Page is loading ...

CLASSIC NO. SERIES MIG GUNS
WITH VELOCITY CONSUMABLES
AIR COOLED MIG GUNS
180, 200, 300, 400, &
500 AMP
Revision: AA Issue Date: Dec. 23, 2016 Manual No.: 89200840
500
60%
UP TO
(2.4 MM)
UP TO
WIRE SIZE DUTY CYCLECURRENTQR CODE
AMPS
UP TO
3/32”
SAFETY AND OPERATING
INSTRUCTIONS
English

WE APPRECIATE YOUR BUSINESS!
Congratulations on your new Tweco product. We are proud to have you as our customer and will strive to provide
you with the best service and reliability in the industry. This product is backed by our extensive warranty and
world-wide service network. To locate your nearest distributor or service agency call 800-426-1888, or visit us
on the web at www.esab.com/tweco.
This Manual has been designed to instruct you on the correct installation and use of your Tweco product. Your
satisfaction with this product and its safe operation is our ultimate concern. Therefore, please take the time to read
the entire manual, especially the Safety Precautions. They will help you to avoid potential hazards that may exist
when working with this product.
YOU ARE IN GOOD COMPANY!
The Brand of Choice for Contractors and Fabricators Worldwide.
Tweco is a Global Brand of cutting Products for ESAB. We manufacture and supply to major welding industry
sectors worldwide including; Manufacturing, Construction, Mining, Automotive, Aerospace, Engineering, Rural
and DIY/Hobbyist.
We distinguish ourselves from our competition through market-leading, dependable products that have stood the
test of time. We pride ourselves on technical innovation, competitive prices, excellent delivery, superior customer
service and technical support, together with excellence in sales and marketing expertise.
Above all, we are committed to develop technologically advanced products to achieve a safer working environment
within the welding industry.

i
Classic No. Series MIG Gun with Velocity Consumables
Safety and Operating Instructions
Manual Number: 89200840
Published by:
ESAB Group Inc.
2800 Airport Rd.
Denton, TX. 76207
(940) 566-2000
www.esab.com/tweco
U.S. Customer Care: (800) 426-1888
International Customer Care: (940) 381-1212
Copyright © 2016 ESAB. All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any loss or damage caused by any error
or omission in this Manual, whether such error results from negligence, accident, or any other cause.
For Printing Material Specication refer to document 47X1920
Publication Date: December 23, 2016
Revision Date:
Record the following information for Warranty purposes:
Where Purchased: _______________________________________
Purchase Date: _________________________________________
Equipment Serial #: _________________________________________
!
WARNING
Read and understand this entire Manual and your employer’s safety practices before installing, operating, or servicing the
equipment.
While the information contained in this Manual represents the Manufacturer's best judgement, the Manufacturer as-
sumes no liability for its use.

ii
Be sure this information reaches the operator.
You can get extra copies through your supplier.
CAUTION
These INSTRUCTIONS are for experienced operators. If you are not fully familiar with the
principles of operation and safe practices for arc welding and cutting equipment, we urge
you to read our booklet, “Precautions and Safe Practices for Arc Welding, Cutting, and
Gouging,” Form 52-529. Do NOT permit untrained persons to install, operate, or maintain
this equipment. Do NOT attempt to install or operate this equipment until you have read
and fully understand these instructions. If you do not fully understand these instructions,
contact your supplier for further information. Be sure to read the Safety Precautions be-
fore installing or operating this equipment.
USER RESPONSIBILITY
This equipment will perform in conformity with the description thereof contained in this manual and accompanying labels and/or inserts when installed, operated,
maintained and repaired in accordance with the instructions provided. This equipment must be checked periodically. Malfunctioning or poorly maintained equipment
should not be used. Parts that are broken, missing, worn, distorted or contaminated should be replaced immediately. Should such repair or replacement become
necessary, the manufacturer recommends that a telephone or written request for service advice be made to the Authorized Distributor from whom it was purchased.
This equipment or any of its parts should not be altered without the prior written approval of the manufacturer. The user of this equipment shall have the
sole responsibility for any malfunction which results from improper use, faulty maintenance, damage, improper repair or alteration by anyone other than the
manufacturer or a service facility designated by the manufacturer.
!
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERATING.
PROTECT YOURSELF AN D OTHERS!

