)
OUNTING BRACKET 40298
PARTS INDICATED BY ASTERISK (*) ARE INCLUDED
IN 40301-( ) HYDRAULIC CHECK ASSEMBLY.
3

\
\
\
\- \
106
106
I

78
VALVE
SECTION
MOTOR AND
PISTON
SECTION
GEARING
SECTION
I
5
INCLUDES ITEMS 88 THRU 111.


28
127
I
27
71
30
26
\
\

DISASSEMBLY/ASSEMBLY INSTRUCTIONS
l Never apply excessive pressure by a holding device which may
cause distortion of a part
l Apply pressure evenly to parts which have a press fit.
l Apply even pressure to the bearing race that will be press fitted
to the mating port
l Use correct tools and fixtures when servicing this tool.
l Don’t damage “0” rings when servicing tool.
l Use Only genuine ARO replacement parts for this tool. When or-
dering, specify par-t number, description, tool model number and
serial number.
TWIN DRILL DISASSEMBLY
-Using 3mm hex wrench supplied with unit, loosen both adjust-
ment screws (111) completely. IMPORTANT: Alternately unthread
adjustment screws approximately 1/2 turn at a time or unthread
screws simultaneously to prevent damaging the unit.
-Remove body and spindle assemblies from adapter (89).
-Remove retaining ring (93) and pull spindle (90) and components
from adapter (89).
- Using retaining ring pliers, remove retaining ring (96) from gear
(97).
-Remove needle roller (98) and gear (97).
-Remove retaining ring (94) and lock ring (92) from spindle,
-Bearings (95 and 91) ore press fit on driving spindle (90).
-Remove “C” clip (99) from adjustment screws,
-Rotate spindle turret while pulling outward until o portion of spin-
dle aligns with notch in body and remove spindle assembly (108)
from body.
-Remove oil reservoir (106).
-Remove nylon washer (105) by bending slightly.
-Remove nylon washer (101) and gear (102).
-Bearings (103) and spacer (104) are loose parts and will drop out,
-DO NOT disassemble spindle (108) unless it IS necessary to replace
a port.
-To disassemble, using a flat bottom type punch or similar tool and
an arbor press, remove gear (113) from spindle (125). CARE
SHOULD BE TAKEN TO REPLACE GEAR (113) IN THE SAME POSI-
TION WHEN REASSEMBLING. The gear is assembled with teeth up
on turret stamped “T”. The gear is assembled with teeth down
on turret stomped “B”.
-Remove spindle (125) from sleeve (122) carefully, as six rollers
(120) are loose parts and will drop out. NOTE: Thrust race (121)
IS press fit on spindle.
-Using a “C” type washer that properly fits spindle, press thrust
race off spindle.
-Remove oil seal (124).
- If link bearing (114) and sleeve (122) are removed from turret, it
will be necessary to remove the foam strip (117) first. Lift one end
of foam strip and pull so it slides thru notch under link bearing.
- Using a proper size punch and an arbor press, remove link bearing.
-Press sleeve thru remaining distance in turret,
TWIN DRILL ASSEMBLY
-Pack bearings and coat gears with a good grade of bearing grease
when assembling. Saturate oil reservoirs with a good multigrade
10W/30 oil
-When fitting sleeve (122), it is Important that the slot in the sleeve
lines up with the groove in the back face of the turret. Push foam
strip (117) into the groove in the turret (widest side across groove),
The center of the strip should be under the sleeve and the two
ends should meet at the point opposite the sleeve.
-Press the link bearing (114) over the small end of the sleeve, keep-
ing the 5mm hole in the link bearing aligned with the 5mm hole
in the turret. TO maintain alignment, use a 5mm pin inserted thru
the bore in the link bearing and the turret.
-Assemble oil seal (124) to spindle.
-Assemble thrust race (121) to spindle, pressing an up to the shoul-
der. Be certain thrust race is pressed on and squarely seated, or
premature failure of the bearing may occur.
