Page is loading ...

Issue Date: December 8, 2009
Manual No: 89200011 Revision: A
SAFETY AND OPERATING
INSTRUCTIONS
ELIMINATOR
®
SPOOL GUN
English
Français
Español
AIR-COOLED
SSG SERIES
300 AMP

WE APPRECIATE YOUR BUSINESS!
Congratulations on your new Tweco
®
product. We are proud to have
you as our customer and will strive to provide you with the best service
and reliability in the industry. This product is backed by our extensive
warranty and worldwide service network. To locate your nearest
distributor or service agency call 800-426-1888, or visit us on the web at
www.tweco.com.
This Manual has been designed to instruct you on the correct
installation and use of your Tweco
®
product. Your satisfaction with
this product and its safe operation is our ultimate concern. Therefore,
please take the time to read the entire manual, especially the Safety
Precautions. They will help you to avoid potential hazards that may
exist when working with this product.
YOU ARE IN GOOD COMPANY!
The Brand of Choice for Contractors and Fabricators Worldwide.
Tweco
®
is a Global Brand of Welding Products for Thermadyne
Industries Inc. We manufacture and supply to major welding industry
sectors worldwide, including: Manufacturing, Construction, Mining,
Automotive, Aerospace, Engineering, Rural and DIY/Hobbyist.
We distinguish ourselves from our competition through market-
leading, dependable products that have stood the test of time. We
pride ourselves on technical innovation, competitive prices, excellent
delivery, superior customer service and technical support, together
with excellence in sales and marketing expertise.
Above all, we are committed to develop technologically advanced
products to achieve a safer working environment within the welding
industry.

i
WARNINGS
Read and understand this entire Manual and your employer’s safety practices
before installing, operating, or servicing the equipment. While the information
contained in this Manual represents the Manufacturer’s judgment, the Manufacturer
assumes no liability for its use.
Eliminator Spool Gun
Safety and Operating Instructions
Instruction Guide Number 89200011
Published by:
Thermadyne
®
Industries, Inc.
2800 Airport Rd.
Denton, TX. 76207
(940) 566-2000
www.tweco.com
U.S. Customer Care: (800) 426-1888
International Customer Care: (940) 381-1212
Copyright © 2009 Thermadyne Industries, Inc. All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the publisher is
prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any loss
or damage caused by any error or omission in this Manual, whether such error results from
negligence, accident, or any other cause.
Publication Date: December 8, 2009
Record the following information for Warranty purposes:
Where Purchased:
Purchase Date:
Equipment Serial #:

ii
Table of Contents
SECTION 1: INTRODUCTION ..................................................................................1-1
1.01 How to Use this Manual ................................................................1-1
1.02 Receipt of Equipment ....................................................................1-1
1.03 Description ....................................................................................1-1
SECTION 2: SAFETY PRECAUTIONS .....................................................................2-2
2.01 Mesures de sécurité ......................................................................2-5
2.02 Precauciones de seguridad ...........................................................2-8
SECTION 3: SPOOL GUN SPECIFICATIONS .......................................................... 3-11
SECTION 4: STANDARD SETUP ...........................................................................4-12
SECTION 5: ESG-1 (STOCK NO. 1028-1295) .......................................................5-14
SECTION 6: LOADING THE SPOOL OF WIRE ........................................................6-16
SECTION 7: PRE-WELDING PROCEDURE ............................................................7-17
SECTION 8: CHANGING OR REPLACING DRIVE ROLLS .......................................8-18
SECTION 9: CONDUCTOR TUBE & LINER REPLACEMENT ................................... 9-19
SECTION 10: WIRING SCHEMATIC .................................................................... 10-20
SECTION 11: TROUBLESHOOTING .....................................................................11-21
SECTION 12: CONTACT TIP IDENTIFICATION AND PARTS LIST ........................ 12-22
12.01 Contact Tip Replacement ..........................................................12-23
12.02 Nozzles ......................................................................................12-23
SECTION 13: JUMP LINER INSTALLATION ........................................................13-24
SECTION 14: LINER GUIDE ASSEMBLY REPLACEMENT ....................................14-25
SECTION 15: REPLACEMENT PARTS .................................................................15-26
SECTION 16: STATEMENT OF WARRANTY ........................................................16-28
16.01 Warranty Schedule ....................................................................16-29