iv
Table of Contents
SECTION 1: Safety Precautions ..............................................................................................1
1.01 Safety Precautions .........................................................................................................................................1
1.02 Mesures de sécurité .......................................................................................................................................2
SECTION 2: Introduction .......................................................................................................4
2.01 How to Use this Manual .................................................................................................................................4
2.02 Receipt of Equipment ....................................................................................................................................4
2.03 Description ....................................................................................................................................................4
SECTION 3: MIG GUN SPECIFICATIONS .....................................................................................5
3.01 MIG Gun Classication ...................................................................................................................................5
3.02 Duty Cycle ...................................................................................................................................................... 5
3.03 MIG Gun Part Number Identication..............................................................................................................5
SECTION 4: MIG Gun Installation ............................................................................................6
4.01 Direct Plug MIG Gun Installation .................................................................................................................... 6
SECTION 5: Classic No. Series with Velocity Maintenance .........................................................7
5.01 Installing or Replacing Velocity Contact Tip ...................................................................................................7
5.02 Conduit Removal ...........................................................................................................................................7
5.03 Conduit Installation .......................................................................................................................................8
5.04 Installing/Replacing Stainless Steel Sleeve / Lock Collar ................................................................................8
5.05 Replace Conductor Tube .................................................................................................................................9
SECTION 6: Cablehoz® Repair ...............................................................................................12
6.01 Cablehoz® Repair .........................................................................................................................................12
SECTION 7: Troubleshooting ................................................................................................ 13
SECTION 8: Consumables.....................................................................................................14
8.01 Nozzles and Tips ..........................................................................................................................................14
8.02 Conduit Liners..............................................................................................................................................16
SECTION 9: Replacement Parts ............................................................................................18
SECTION 10: Statement of Warranty ....................................................................................23
10.01 Warranty Schedule ......................................................................................................................................23

CLASSIC NO. SERIES MIG GUNS W/VELOCITY
1
89200840
SECTION 1: SAFETY PRECAUTIONS
1.01 Safety Precautions
!
WARNING
SERIOUS INJURY OR DEATH may result if welding and cutting equipment is not properly installed, used, and maintained.
Misuse of this equipment and other unsafe practices can be hazardous. The operator, supervisor, and helper must read
and understand the following safety warnings and instructions before installing or using any welding or cutting equip-
ment, and be aware of the dangers of the welding or cutting process. Training and proper supervision are important for
a safe work place. Keep these instructions for future use. Additional recommended safety and operating information is
referenced in each section.
!
WARNING
This product contains chemicals, including lead, known to the State of California to cause birth defects and other repro-
ductive harm. Wash hands after handling.
ELECTRIC SHOCK CAN CAUSE INJURY OR DEATH
Install and maintain equipment in accordance with the National Electrical Code (NFPA 70) and local codes. Do not service
or repair equipment with power on. Do not operate equipment with protective insulators or covers removed. Service or
repair to equipment must be done by qualied and/or trained personnel only.
Do not contact electrically live parts. Always wear dry welding gloves that are in good condition. Aluminized, protective
clothing can become part of the electrical path. Keep oxygen cylinders, chains, wires, ropes, cranes, and hoists away
from any part of the electrical path. All ground connections must be checked periodically to determine if they are mechanically strong,
and electrically adequate for the required current. When engaged in AC welding/cutting under wet conditions or where perspiration
is a factor, the use of automatic controls for reducing the no load voltage is recommended to reduce shock hazards. Accidental contact
must be prevented when using open circuit voltage exceeding 80 volts AC, or 100 volts DC by adequate insulation or other means. When
welding is to be suspended for any length of time, such as during lunch or overnight, all electrode holders and electrodes should be
removed from the electrode holder and the power supply should be turned o to prevent accidental contact. Keep MIG Guns, electrode
holders, TIG torches, Plasma torches, and electrodes away from moisture and water.
SMOKE, FUMES, AND GASES CAN BE DANGEROUS TO YOUR HEALTH
Ventilation must be adequate to remove smoke, fumes, and gases during operation to protect operators and others
in the area. Vapors of chlorinated solvents can form the toxic gas “Phosgene” when exposed to ultraviolet radiation
from an electric arc. All solvents, degreasers, and potential sources of these vapors must be removed from the operating
area. Use air-supplied respirators if ventilation is not adequate to remove all fumes and gases. Oxygen supports, and
vigorously accelerates re and should never be used for ventilation.
ARC RAYS, HOT SLAG, AND SPARKS CAN INJURE EYES AND BURN SKIN
Welding and cutting processes produce extreme localized heat and strong ultraviolet rays. Never attempt to weld/
cut without a federally compliant welding helmet with the proper lens. A number 12 to 14 shade lter lens provides
the best protection against arc radiation. When in a conned area, prevent the reected arc rays from entering around
the helmet. Approved shielding curtains and appropriate goggles should be used to provide protection to others in
the surrounding area. Skin should be protected from arc rays, heat, and molten metal. Always wear protective gloves
and clothing. All pockets should be closed and cus sewn shut. Leather aprons, sleeves, leggings, etc. should be worn for out-of-position
welding and cutting, or for heavy operations using large electrodes. Hightop work shoes provide adequate protection from foot burns.
For added protection, use leather spats. Flammable hair preparations should not be used when welding/cutting. Wear ear plugs to
protect ears from sparks. Where work permits, the operator should be enclosed in an individual booth painted with a low reective
material such as zinc oxide.
WELDING SPARKS CAN CAUSE FIRES AND EXPLOSIONS
Combustibles reached by the arc, ame, ying sparks, hot slag, and heated materials can cause re and explosions.
Remove combustibles from the work area and/or provide a re watch. Avoid oily or greasy clothing as a spark may
ignite them. Have a re extinguisher nearby, and know how to use it. If welding/cutting is to be done on a metal wall,
partition, ceiling, or roof, precautions must be taken to prevent ignition of nearby combustibles on the other side. Do
not weld/cut containers that have held combustibles. All hollow spaces, cavities, and containers should be vented
prior to welding/cutting to permit the escape of air or gases. Purging with inert gas is recommended. Never use oxygen
in a welding torch. Use only inert gases or inert gas mixes as required by the process. Use of combustible compressed gases can cause
explosions resulting in personal injury or death. Arcing against any compressed gas cylinder can cause cylinder damage or explosion.