-Drop the thrust race into the bore of the sleeve assembled in the
turret.
8
-Place a small amount of grease on spindle and position the twenty
needle rollers (123) between the oil seal (124) and thrust race (121)
-Place a small amount of grease on shoulder between the two thrust
races and position the six rollers (120) on spindle.
-Slide spindle into sleeve, insuring foam strip is kept out of the way
-Place a few drops of oil into sleeve and push spindle firmly down
into sleeve.
-Hold spindle in position and turn turret assembly over with gear
end up.
-Apply a small amount of grease to needle cage (116) and slide
cage over the end of the spindle, into the bore of the link bearing
-Place washer (115) over spindle.
-Be certain gear is positioned correctly on spindle. Position with
teeth up on turret stomped “T”. Position with teeth down on turret
stamped “B”. IMPORTANT: When pressing gear on spindle, allow
on end play of .001”.
-Press roll pins (107) into 1/8” diameter holes in turret. Assemble
Set screws (109) to spindle.
-Insert a dummy adjustment screw (111), or a shaft of the same
diameter, thru body from the back or adapter side of body to main-
tain alignment of parts to be assembled into body.
-Assemble one nylon washer (101) over dummy screw and down
into body.
--Assemble bearing (103), spacer (104) and other bearing (103)
to gear (102).
--Assemble gear with bearings to dummy screw, with largest por-
tion of gear going on screw first.
-Assemble one nylon washer (101) to screw.
-Assemble nylon washer (105) to screw, bending slightly to go thru
hole in body.
-Assemble oil reservoir (106) into body and position holes for roll
pins so they will align with roll pins of spindle when spindle is as-
sembled to body.
-Assemble spindle (108) to body and screw, aligning roll pins with
holes in oil reservoir and extended portion of spindle with notch
in body.
-Assemble spring washer (110) and one nylon washer (101) to ad-
justment screw (111).
-Assemble screw (111) to unit, while at the same time withdrawing
dummy screw from unit.
-Assemble “C” clip to screw (111) to secure screw to unit.
-Assemble bearings (91 and 95) to driving spindle (90)
-Assemble gear (97) to driving spindle (go), aligning hole thru gear
with hole in spindle.
-Assemble needle roller (98) thru gear and spindle.
-Assemble retaining ring (96) over gear and needle roller.
-Assemble lack ring to spindle over bearing (95) and assemble
retaining ring (94) to lock ring.
-Assemble driving spindle and components to adapter (89) and
secure with retaining ring (93).
-Assemble the twin drill body assembly to the adapter and lock
ring, alternately threading adjustment screws into lock ring, simi-
lar to disassembly.
-Refer to “spindle adjustment”, page 3
GEARING DISASSEMBLY
-Using wrenches on flats of adopter (89) and ring gear (83), un-
thread adapter from gearing.
-Using wrenches on flats of driving dog (88) and spindle nut (85),
unthread and remove driving dog from spindle. Remove spindle
nut (85) also.
-Thread adjustment screws (6 and 7) all the way back and push
the piston rod (48) all the way forward to expose wrench flats
of motor housing (51) from the outer sleeve (41).
-Using wrenches on fiats of ring gear and motor housing, unthread
gearing from motor housing
-If tool has double gearing, unthread ring gear (83) from ring gear
(81).
-Grasp ring gear in one hand and tap the threaded end of the spin-
dle with a soft faced hammer; spindle and components will loos-
en from ring gear.
-Remove bearing(s) and shafts from spindle to remove planet gears.

DISASSEMBLY/ASSEMBLY INSTRUCTIONS
M106
21
GEARING ASSEMBLY
-Assemble gears to spindle and secure with shafts.
-Align notch at end of shaft with step on spindle (align notch of
shaft with spacer (80) for auxiliary gearing).
-Pack bearing (70) with ARO 33153 grease and assemble to
spindle.
-Lubricate gears of spindle liberally with ARO 33153 grease and
assemble spindle to ring gear.