safety and operating instructions
1-189200011 Introduction
SECTION 1:
INTRODUCTION
1.01 HOW TO USE THIS MANUAL
To ensure safe operation, read the entire manual, including the chapters on safety instructions
and warnings.
Throughout this manual, the words WARNING, CAUTION, and NOTE may appear. Pay particular
attention to the information provided under these headings. These special annotations are
easily recognized as follows:
NOTE
NOTE conveys installation, operation, or maintenance information which is
important but not hazard-related.
CAUTION
CAUTION indicates a potentially hazardous situation which, if not avoided, may
result in injury.
WARNING
WARNING indicates a potentially hazardous situation which, if not avoided, could
result in death or serious injury.
1.02 RECEIPT OF EQUIPMENT
When you receive the equipment, check it against the invoice to make sure it is complete and
inspect the equipment for possible damage due to shipping. If there is any damage, notify the
carrier immediately to file a claim. Furnish complete information concerning damage claims
or shipping errors to the location in your area, listed on the back cover of this manual. Include
a full description of the parts in error.
If you want additional or replacement copies of this manual, please contact Tweco
®
at the
address and phone number in your area listed on the back cover of this manual. Include the
Manual number (from page i)
1.03 DESCRIPTION
The SSG series of Eliminator spool guns is designed to provide smooth positive wire feed when
welding aluminum or steel structures. The MIG gun incorporates the same cablehoz® found
on other Tweco Professional MIG guns providing excellent electrical and abrasion resistant
characteristics. The MIG gun can operate at 300 amps @ 60% duty cycle with mixed gases.
The patented Eliminator contact tips come standard on the MIG gun allowing for quick changing
over the conventional threaded contact tip.

2-2
safety and operating instructions
89200011
SECTION 2:
SAFETY PRECAUTIONS
WARNING
SERIOUS INJURY OR DEATH may result if welding and cutting equipment is not
properly installed, used, and maintained. Misuse of this equipment and other
unsafe practices can be hazardous. The operator, supervisor, and helper must read
and understand the following safety warnings and instructions before installing
or using any welding or cutting equipment, and be aware of the dangers of the
welding or cutting process. Training and proper supervision are important for a
safe work place. Keep these instructions for future use. Additional recommended
safety and operating information is referenced in each section.
WARNING
This product contains chemicals, including lead, or otherwise produces
chemicals known to the State of California to cause cancer, birth defects and
other reproductive harm. Wash hands after handling.
(California Health & Safety Code § 25249.5 et seq.)
ELECTRIC SHOCK CAN CAUSE INJURY OR DEATH
Install and maintain equipment in accordance with the National Electrical Code
(NFPA 70) and local codes. Do not service or repair equipment with power on.
Do not operate equipment with protective insulators or covers removed. Service
or repair to equipment must be done by qualified and/or trained
personnel only.
Do not contact electrically live parts. Always wear dry welding gloves that are in good condition.
Aluminized, protective clothing can become part of the electrical path. Keep oxygen cylinders,
chains, wires, ropes, cranes, and hoists away from any part of the electrical path. All ground
connections must be checked periodically to determine if they are mechanically strong, and
electrically adequate for the required current. When engaged in AC welding/cutting under wet
conditions or where perspiration is a factor, the use of automatic controls for reducing the no
load voltage is recommended to reduce shock hazards. Accidental contact must be prevented
when using open circuit voltage exceeding 80 volts AC, or 100 volts DC by adequate insulation
or other means. When welding is to be suspended for any length of time, such as during lunch
or overnight, all electrode holders and electrodes should be removed from the electrode holder
and the power supply should be turned off to prevent accidental contact. Keep MIG Guns,
electrode holders, Tig torches, Plasma torches, and electrodes away from moisture and water.
See safety and operating references 1, 2, and 8.
Safety Precautions