2
CLASSIC NO. SERIES MIG GUNS W/VELOCITY
89200840
NOISE CAN DAMAGE HEARING
Noise from the air carbon-arc process can damage your hearing. Wear protective hearing devices to ensure protection
when noise levels exceed OHSA standards. Adequate hearing protection devices must be worn by operators and
surrounding personnel to ensure personal protection against noise.
SAFETY AND OPERATING REFERENCES
1. Code of Federal Regulations (OSHA) Section 29, Part 1910.95, 132, 133, 134, 139, 251, 252, 253, 254 and 1000. U.S. Government
Printing Oce, Washington, DC 20402.
2. ANSI Z49.1 “Safety in Welding and Cutting”.
3. ANSI Z87.1 “Practice for Occupational and Educational Eye and Face Protection”.
4. ANSI Z88.2. “Standard Practice for Respiratory Protection”. American National Standards Institute, 1430 Broadway, New York,
NY 10018.
5. AWS F4.1. “Recommended Safe Practices for Welding and Cutting Containers”.
6. AWS C5.3. “Recommended Practices for Air Carbon-Arc Gouging and Cutting”. The American Welding Society, 550 NW Lejeune
Rd., P.O. Box 351040, Miami, FL 33135.
7. NFPA 51B. “Fire Prevention in Cutting and Welding Processes”.
8. NFPA-7. “National Electrical Code”. National Fire Protection Association, Battery Park, Quincy, MA 02269.
9. CSA W117.2. “Safety in Welding, Cutting and Allied Processes”. Canadian Standards Association, 178 Rexdale Blvd., Rexdale,
Ontario, Canada M9W 1R3.
1.02 Mesures de sécurité
!
AVERTISSEMENT
DES BLESSURES GRAVES OU MORTELLES peuvent résulter d’une installation, d’un usage ou d’un entretien inadéquat de
l’équipement de soudage et de découpage. Une mauvaise utilisation de cet équipement et d’autres pratiques risquées
peuvent être dangereuses. L’opérateur, le superviseur et l’aide doivent lire et comprendre les avertissements et les
instructions de sécurité suivantes avant d’installer ou d’utiliser tout équipement de soudage ou de découpage et être
conscients des dangers inhérents aux processus de soudage et de découpage. Une formation et une supervision adaptées
sont importantes pour assurer un lieu de travail sûr. Gardez ces instructions pour une utilisation future. Chaque section
comporte des informations supplémentaires de sécurité et de fonctionnement.
!
AVERTISSEMENT
Ce produitcontient des produits chimiques, notamment du plomb, reconnu par l'Étatde la Californie pour causerdes mal-
formations congénitaleset d'autresdommages touchant le système reproductif. Se laver les mainsaprès manipulation.
UN CHOC ÉLECTRIQUE PEUT CAUSER DES BLESSURES OU LA MORT
L’installation et l’entretien de l’équipement doivent être conformes au Code national de l’électricité NFPA 70 et aux codes locaux.
N’eectuez pas l’entretien ou la réparation d’équipement en marche. N’opérez pas l’équipement sans isolateurs ou caches de protection.
L’entretien ou la réparation de l’équipement doivent être eectués uniquement par un technicien qualié ou par du personnel formé.
Ne touchez pas aux pièces électriques chargées. Portez toujours des gants de soudage au sec et en bon état. Les vêtements de
protection aluminisés peuvent devenir une partie du chemin électrique. Éloignez les bouteilles d’oxygène, les chaînes, les câbles
métalliques, les appareils de levage, les treuils et les élévateurs de toute partie du circuit électrique. Toutes les liaisons de terre doivent être vériées
périodiquement pour déterminer si elles sont solides et appropriées au courant demandé. En cas de soudage ou de découpage en courant alternatif
dans des conditions d’humidité ou de chaleur où l’opérateur risque de transpirer, il est recommandé d’utiliser des contrôles automatiques pour
réduire la tension à vide et ainsi diminuer les risques de choc électrique. Lorsque le procédé de soudage et de découpage exige des valeurs de
tension en circuit ouvert dans des machines à courant alternatif supérieur à 80 volts ou dans des machines à courant continu supérieur à 100
volts, il faut prendre des mesures pour empêcher un contact accidentel en prévoyant une isolation adéquate ou d autres moyens. Lorsqu’il faut
interrompre les activités de soudage pendant un certain temps, à l’heure du repas ou la nuit, par exemple, il faut enlever toutes les électrodes
du porte-électrode et mettre hors tension l’alimentation pour éviter tout contact accidentel. Gardez les pistolets MIG, les porte-électrodes, les
torches TIG, les torches à plasma et les électrodes loin de l’humidité et de l’eau.