-Pack bearings (84) with ARO 33153 grease and assemble to spin-
dle with the UNMARKED faces of bearing facing each other (iden-
tification markings on bearing facing out).
-Assemble spindle nut (85) to spindle (drive gearing only).
-Assemble gearing and twin drill attachment to tool.
MOTOR DISASSEMBLY
-Remove gearing from tool as previously outlined.
-Remove spacers (69 and 68) and motor assembly from housing.
-Remove cap (52) and shield (53).
-Grasp cylinder in one hand and tap splined end of rotor (58) with
a soft faced hammer; motor will come apart
MOTOR ASSEMBLY
-Pack open bearings with ARO 33153 grease.
-Assemble bearing (56) to end plate (55).
-Assemble end plate (55) to rotor.
-Coat i.d. of cylinder (62 or 63) with spindle oil 29665 and assem-
ble cylinder to end plate (55), aligning air inlet slot of cylinder
and end plate.
-Coat rotor blades (59) with spindle oil 29665 and insert in rotor
slots (straight side out).
-Assemble bearing to front end plate and assemble end plate to
rotor and cylinder.
-Be sure rotor does not bind (if rotor binds tap splined end of rotor
lightly to loosen).
-Assemble shield (53) and cap (52) to end plate (55).
-Assemble motor and spacers (68 and 69) to motor housing
-Assemble gearing and twin drill attachment to tool.
AIR PISTON DISASSEMBLY
-Remove twin drill attachment, gearing and motor assembly as out-
lined elsewhere in this manual.
-Remove cover (1), adapter (3), washer (4) and trip bracket (5)
-Place valve housing in a suitable holding device with the outer
sleeve (41) in an upright position.
-Using a strop type wrench on outer sleeve (41), unthread (L.H
threads) and CAUTIOUSLY remove outer sleeve straight up and
off from valve houslng to prevent bending of air cylinder (35) and
damaging the inside diameter
-Handle the air cylinder (35) with care so its fine cylindrical shape
is not distorted in any manner.
-If the air cylinder remains inside the outer sleeve when sleeve IS
removed, push the piston rod (48) forward then pull it backward
The cylinder will then extend from the sleeve and can now be
removed.
-Remove “0” ring (31), bearing race (32) and retaining ring (49)
-Push piston rod and motor housing out thru gear end of outer
sleeve. Piston (33)
will
drop out when motor housing and piston
rod are removed from outer sleeve.
- Insert
a suitable rod thru gear end of outer sleeve and push muf-
fler cop (38) out thru valve end of outer sleeve
-Piston rod (48) and motor housing (51) are secured with a hard
drying thread adhesive. If it should become necessary to separate
these two parts, heat the threaded area lightly to soften the adhe-
sive and unthread the rod from the housing - R.H. threads.
AIR PISTON ASSEMBLY
NOTICE: When a part containing “0” rings has been removed from
tool, it is recommended that the “0” rings be replaced with new ones
when reassembling part to the tool. Lubricate all “0” rings with ARO
36460 “0” ring lubricant.
-Assemble retaining ring (36), “0” ring (37), “0” ring (39) and
screen (40) to muffler cap (38).
-Assemble muffler cap (38) -screened end first-to outer sleeve
(41) from end of sleeve with internal threads. Push muffler cop
into sleeve until it bottoms against step in sleeve.
-Coat torque pin (42) with grease to retain pin in place and as-
semble inside outer sleeve in hole provided
-Assemble “0” ring (50) to piston rod
-Assemble motor housing and piston rod to outer sleeve thru end
of sleeve with external threads and push piston rod thru muffler
cop using core not to damage “0” ring (37) contained in muffler
cap. Align slot in motor housing with torque pin (42).
-Assemble seals (34) to piston (33) with lips of seals facing away
from each other.
-Assemble piston (33) to piston rod (48) and push piston on rod
until it seats against “0” ring (50) and step on rod.
-Assemble retaining ring (49) to groove in piston rod, securing
piston on rod.