safety and operating instructions
2-389200011
SMOKE, FUMES, AND GASES CAN BE DANGEROUS TO YOUR HEALTH
Ventilation must be adequate to remove smoke, fumes, and gases during operation
to protect operators and others in the area. Vapors of chlorinated solvents can
form the toxic gas “Phosgene” when exposed to ultraviolet radiation from an
electric arc. All solvents, degreasers, and potential sources of these vapors must
be removed from the operating area. Use air-supplied respirators if ventilation
is not adequate to remove all fumes and gases. Oxygen supports, and vigorously accelerates fire
and should never be used for ventilation.
See safety and operating references 1, 2, 3, and 4.
ARC RAYS, HOT SLAG, AND SPARKS CAN INJURE EYES AND BURN SKIN
Welding and cutting processes produce extreme localized heat and strong
ultraviolet rays. Never attempt to weld/cut without a federally compliant welding
helmet with the proper lens. A number 12 to 14 shade filter lens provides the
best protection against arc radiation. When in a confined area, prevent the
reflected arc rays from entering around the helmet. Approved shielding curtains
and appropriate goggles should be used to provide protection to others in the surrounding area.
Skin should be protected from arc rays, heat, and molten metal. Always wear protective gloves
and clothing. All pockets should be closed and cuffs sewn shut. Leather aprons, sleeves, leggings,
etc. should be worn for out-of-position welding and cutting, or for heavy operations using large
electrodes. Hightop work shoes provide adequate protection from foot burns. For added protection,
use leather spats. Flammable hair preparations should not be used when welding/cutting. Wear
ear plugs to protect ears from sparks. Where work permits, the operator should be enclosed in
an individual booth painted with a low reflective material such as zinc oxide.
See safety and operating references 1, 2, and 3.
WELDING SPARKS CAN CAUSE FIRES AND EXPLOSIONS
Combustibles reached by the arc, flame, flying sparks, hot slag, and heated
materials can cause fire and explosions. Remove combustibles from the work
area and/or provide a fire watch. Avoid oily or greasy clothing as a spark may
ignite them. Have a fire extinguisher nearby, and know how to use it. If welding/
cutting is to be done on a metal wall, partition, ceiling, or roof, precautions must
be taken to prevent ignition of nearby combustibles on the other side. Do not
weld/cut containers that have held combustibles. All hollow spaces, cavities, and containers
should be vented prior to welding/cutting to permit the escape of air or gases. Purging with inert
gas is recommended. Never use oxygen in a welding torch. Use only inert gases or inert gas
mixes as required by the process. Use of combustible compressed gases can cause explosions
resulting in personal injury or death. Arcing against any compressed gas cylinder can cause
cylinder damage or explosion. See safety and operating references 1, 2, 5, 7, and 8.
NOISE CAN DAMAGE HEARING
Noise from the air carbon-arc process can damage your hearing. Wear protective
hearing devices to ensure protection when noise levels exceed OHSA standards.
Adequate hearing protection devices must be worn by operators and surrounding
personnel to ensure personal protection against noise. See safety and operating
references 1, 2, and 6.
Safety Precautions

2-4
safety and operating instructions
89200011
SAFETY AND OPERATING REFERENCES
1. Code of Federal Regulations (OSHA) Section 29, Part 1910.95, 132, 133, 134, 139, 251,
252, 253, 254 and 1000. U.S. Government Printing Office, Washington, DC 20402.
2. ANSI Z49.1 “Safety in Welding and Cutting”.
3. ANSI Z87.1 “Practice for Occupational and Educational Eye and Face Protection”.
4. ANSI Z88.2. “Standard Practice for Respiratory Protection”. American National
Standards Institute, 1430 Broadway, New York, NY 10018.
5. AWS F4.1. “Recommended Safe Practices for Welding and Cutting Containers”.
6. AWS C5.3. “Recommended Practices for Air Carbon-Arc Gouging and Cutting”.
The American Welding Society, 550 NW Lejeune Rd., P.O. Box 351040, Miami, FL
33135.
7. NFPA 51B. “Fire Prevention in Cutting and Welding Processes”.
8. NFPA-7. “National Electrical Code”. National Fire Protection Association, Battery Park,
Quincy, MA 02269.
9. CSA W117.2. “Safety in Welding, Cutting and Allied Processes”. Canadian Standards
Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.
DECLARATION OF CONFORMITY
Tweco
®
Products, Inc. declares under our sole responsibility that the product
Hand Held Air/Gas and Water Cooled MIG Welding Torches
To which this declaration relate(s) are in conformance with the following standards:
IEC 60974-7:2005
Following the provisions of the 73/23/EEC directive.
Safety Precautions