4
CLASSIC NO. SERIES MIG GUNS W/VELOCITY
89200840
SECTION 2: INTRODUCTION
2.01 How to Use this Manual
To ensure safe operation, read the entire manual, including the chapters on safety instructions and warnings. Throughout
this manual, the words WARNING, CAUTION, and NOTE may appear. Pay particular attention to the information provided
under these headings. These special annotations are easily recognized as follows:
NOTE!
An operation, procedure, or background information which requires additional emphasis or is helpful in ecient opera-
tion of the system.
!
CAUTION
A procedure which, if not properly followed, may cause damage to the equipment.
!
WARNING
A procedure which, if not properly followed, may cause injury to the operator or others in the operating area.
WARNING
Gives information regarding possible electrical shock injury. Warnings will be enclosed in a box such as this.
2.02 Receipt of Equipment
When you receive the equipment, check it against the invoice to make sure it is complete and inspect the equipment for
possible damage due to shipping. If there is any damage, notify the carrier immediately to le a claim. Furnish complete
information concerning damage claims or shipping errors to the location in your area, listed on the back cover of this
manual. Include a full description of the parts in error.
2.03 Description
Tweco Classic MIG Guns are furnished with rear connections to t directly into most Miller
®
, Lincoln
®
, and Euro connection
wire feeders. These guns are referred to as Direct Plug MIG Guns. Tweco Classic MIG guns are also furnished with the time-
proven MIG-Kwik connection. The MIG-Kwik connection, when utilized with a Tweco adapter kit, allows a Tweco Classic
MIG gun to be installed on almost any wire feed system. For a listing of available adapter kits, see the Tweco Adapter Kit
Listing, Form No. TAKL-97, or call Tweco Customer Care.
Miller is registered trademark of Illinois Tool Works, Inc. Lincoln is a registered trademark of Lincoln Electric Co. The aforementioned registered trademarks are no way aliated with Tweco Products, Inc.
or ESAB. Tweco Classic is a registered trademark of ESAB.

CLASSIC NO. SERIES MIG GUNS W/VELOCITY
5
89200840
SECTION 3: MIG GUN SPECIFICATIONS
3.01 MIG Gun Classication
Process MIG/MAG welding
Method of Guidance Manually guided
Type of Cooling Air
Type of Shielding Gas All types
3.02 Duty Cycle
Tweco Classic with Velocity MIG Guns (180, 200, 300, 400, and 500 Amps) with CO
2
(Carbon Dioxide) are rated at 60%
duty cycle per IEC 60974-7.
3.03 MIG Gun Part Number Identication
NOTE!
Classic MIG guns, as a general rule, have a specic nomenclature incorporated within each part number to help determine
the wire size of each MIG gun.
Example Part Number:
Miller Rear Connection, 400 AMP 15 foot (5M) Cable
No. SeriesConnection
Style
354515V M 4
Velocity Length Wire size
Connection Style Brand
No letter Tweco
M Miller
L Lincoln
X Euro