-Assemble bearing race (32) and “0” ring (31) to piston rod and
slide them on rod until they seat against retaining ring (49)
-Clamp valve housing (10) in a suitable holding device with the
threaded end of housing upright.
-Coat i.d. of air cylinder (35) with “0” ring lubricant 36460 and
place air cylinder on valve housing (10) over “0” ring (28).
-Using care not to damage “0” rings (11) contained in housing,
insert piston rod (48) thru housing and carefully locate outer sleeve
over air cylinder and threaded sleeve to housing. Tighten securely
using a strap wrench.
-Assemble motor, gearing, drill attachment, trip bracket and com-
ponents and assemble cover (1) to housing.
VALVE HOUSING DISASSEMBLY
The valve body (14), feed control valves (23) and button bleed valves
(25) can be serviced without removing outer sleeve from valve hous-
ing. To gain access to check valves (17) and components or “0” rings
(11), follow disassembly procedure for removing the air piston.
-Remove both caps (12) and “0” rings (13).
-Push valve body (14) out thru housing. Handle valve body with
reasonable care so the o.d. of valve is not damaged.
-Button bleed valves (25) need not be removed except for
replacement.
VALVE HOUSING ASSEMBLY
-Replace all “0” rings with new ones
-Lubricate “0” rings (15) with 36460 lubricant and assemble to
valve body.
- Assemble “0” rings (22) to needle valves (23) and assemble nee-
dle valves to housing.
Assemble plate (126) to housing, securing with screws (127)
IAssemble valve body to housing and assemble caps (12) with “0”
rings (13) to housing.
-If check valves (17) have been removed, assemble “0” rings (16)
to valves and assemble valves to housing.
-Assemble springs (18) to housing.
-Assemble “0” ring (20) to screw plug (21) and assemble to
housing
-Assemble screw plug (19) to housing
-Assemble outer sleeve and components to housing as described
in air piston assembly section.

1
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
10
PART NUMBER FOR ORDERING
+
Cover
model 8248.B( )-1
model 8248-B( )-2
model 8248.B( )-3
Pipe Plug
Adapter
Lock Washer
Trip Bracket
Adjustment Screw “A”
models 8248-B( )-1 and 8248-B( )-2
model 8248-B( )-3.
Adjustment Screw “B”
model 8248-B( )-1
models 8248-B( )-2 and 8248-B( )-3
Nut (2 req’d)
Pipe Nipple
model 8248-B( )-1
models 8248-B( )-2 and 8248-B( )-3
Valve Housing
models 8248-B( )-1 and 8248-B( )-2
model 8248-B( )-3
“0” Ring (3 req’d)
Cap (2 req’d ).
: : :
‘0” Ring (2 req’d )
Valve Body
‘0” Ring (5 req’d)
‘0” Ring (2 req’d)
Check Valve (2 req’d)
Spring (2 req’d)
Screw Plug.