safety and operating instructions
2-789200011 Safety Precautions
LE BRUIT PEUT ENDOMMAGER L’OUÏE
Le bruit du procédé de l’arc avec électrode en carbone et jet d’air peut endommager
l’ouïe. Portez un dispositif de protection de l’ouïe pour vous protéger lorsque le
niveau de bruit dépasse les normes de l’OSHA. Les opérateurs et le personnel aux
abords doivent porter un dispositif de protection de l’ouïe approprié pour les protéger
efficacement contre le bruit. Voir les références en matière de sécurité et
d’utilisation n° 1, 2 et 6.
RÉFÉRENCES EN MATIÈRE DE SÉCURITÉ ET D’UTILISATION
1. Code of Federal Regulations (OSHA), section 29, partie 1910.95, 132, 133, 134,
139, 251, 252, 253, 254 et 1000. U.S. Government Printing Office, Washington, DC
20402.
2. ANSI Z49.1 « Safety in Welding and Cutting ».
3. ANSI Z87.1 « Practice for Occupational and Educational Eye and Face Protection ».
4. ANSI Z88.2. « Standard Practice for Respiratory Protection ». American National
Standards Institute, 1430 Broadway, New York, NY 10018.
5. AWS F4.1. « Recommended Safe Practices for Welding and Cutting Containers ».
6. AWS C5.3. « Recommended Practices for Air Carbon-Arc Gouging and Cutting ».
The American Welding Society, 550 NW Lejeune Rd., P.O. Box 351040, Miami, FL
33135.
7. NFPA 51B. « Fire Prevention in Cutting and Welding Processes ».
8. NFPA-7. « National Electrical Code » (code national de l’électricité). National Fire
Protection Association, Battery Park, Quincy, MA 02269.
9. CSA W117.2. « Règles de sécurité en soudage, coupage et procédés connexes ».
Association canadienne de normalisation, 178 boul. Rexdale, Rexdale, Ontario, Canada
M9W 1R3.
DECLARATION OF CONFORMITY
Tweco
®
Products, Inc. declares under our sole responsibility that the product
Hand Held Air/Gas and Water Cooled MIG Welding Torches
To which this declaration relate(s) are in conformance with the following standards:
IEC 60974-7:2005
Following the provisions of the 73/23/EEC directive.

2-10
safety and operating instructions
89200011
EL RUIDO PUEDE DAÑAR LA AUDICIÓN
El ruido del proceso con arco de aire/carbón puede dañar su audición. Use dispositivos
de protección auditiva para contar con protección cuando los niveles superen las
normas de la OSHA. Los operadores y personal próximo deben usar protectores
auriculares para asegurar la protección contra el ruido. Consulte las referencias
de seguridad y uso 1, 2 y 6.
REFERENCIAS DE SEGURIDAD Y USO
1. Código de Normas Federales (OSHA), Sección 29, Partes 1910.95, 132, 133, 134,
139, 251, 252, 253, 254 y 1000. Oficina de la Imprenta Gubernamental de los EE.UU.,
Washington, DC 20402.
2. ANSI Z49.1 “Safety in Welding and Cutting” (Seguridad en la soldadura y el corte).
3. ANSI Z87.1 “Practice for Occupational and Educational Eye and Face Protection” (Práctica
para la protección ocupacional y educativa de ojos y rostro).
4. ANSI Z88.2. “Standard Practice for Respiratory Protection” (Práctica estándar para
protección respiratoria). American National Standards Institute (Instituto norteamericano
de normas nacionales), 1430 Broadway, New York, NY 10018.
5. AWS F4.1. “Recommended Safe Practices for Welding and Cutting Containers” (Prácticas
seguras recomendadas para soldadura y corte de recipientes).
6. AWS C5.3. “Recommended Safe Practices for Air Carbon-Arc Gouging and Cutting”
(Prácticas seguras recomendadas para ranurado y corte con arco de aire/carbón). The
American Welding Society (Sociedad norteamericana de soldadura), 550 NW Lejeune
Rd., P.O. Box 351040, Miami, FL 33135.
7. NFPA 51B. “Fire Prevention in Cutting and Welding Processes” (Prevención de incencios
en procesos de corte y soldadura).
8. NFPA-7. “National Electrical Code” (Código eléctrico nacional). National Fire Protection
Association (Asociación nacional para la protección contra incendios), Battery Park,
Quincy, MA 02269.
9. CSA W117.2. “Safety in Welding, Cutting and Allied Processes” (Seguridad en procesos
de soldadura, corte y asociados). Canadian Standards Association (Asociación canadiense
de normas), 178 Rexdale Blvd., Rexdale, Ontario, Canadá M9W 1R3.
DECLARATION OF CONFORMITY
Tweco
®
Products, Inc. declares under our sole responsibility that the product
Hand Held Air/Gas and Water Cooled MIG Welding Torches
To which this declaration relate(s) are in conformance with the following standards:
IEC 60974-7:2005
Following the provisions of the 73/23/EEC directive.
Safety Precautions