6
CLASSIC NO. SERIES MIG GUNS W/VELOCITY
89200840
SECTION 4: MIG GUN INSTALLATION
NOTE!
Be certain that the end user (welder, operator, or helper) reads and understands these instructions. Be certain that the
welder also reads Section 2 “Safety Precautions.”
!
WARNING
Electric shock can cause injury or death.
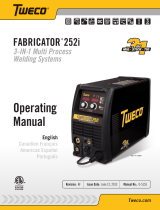
POWER
SOURCE
WIRE FEEDER
GROUND
WORK PIECE
GUN
Figure 1: Standard MIG Gun Installation
4.01 Direct Plug MIG Gun Installation
Direct plug MIG guns install by directly inserting the rear connector plug into the feeder wire guide outlet (see gure 2) and
tightening the plug retaining screw. All models of MIG guns, except the Euro-Kwik guns, require a control wire assembly
to attach the MIG gun trigger leads to the feeder. The control wire assemblies plug into the rear connector case of the MIG
gun, and into the control wire receptacle on the feeder. Euro-Kwik connections are installed by inserting the gun connection
into the feeder receptacle, aligning the conduit plug rst, then the gas plug. Push until all ttings are seated, then tighten
the nut hand tight as shown in gure 3.
Figure 2
Figure 3

CLASSIC NO. SERIES MIG GUNS W/VELOCITY
7
89200840
SECTION 5: CLASSIC NO. SERIES WITH VELOCITY MAINTENANCE
This section discusses servicing and or replacing various components of the Classic No. Series MIG Gun.
!
WARNING
Disconnect power from MIG Gun before servicing.
5.01 Installing or Replacing Velocity Contact Tip
Avoid excessive consumables wear by periodically rotating tips.
Increase consumables life by occasionally rotating tips.
!
CAUTION
While nozzle and contact tip are removed, maintain an adequate distance of the wire from metal objects to avoid burn-
backs to conduit or conductor tube.
1. (REPLACING) Remove worn nozzle and tip. (Clean nozzle if reusing.)
2. (NEW INSTALL) Slide new contact tip over the conduit end
and into the conductor tube end.
3. Replace the nozzle. Hand tighten. (Nozzle secures tip).
NOTE!
For proper operation the nozzle MUST be tight.
4. Trim wire to desired stick out. (Refer to Section 5.03 for trimming instructions.)
The MIG gun is now ready operation.
5.02 Conduit Removal
1. Lay the Mig Gun out on a table or on the oor in a straight line. Make sure the gun is fully extended and all
twists in the cable are removed.
2. Remove the nozzle and contact tip.
NOTE!
On Miller® Direct Plug Mig Guns, remove the nipple on the end of the connector plug. On Euro-Kwik® connections,
remove the conduit retaining cap.
3. Loosen the conduit set screw in the front of the gun. Then loosen the conduit set screw in the rear connector
plug.
4. Grip the conduit stop and remove the conduit with a twisting motion. On Miller
®
Direct Plug Mig Guns, twisting
the rear of the gun approximately one revolution clockwise will raise the conduit stop out of the connector plug
recess.

8
CLASSIC NO. SERIES MIG GUNS W/VELOCITY
89200840
5.03 Conduit Installation
1. Uncoil the conduit and lay it in a straight line. Insert the conduit into the rear connector plug. Push the conduit
into the gun with short strokes. If the conduit hangs up, twist the conduit counterclockwise or gently whip the
cable while applying pressure to the conduit.
2. When the conduit is completely in the gun, tighten the rear conduit set screw. On Miller
®
guns, reinstall the
nipple. On Euro-Kwik
®
guns, reinstall the conduit retaining cap.
3. Trim the conduit extending from the conductor tube to the appropriate length; reference below for cut lengths.
Stainless Steel
Sleeve end
Score on nozzle end
Nozzle
CUT
Method I
CUT
Conduit Trim Length
3/8”
(9 mm to 10 mm)
Stainless Steel
Sleeve end
Method II
4. Inspect the cut conduit end to remove burrs because they could interfere with wire feeding or conict with the
conduit seating inside the velocity tip. Remove burrs with a le or side cutter.
5. Insert the contact tip and HAND tighten the nozzle.
The Mig Gun is now ready to be reinstalled on the feeder.
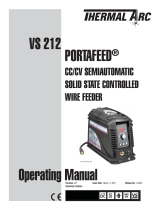
5.04 Installing/Replacing Stainless Steel Sleeve / Lock Collar
The Stainless Steel Sleeve is held in place by one screw (some models have two screws) and the sleeve holds the lock
collar assembly in place.
SCREW (SLEEVE)
Lock collar and wave spring are held
in place by the stainless steel sleeve.
STAINLESS STEEL SLEEVE
CONDUCTOR TUBE END
Tighten until screw head bottoms out.
Figure 4
1. Remove the front end consumables from the conductor tube.
2. Using a 5/64" Hex wrench remove the Sleeve Screw(s) and slide the Stainless Steel Sleeve o the conductor
tube end.
Notice that the Lock Collar assembly is now loose.
3. If the Lock Collar assembly is being replaced, remove the assembly now.