“0” Ring
Screw Plug
“0” Ring (2 req’d )
Needle Valve (2 req’d)
Pipe Plug (2 req’d)
Button Bleed Valve (2 req’d)
Stud
“0” Ring
“0” Ring
Screw (2 req’d)
Washer (2 req’d) : :
-Housing and Valve Assembly
includes items 10 thru 30
models 8248-B( )-1 and 8248-B( )-2
models 8248-B( )-3
‘0” Ring
Bearing Race
Piston
Seal (2 req’d)
Air Cylinder
model 8248-B( )-1
model 8248-B( )-2
model 8248-B( )-3
Retaining Ring
“0” Ring
Muffler Cap
“0” Ring
Screen
Outer Sleeve
model 8248-B( )-1
model 8248-B( )-2
model 8248-B( )-3
Torque Pin
Muffler
Manifold (includes items 45 and 46)
Set Screw
“0” Ring (2 req’d )
Thread Guard
Piston Rod
model 8248-B( )-1
model 8248-B( )-2
model 8248 B( ) 3
40294-1
40294
40294-2
Y227-2-L
44883
Y14-616
41713-2
40292-2
40292-3
40857-5-1
40857-7-1
40285
40799
34276
46696
Y325-12
40287
41082
Y325-2
39587
35733
39652
Y325-3
38863
Y325-7
48441-1
Y227-2-L
24130
16558
Y325-26
Y325-24
Y154-19
Y14-4
40813-1
40813-2
41534
42364
39459-1
35922
39458-1
39458
39458-2
39471
Y325-16
39456
Y325-24
39461
10750
30295
10800
40297-1
13551-2
41204
Y29-82
Y325-29
35912
40751-1
40293-1
408011
49
50
51
52
53
55
56
58
59
60
61
62
63
64
66
67
68
69
70
71
73
74
75
76
77
78
80
82
83
84
85
89
90
91
92
93
95
96
98
99
100
101
102
103
104
105
106
107
PART NUMBER FOR ORDERING
Retaining Ring
“0” Ring (2 req’d)
Motor Housing
models 8248.B( )-1 and 8248-B( )-2
model 8248-B( )-3
Cap
Shield
Rear End Plate
Bearing
Rotor
7 teeth, used with motor ass’y 33654-2
12 teeth, used with motor ass’y 34746-2
Blade (5 req’d)
Roll Pin
Roll Pin
Cylinder (Includes items 60 and 61)
Cylinder (Includes item 60)
Front End Plate, used with motor 33654-2
Bearing
Front End Plate, used with motor 34746-2
Bearing
Motor Assembly
for 2700 r.p.m. models
for 900, 4400 and 19000 r.p.m. models
Spacer
Spacer
Bearing
Shaft (2 req’d)
Spindle
Gear (2 req’d) 20 teeth
Shaft (2 req’d)
Spindle
Gear (2 req’d) 17 teeth
Shaft (2 req’d)
Spindle
Spacer
Ring Gear
Retaining Ring
Ring Gear (includes grease fitting 35967)
used with 4 83:1 gearing (46 teeth)
used with 8:1 gearing (49 teeth)
Bearing (2 req’d)
Spindle Nut
Auxiliary Gearing Ass’y (4.83:1), includes
Items 70 (2 req’d), 77 (2 req’d), 78 (2
req’d), 79, 80, 81 and 82
Drive Gearing Ass’y (4.83:1), includes items
70, 75 (2 req’d), 76, 77 (2 req’d ), 83, 84
and 85
Drive Gearing Ass’y (8.1), includes items 70,
71 (2 req’d ), 73, 74 (2 req’d ), 83, 84 and
85
Driving Dog
Adapter
Driving Spindle
Bearing
Lock Ring
Retaining Ring
Retaining Ring
Bearing
Retaining Ring
Driving Gear
Needle Roller
‘C” Clip (2 req’d )
Body
Nylon Washer (6 req’d )
Gear (2 req’d)
Needle Bearing (4 req’d)
Spacer (2 req’d)
Nylon Washer (2 req’d)
Oil Reservoir
Roll
Pin
(2 req’d)
.
Y145-20
Y325-13
40296
40802
39466
39465
33096
38232
33026-1
34734-1
32860
33416
Y178-1
33397
34747
33024
32851
34742
Y65-8
33654-2
34746-2
34737
33018
32850
38251
39467
33048
38722
39468
34745
34735
35915
34736
35914
35900
39481
39482
48305-1
38893-1
36017
47370
47371
45979
46394-2
46394-3
46394-4
46394-7
46028
46394-6
46394-5
46394-10
46394-11
46394-9
46394-19
46394-14
46394-18
46394-15
46394-17
46394-16
46394-13
46394-26
Y178-46

108
PART NUMBER FOR ORDERING
t
PART NUMBER FOR ORDERING
M106
Spindle Assembly (2 req’d)
with “T” stamped on housing
with “B” stamped on housing
109
Set Screw (2 req’d)
110
Spring Washer (2 req’d)
111
Adjustment Screw (2 req’d )
112 Collet (2 req’d )
113 Gear
114
Link Bearing
115
Washer
116
117
Needle Cage
Foam Strip
118
Turret
119
Thrust Race
47368-( )
47757-154
47757-155
47757-159
47757-285
47757-284
47757-156
47757-157
46394-27-T
46394-27-B
46394-24
46394-21
46394-20
I
120
121
122
123
124
125
126
127
Roller (6 req’d)
Thrust Race
Sleeve
Needle Roller (20 req’d)
Oil Seal
Spindle
47757-158
47757-306
47757-153
47757-237
47757-286
47757-152
PARTS NOT SHOWN
Set Screw (in body) (2 req’d.)