safety and operating instructions
3-1189200011
SECTION 3:
SPOOL GUN SPECIFICATIONS
Example Part Number:
SSG 225 3545
Eliminator Spool Gun
300 Amp-25' (8M) Cable
.035" / .045" (0,9mm / 1,2mm)
Wire Diameter
Process: MIG/MAG welding
Voltage Class: L (up to 113V peak)
Type of Cooling: Air-Cooled
Duty Cycle: 300 Amps @ 60% Duty Cycle
Gas Flow Rate: 30 CFH / 14.2 l/m
Gun Length: 25 ft. (8M) & 50 ft. (15M)
Wire Size: .030" (0,8mm) to 1/16" (1,6mm)
Eliminator Spool Gun
Part No. Stock No. Connection Description
SSG225-3545 1027-1370
25mm Dinse
25 ft. (8M)
SSG250-3545 1027-1371 50 ft. (15M)
NOTE
The Dinse style connector can be removed and a lug (included) can be installed
for attachment to machines with studs.
Spool Gun Specifications

4-12
safety and operating instructions
89200011
SECTION 4:
STANDARD SETUP
NOTE
Be certain that the end user (welder, operator, or helper) reads and understands
these instructions. Be certain that the welder also reads Section 2, "Safety
Precautions."
WARNING
Electric shock can cause injury or death.
The Eliminator Spool Gun requires 24VDC power for the motor inside the handle to feed the
wire from the spool. For power supplies having the capability to supply the 24VDC, no added
modules will be required to operate this MIG gun. A 10-pin amphenol plug is attached to the
cord coming out of the rear of the MIG gun that can be either attached directly to the mating
connection on the machine or through jump cords, refer to available options noted below:
Control Wire Jumper Cords
Manufacturer Machine Part Number Stock Number
Miller Millermatic 210 WSPMIU4PJC2 2031-2246
Miller Millermatic 212 WSPMILLOPJC 2031-2246
Lincoln Power MIG 255C WSPLIN7PJC 2031-2247
Hobart Ironman 210, 250 WSPMILL4PJC 2031-2245
Esab Migmaster 203 WSPESAB7PJC 2031-2248
Esab Migmaster 253 WSPESAB7PJC 2031-2248
Esab Migmaster 250 WSPESAB7PJC 2031-2248
Generic See pin configuration WSPESAB7PJC 2031-2249
For those that cannot supply the 24VDC from a power source, Part No. ESG-1 Solid State
Control Box (Stock No. 1028-1295) will be required to interface with the power source. Refer
to Section 5 on the operation of the ESG-1 control box.
NOTE
When connecting the Spool gun to a Thermal Arc Arcmaster & Power Master
series power sources, use the Thermal Arc SGI-100 Spool Gun interface box.
Follow the set-up procedures outlined in the SGI-100 Instruction Manual, Form
No. 0-5061.
Standard Setup