CLASSIC NO. SERIES MIG GUNS W/VELOCITY
9
89200840
a) Clean conductor tube end and lock collar seat on the conductor tube.
b) Assemble the Lock Collar parts in this order and slide onto the conductor tube end.
Lock Collar
Spring Washer Snap Ring
Figure 5
4. Slide the Stainless Steel Sleeve onto the conductor tube end.
5. Align the set screw with the threaded hole in the conductor tube and tighten until the screw bottoms out. Do
not overtighten.
The conductor tube Stainless Steel Sleeve replacement is complete. Trim the conduit and install the consumables.
5.05 Replace Conductor Tube
Read and follow all safety instructions in this manual. See Section 9: Replacement Parts for Velocity Conductor Tube
Assembly part numbers.
!
WARNING
Remove MIG Gun from the feeder prior to beginning these steps.
TOOLS REQUIRED
Snips or side cutter, crimpers, 5/32 hex wrench, 7/32 hex wrench, and standard Phillips-head screwdriver
Remove and Replace Conductor Tube
The conductor tube is attached to the MIG Gun handle by two set screws on the bottom of the handle. To remove:
1. Remove the front end consumables from the conductor tube.
2. Remove conduit liner.
3. Lay MIG Gun on side, screw side up and remove all handle screws at
the front of the gun handle. Open top handle case and lift trigger
from lower handle. Disconnect the wires from the trigger switch
and fold back. Set both aside.
4. Lift the conductor tube assembly from the back handle case. Set the case aside.
5. Fold back any other wires. Remove any tape banding or banded clamps from the tubing side of the assembly.
Metal cutting snips may be required to remove some banded clamps.

10
CLASSIC NO. SERIES MIG GUNS W/VELOCITY
89200840
6. Place brass connector in a vise with set screws face up.
7. Use a 7/32 hex wrench to loosen the set screws.
8. Remove conductor tube from the brass connector. Optionally, cut the tubing at the brass connector to allow for
an easier conductor tube removal.
9. Set brass connector aside and discard old conductor tube.
10. Without cutting into the inner tubing, wires, or copper wire, trim
the tubing outer sheath 2-1/2” back from existing end of the tubing.
2”-2.5”
11. Cut o the inner tubing at 1/4” - 3/8” longer than the outer sheath.
(Do not trim copper strands.) The cut end of the inner tubing needs
to be square and clean of any tears or burrs.
Cut
12. Insert the copper wire into the brass connector and set the clamp
block inside the brass connection on top of the copper wire.
13. Flare out the end of the inner tubing.
14. Prepare the conductor tube nipple end with a light coat of multi-
purpose white glue (PVA).
15. Position the brass connector with the copper wire and clamp block
next to the set screws in the brass connector. Slide the conductor
tube nipple end through the brass connector and into the end of
the inner tubing. The tubing outer sheath should be near or against
the side of the brass connector. The conductor tube shoulder should
be on the other side and against the brass connector with the extra
copper wire exposed.
16. Conrm the tube is correctly aligned with the brass connector and
tighten the brass connection set screws.

CLASSIC NO. SERIES MIG GUNS W/VELOCITY
11
89200840
17. Trim excess copper wire from conductor tube side of brass
connection.
18. Secure the cable hose with a band clamp. Tape down the two extra
lead wires.
19. Recap trigger wire ends.
20. Connect trigger wires to trigger. Angle the capped ends of the trigger
wires towards the trigger leaves.
21. Re-assemble the handle making sure the wires are not pinched.
22. Trim conduit liner.
Stainless Steel
Sleeve end
Score on nozzle end
Nozzle
CUT
23. Check the length of conduit extending from the conductor tube front end and adjust if necessary.
24. Tighten the conduit set screw down against the liner. Do not
overtighten to avoid damages to the liner.
Set Screw
25. Install consumables.
!
WARNING
Do not point MIG Gun towards your face.
26. Plug the MIG Gun into the welding machine and feed wire until it appears out the front of the MIG Gun.
27. Trim excess wire.
28. The MIG Gun is ready for use.

12
CLASSIC NO. SERIES MIG GUNS W/VELOCITY
89200840
SECTION 6: CABLEHOZ® REPAIR
6.01 Cablehoz® Repair
If you should nd it necessary to repair Cablehoz connection(s), repair instructions can be found at
www.esab.com/tweco our website.
RED
WHITE
BLACK
BLACK
RED
WHITE
BLACK
BLACK
TRIGGER
NOT USED
NOT USED
BLUE
BROWN
CONTROL WIRE
CABLEHOZ
{
Figure 6

CLASSIC NO. SERIES MIG GUNS W/VELOCITY
13
89200840
SECTION 7: TROUBLESHOOTING
Contact tips and nozzles should be cleaned frequently. Spatter buildup may cause bridging between nozzle and tip. This
could cause electrical shorting between the nozzle and work piece as well as poor or improper gas ow. Regularly inspect
the conductor tube, handle, cable, and other parts of the MIG Gun for abrasion, cuts, or undue wear. Replace or repair any
parts found decient. Refer to www.tweco.com for MIG Gun troubleshooting chart(s).