Wrench - open end (8mm)
Wrench - box end (8mm)
Wrench - hex (3mm) (2 req’d.)
Wrench - hex (3mm)
Plate
Screw (2 req’d)
BASIC REMOTE CONTROL FOR START
AND EMERGENCY RETRACT FUNCTIONS
3 WAY
PALM BUTTON VALVE MODEL
461 3 WITH OUARO 20975 IRECESSED
GRELN 6”TTONI WSTANT T”6E CON
NECWJNS AN0 SPRlNG RETVRN
lECTOR 69474 om*
a UDIL
11 EMERGENCY
45984
46394-29
46394-30
46394-32
46058
48440-1
Y211-1
Model No. Color Size
59690-004 White 5/32
59690-104
Black
1 5/32
59690-204
Green
I 5/32
IN WC PORT
d SUPPLY
59690-404
59690-504
59690-604
59690-704
*packaged
10
to a box
REMOTE OPERATION
Remote operation of the unit may be achieved by connecting a 3-way valve to the remote start and/or remote retract ports, as shown above
TO START - depress the remote button momentarily. The unit will advance the drill to a pre-set depth and
automatically
retract to the initial position whereupon the
unit will stop.
EMERGENCY RETRACT - depress the emergency button momentarily.This signal to the unit will shift the built-m pressure operated valve, commanding the unit to
retract immediately to the initial position whereupon the unit will stop
NOTE: MANUAL START and EMERGENCY RETRACT buttons on the tool are fully operational even when remote control is used The manually operated buttons
can be used when setup is required.
Shown below is the same system in schematic form
SUPPLY
11

47368-( ) COLLETS
COLLET
BORE
ACCEPTS
COLLET
BORE
ACCEPTS
PART
DIA. DRILL SIZE
PART
DIA. DRILL SIZE
NUMBER
(REF.) INCH NO. MM
NUMBER
(REF.) INCH NO. MM
47368-1 .039
61 1.0
47368-17 .102
38 26
47368-2 .043
57 1.1
47368-18 .106
36 27
47368-3 .047
3/64 56 1.2
47368-19 .110
7/64 35
20
47368-4 .052
55 1.3
47368-20 .114
33 29
47368-5 .055
54 1.4
47368-21 .118
32 30
47368-6 .059
53 1.5
47368-22 .122
31 31
47368-7 .063
1/16 52 1.6
47368-23 .126
1/8
32
47368-8 .067
51 1.7
47366-24 .130
30 33
47368-9 .071
50 1.8
47368-25 .134
29 34
47368-10 .075
48 1.9
47368-26 .136
35
47368-11 .079
5/64 47 2.0
47368-27 .142
9/64 28
36
47368-12 .083
45 2.1
47368-28 .146
26 37
47368-13 .087
44 2.2
47368-29 .150
25 38
47368-14 .091
43 2.3
47368-30 .154
23 39
47368-15 .094
3/32 42 2.4
47368-31 .157
5/32 22
40
47360-16 .098
40 2.5
NOTE: COLLETS ARE NOT FURNISHED WITH DUAL SPINDLE ATTACHMENT - COLLETS MUST BE ORDERED SEPARATELY.