safety and operating instructions
4-1389200011
Gas Supply
Control Cable
Gas Line
ESG-1 Control
Tweco
Spool Gun
(Gas and
Control Lines)
Tweco Spool Gun
Work Table
Power Cord
Weld Cables
Power Source
FRONT VIEW
REAR VIEW
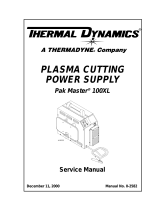
STANDARD SYSTEM OUTLINE
Mount the control box on the power source and attach the MIG gun to the power source
by using the 25mm dinse connector supplied with the gun or if the power supply has a
stud, remove the connector from the MIG gun and attach the lug option (supplied) to the
gun to make this connection.
a) One (1) straight power lug is furnished with the MIG gun if the connection of the MIG gun
can only be made with a lug. Remove the dinse connector from the MIG gun by using a
5/32” allen wrench to remove the socket head cap screw found on the brass connector.
b) Using the flat head cap screw furnished with the lug, place the lug on the brass block
and secure the lug in place. This connection must be wrench tight.
Using the jumper cord, Part No. SSG300-106JC (Stock No. 2031-2150), connect the 10-pin
amphenol plug attached to the gun to the mating connection on the jumper cord. The opposite
end of the jump cord has a 6-pin connection that connects to the ESG-1 box.
3. Locate the two (2) cords coming from the back of the control box, one will not have a connector
attached. Strip the ends of the 2 wire cable and install the proper terminals required to connect
into the trigger circuit on the power source.
NOTE
On some machines it may require the leads to be attached directly to the contactor
relay inside the power source.
4. Attach the gas hose from the rear of the MIG gun to the gas hose connection on the front
side of the control box.
5. Attach the gas hose from the flow meter/regulator to the rear of the control box.
6. Plug the 120V cord coming out of the rear of the control box to a suitable 120V outlet.
NOTE
For more information on the control box read the instructions furnished with the
ESG-1 control box.
1.
2.
Standard Setup
Figure 4-1: ESG-1 Connection

5-14
safety and operating instructions
89200011
SECTION 5:
ESG-1 (STOCK NO. 1028-1295)
The ESG-1 is a solid state control for the Tweco Spool gun assembly. It's responsible for the
on/off flow of shielding gas to the gun including pre-flow and post-flow, the on/off flow of the
welding current from the power source, the run-in speed of the filler metal during arc initiation,
and the constant wire feed speed of the filler metal while welding.
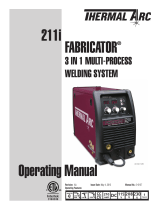
Front Panel Controls & Connections
1. Located on the front panel are three (3) potentiometers that allows control of the following
functions;
t-1 - This knob is used to select the amount of pre-flow time desired. The range of pre-
flow time control is 0 - 2.5 seconds.
t-2 - This knob is used to select the amount of post-flow time desired. The range of post-
flow time control is 0 - 2.5 seconds.
O/O - This knob controls the run-in speed of the filler metal towards the workpiece.
2. Spool gun connection (GAS) - the spool gun gas fitting plugs into this connection. Shielding
gas is delivered to the spool gun through this connection.
3. Spool gun connection (CONTROL) - The spool gun control cable plugs into this receptacle.
The ESG-1 and the spool gun communicate with one another through the following pins:
a) Pin A - Motor Voltage (+)
b) Pin B - Motor Voltage (-)
c) Pin C - Gun Switch Output
d) Pin D - Wire Feed Speed Maximum
e) Pin E - Wire Feed Speed Reference
f) Pin F - Wire Feed Speed Minimum
Spool Gun
Connection
(CONTROL)
Spool Gun
Connection
(GAS)
Pre-Flow
Control
(0 - 2.5 sec)
Post-flow
Control
(0 - 2.5 sec)
Run-In
Speed
Control
Figure 5-1: Front Panel Controls and Connection
ESG-1