14
CLASSIC NO. SERIES MIG GUNS W/VELOCITY
89200840
SECTION 8: CONSUMABLES
8.01 Nozzles and Tips
Velocity Nozzle Identication
VNM50FS
Velocity
Nozzle
Blank=Std Recess
F=Flush
P=Protrude
R= Recess ¼” (6.35mm)
FAS=Spot Weld
FC=Flux Core
S=Light Duty
M=Medium Duty
H=Heavy Duty
ET=Extended Taper
Orifice Opening Size:
37=3/8” 62=5/8”
50=1/2” 75=3/4”
Blank= Fixed Threaded
S=Adjustable Slip
Nozzle Convention
2 Knurl Rings VNM
3 Knurl Rings VNH
4 Knurl Rings VNET
Medium Duty Heavy Duty
Velocity Contact Tip Identication
VTMA30
Velocity
Tip
S=Light Duty
M=Medium Duty
H=Heavy Duty
ET=Extended Taper
A=Alum
Blank=Other
Wire Size: 364=3/64”
23=0.023” 116=1/16”
30=0.030” 564=5/64”
35=0.035” 332=3/32”
40=0.040” 764=7/64”
45=0.045” 18=1/8”
Contact Tip Convention
2 Rings VTM
3 Rings VTH
4 Rings VTET
Medium Duty Heavy Duty

CLASSIC NO. SERIES MIG GUNS W/VELOCITY
15
89200840
Velocity Contact Tip Parts List
VNLFC Flux Core Nozzle 1240-1892
MEDIUM DUTY NOZZLES HEAVY DUTY NOZZLES
Part No. Description Stock No. Part No. Description Stock No.
VNM50F 1/2" Threaded Nozzle Flush VNH62 5/8" Threaded Nozzle Recess
VNM62 5/8" Threaded Nozzle Recess VNH62F 5/8" Threaded Nozzle Flush
VNM62F 5/8" Threaded Nozzle Flush VNH75 3/4" Threaded Nozzle Recess
VNM75 3/4" Threaded Nozzle Recess VNH75F 3/4" Threaded Nozzle Flush
VNM75F 3/4" Threaded Nozzle Flush VNH62S 5/8" Slip Nozzle
VNM50S 1/2" Slip Nozzle VNH75S 3/4" Slip Nozzle
VNM62S 5/8" Slip Nozzle VNS Slip Nozzle Base
VNM75S 3/4" Slip Nozzle VNH62SC 5/8" Slip Nozzle Cone Only
VNS Slip Nozzle Base VNH75SC 3/4" Slip Nozzle Cone Only
VNM50SC 1/2" Slip Nozzle Cone Only VNH622PC 5/8" 2 Piece Nozzle Assembly Recess
VNM62SC 5/8" Slip Nozzle Cone Only VNH62C 5/8" 2 Piece Nozzle Cone Only Recess
VNM75SC 3/4" Slip Nozzle Cone Only VNH62F2PC 5/8" 2 Piece Nozzle Assembly Flush
VNM62FAS 5/8" Spot Nozzle
VNH62FC 5/8" 2 Piece Nozzle Cone Only Flush
VNM75FAS 3/4" Spot Nozzle
VNH752PC 3/4" 2 Piece Nozzle Assembly Recess
VNH75C 3/4" 2 Piece Nozzle Cone Only Recess
VNH75F2PC 3/4" 2 Piece Nozzle Assembly Flush
VNH75FC 3/4" 2 Piece Nozzle Cone Only Flush
MEDIUM DUTY CONTACT TIPS HEAVY DUTY CONTACT TIPS EXTENDED TAPER CONTACT TIPS
Part No. Description Stock No. Part No. Description Stock No. Part No. Description Stock No.
VTM23 .023" (0.6 mm) 1160-1772
1160-1773
1160-1774
1160-1775
1160-1776
1160-1777
1160-1778
1160-1750 VTH30 .030" (0.8 mm) 1160-1760 VTET30 .030" (0.8 mm)
VTM30 .030" (0.8 mm) 1160-1751 VTH35 .035" (0.9 mm) 1160-1761 VTET35 .035" (0.9 mm)
VTM35 .035" (0.9 mm) 1160-1752 VTH40 .040" (1.0 mm) 1160-1762 VTET40 .040" (1.0 mm)
VTM40 .040" (1.0 mm) 1160-1753 VTH45 .045" (1.2 mm) 1160-1763 VTET45 .045" (1.2 mm)
VTM45 .045" (1.2 mm) 1160-1754 VTHA364 * 3/64" (1.2 mm) 1160-1764 VTETA364 * 3/64" (1.2 mm)
VTMA364 * 3/64" (1.2 mm) 1160-1755 VTH52 .052" (1.3 mm) 1160-1765 VTET52 .052" (1.3 mm)
VTM52 .052" (1.3 mm) 1160-1756 VTH116 1/16" (1.6 mm) 1160-1766 VTET116 1/16" (1.6 mm)
VTM116 1/16" (1.6 mm) 1160-1757 VTHA116 * 1/16" (1.6 mm) 1160-1767
VTMA116 * 1/16" (1.6 mm) 1160-1758 VTH564 5/64" (2.0 mm) 1160-1768
VTM564 5/64" (2.0 mm) 1160-1759 VTH332 3/32" (2.4 mm) 1160-1769
VTH764 7/64" (2.8 mm) 1160-1770
VTH18 1/8" (3.2 mm) 1160-1771
1240-1895
1240-1896
1240-1880
1240-1884
1240-1886
1240-1883
1240-1887
1240-1881
1240-1885
1240-1882
1240-1877
1240-1878
1240-1875
1240-1876
1240-1893
1240-1896
1240-1864
1240-1863
1240-1864
1240-1861
1240-1862
1240-1865
1240-1866
1240-1868
1240-1856
1240-1854
1240-1855
1240-1852
1240-1853
1240-1859
1240-1860
* For Aluminum
* Some parts may not be available at this time.