SERVICE KIT NO. 41205-l
SERVICE KIT NO. 41310-1
(FOR SERVICING ONE MODEL 8248-B( )-1, -2, -3 EXCEPT
MODEL 8248-B30-1,
-2, -3 SEE KIT NO. 41310-1)
CITY. PART NO. DESCRIPTION
QTY. PART NO. DESCRIPTION
1 Y65-8
Bearing
2 Y325-2
“0” Ring
1
38232 Bearing
“0”
Y325-7 “0”
Ring
5
32860 Blade
Ring
2
35733 . Spring
2 Y325-12 “0”
Ring
2
35922 Seal
2 Y325-13 “0”
Ring
1
39461 Screen
1 Y325-16 “0”
Ring
1
39466 Cap
2 Y32524 “0”
Ring
1
41795 Motor Oil
1 Y325-26 “0”
Ring
1
41799 Gear Lube
3 34276 “0”
Ring
1
41954 “0” Ring Lube
5 41082 “0”
Ring
1 41534 “0”
Ring
(FOR SERVICING ONE
MODEL 8248-B30-1.
-2, -3)
QTY. PART NO. DESCRIPTION
QTY. PART NO. DESCRIPTION
-i- 32851 Bearing
2 Y325-2
“0” Ring
1 38232 Bearing
1
Y325-3 “0” Ring
5 32860 Blade
2 Y 325-7
“0” Ring
2 35733 Spring
2 Y325-12
“0” Ring
2 35922 Seal
2 Y325-13
“0” Ring
1 39461 Screen
1 Y325-16
“0” Ring
1 39466 Cap
“0” Ring
1 41795 Motor Oil
“0” Ring
1 41799 Gear Lube
3 34276
“0” Ring
1 41954 “0” Ring Lube
5 41082
“0” Ring
1 41534
“0” Ring
TROUBLE SHOOTING
LISTED BELOW ARE SOME OF THE MOST COMMON CAUSES FOR THE SELF-FEED DRILL TO MALFUNCTION. MALFUNCTIONS BEYOND THE
SCOPE OF THIS MANUAL SHOULD BE BROUGHT TO THE ATTENTION OF YOUR ARO REPRESENTATIVE OR RETURNTHE TOOL TO FACTORY
FOR REPAIR.
CONDITION POSSIBLE CAUSE
Failure to feed or irregular
or erratic feed.
Low speed or motor fails
to operate.
Motor continues to run
after retraction.
Failure to retract.
12
1. Inadequate air supply.
2. Feed control valves improperIy
adjusted.
3. Air leak around cap (12).
4. Dirt or damaged ”O” rings on
spool valve (14).
5. Clogged air passage in valve
housing.
1. Inadequate air supply.
2. Clogged air passage in valve
housing.
1. Piston
not
fully retracted.
2. Damaged “0” ring (11) inside
valve housing.
1. Improper adjustment or align-
ment between adjustment screw
and button bleed valve.
2. Feed control valves (23)
Improperly adjusted or dirty.
3. Air leak around cap (12).
4. Damaged “0” rings in muffler
cap, valve housing or spool valve
or seals on piston.
5. Flogged air passage in valve
housing.
CORRECTIVE ACTION
1. Check air supply for correct regulator adjustment (90 p.s.i.g.
max. when tool is operating).
2. Refer to set-up procedure, page 1.
3. Check for damage to ”0” ring. Check and insure caps are properly
tightened.
4. Refer to valve section, page 9, and remove spool valve. Inspect,
clean and replace “0” rings.
5 Remove valve housing from tool. Disassemble and blow all air
passages clear of debris.
1. Check air supply for correct regulator adjustment.
2. Remove valve housing from tool. Disassemble and blow all air
passages clear of debris.
1. Insure piston is not obstructed and is returned all the way back.
2 Remove valve housing from tool. Replace ”0” rings.
1. Refer to set-up procedure, page 1.
2. Check adjustment, refer to page 2. Remove, inspect and clean.
3. Check for damage to ”0” ring. Check and insure caps are properly
tightened.
4. Disassemble, inspect and replace “0” rings and/or seals.
5. Remove valve housing from tool. Disassemble and blow air
passages clear of debris.
PN 49999-070
/