16
CLASSIC NO. SERIES MIG GUNS W/VELOCITY
89200840
8.02 Conduit Liners
For Use With Steel Welding Wires
160 Amp - Steel Wound
Wire Size Length Part No. Stock No.
.023" (0.6 mm) 15 ft (4.6 m)
23-40-15
1400-1123
.030" - .035"
(0.8 - 0.9 mm)
15 ft (4.6 m)
35-40-15
1400-1133
.030" - .035"
(0.8 - 0.9 mm)
20 ft (6.1 m)
35-40-20
1400-1134
.040" - .045"
(1.0 - 1.2 mm)
15 ft (4.6 m)
45-40-15
1400-1143
180-250 Amp - Steel Wound
Wire Size Length Part No. Stock No.
.030" - .035"
(0.8 - 0.9 mm)
15 ft (4.6 m)
42-3035-15
1420-1113
.030" - .035"
(0.8 - 0.9 mm)
25 ft (7.6 m)
42-3035-25
1420-1115
.040" - .045"
(1.0 - 1.2 mm)
15 ft (4.6 m)
42-4045-15
1420-1123
.040" - .045"
(1.0 - 1.2 mm)
25 ft (7.6 m)
42-4045-25
1420-1125
.052" - 1/16"
(1.3 - 1.6 mm)
15 ft (4.6 m)
42-116-15
1420-1124
300-450 Amp - Steel Wound
Wire Size Length Part No. Stock No.
.035" - .045"
(0.9 - 1.2 mm)
15 ft (4.6 m)
44-3545-15
1440-1103
.035" - .045"
(0.9 - 1.2 mm)
25 ft (7.6 m)
44-3545-25
1440-1105
.052" - 1/16"
1(.3 - 1.6 mm)
15 ft (4.6 m)
44-116-15
1440-1113
.052" - 1/16"
(1.3 - 1.6 mm)
25 ft (7.6 m)
44-116-25
1440-1115
5/64" (2.0 mm) 15 ft (4.6 m)
44-564-15
1440-1123
5/64" (2.0 mm) 25 ft (7.6 m)
44-564-25
1440-1125
3/32" (2.4 mm) 15 ft (4.6 m)
44-332-15
1440-1127
500-650 Amp - Steel Wound
Wire Size Length Part No. Stock No.
.035" - .045"
(0.9 - 1.2 mm)
15 ft (4.6 m)
45-3545-15
1450-1103
.052" - 1/16"
1.3 - 1.6 mm)
15 ft (4.6 m)
45-116-15
1450-1113
.052" - 1/16"
(1.3 - 1.6 mm)
25 ft (7.6 m)
45-116-25
1450-1115
5/64" (2.0 mm) 15 ft (4.6 m)
45-564-15
1450-1123
5/64" (2.0 mm) 25 ft (7.6 m)
45-564-25
1450-1125
3/32" (2.4 mm) 15 ft (4.6 m)
45H-332-15
1450-1133
7/64" (2.8 mm) 15 ft (4.6 m)
45H-764-15
1450-1143
1/8" (3.2 mm) 15 ft (4.6 m)
45-18-15
1450-1
153
/