safety and operating instructions
5-1589200011
Rear Panel Controls & Connections
1. Power Cord - The power cord plugs into a 120VAC outlet to get input power to the ESG-1.
Outlets found on the power source are acceptable.
2. Control Cable - The control cable connects to the power source. After depressing the gun
switch on the spool gun, an internal relay on the ESG-1 provides closure between the two
wires of the control cable. This closure is then used to energize the power source.
NOTE
The control cable will have to be adapted to properly mate with the power
source I/O device.
3. Gas Valve Inlet - This is where the shielding gas hose from the gas supply is connected to
the ESG-1. The gas valve inlet controls the on/off flow of shielding gas through the spool
gun assembly.
4. Primary Circuit Breaker - The circuit breaker provides protection against faults or overloads
on the primary side of the circuit.
5. Secondary Circuit Breaker - This circuit breaker provides protection against faults or
overloads on the secondary side of the circuit.
Gas Valve Inlet
Primary Circuit
Breaker
Secondary Circuit
Breaker
Power Cord
Control Cable
Figure 5-2: Rear Panel Connections
ESG-1

6-16
safety and operating instructions
89200011
SECTION 6:
LOADING THE SPOOL OF WIRE
1. Load a spool of wire by loosening the
outer knob on the spool cover and
removing the cover.
2. Hold the spool of wire above the
opening while exposing 3” (76,2mm)
of wire away from the spool.
3. Straighten the wire to remove the normal cast and begin lowering the spool downward
over the shaft while inserting the straightened wire into the wire guide.
4. When the wire is positioned between
the drive rolls, adjust the drive roll
pressure to engage the wire enough to
begin feeding the wire forward through
the conductor tube. The spool should
be lowered in place while the wire is
feeding into the conductor tube.
5. Replace the cover and tighten the outer knob.
6. Make final adjustments to the drive roll pressure and adjust the spool brake with
the inner knob of the spool cover.
7. Adjust voltage and wire speed to that recommended by the wire manufacturer.
8. The gun is now ready for operation.
Loading the Spool of Wire

safety and operating instructions
7-1789200011 Pre-Welding Procedure
SECTION 7:
PRE-WELDING PROCEDURE
1. Make sure all connections have been made.
2. Turn the power source “on”.
3. Adjust the flow of the shielding gas to the desired level.
NOTE
The gun trigger on the spool gun assembly will have to be depressed to allow
gas flow.
4. If using the ESG-1 control box, adjust the run-in speed of the filler metal to the desired
value by means of the run-in speed control located on the front panel of the ESG-1.
5. Adjust the wire speed of the filler metal to the desired value by means of the wire feed
speed control located in the handle of the spool gun assembly.
6. Adjust the voltage of the power source to the desired value by means of the voltage control
located on the power source.

8-18
safety and operating instructions
89200011
SECTION 8:
CHANGING OR REPLACING DRIVE ROLLS
1. Guns are shipped standard with 3/64” (1,2mm) drive rolls installed. Optional drive rolls
are available for .030” (0,8mm) through 1/16” (1,6mm) wire, see below table.
Optional Drive Rolls
Wire Size Part No. Stock No.
.030” (0,8mm) EPG103-2-0,8 2031-2091
.035” (0,9mm) EPG103-2-0,9 2031-2077
.040” (1,0mm) EPG103-2-1,0 2031-2023
3/64” (1,2mm) EPG103-2-1,2 2031-2003
1/16” (1,6mm) EPG103-2-1,6 2031-2022
2. To change or replace drive roll, loosen the setscrew on the drive roll with the allen wrench
furnished.
3. Remove the drive roll from the motor shaft and reinstall the new drive roll in its place.
NOTE
Make sure that the drive roll is seated against the brass washer before tightening
the set screw.
4. Drive rolls have two u-grooves in each roll and maybe inverted to double the life of one
drive roll.
Changing or Replacing Drive Rolls

safety and operating instructions
9-1989200011
SECTION 9:
CONDUCTOR TUBE & LINER REPLACEMENT
Conductor Tubes
Part No. Stock No. Description
PMP64EL-180 1642-1140 180° Rigid Conductor Tube (Standard)
PMP64EL-30 1642-1141 30° Rigid Conductor Tube
PMP64SFLX-360 1642-1142 Knucklehead
™
Flexible Conductor Tube
1. To remove and replace the conductor tube from the MIG gun, unscrew the insulated
conductor tube-retaining nut from the front end of the gun.
2. To remove the liner within the conductor tube, remove the nozzle from the conductor tube.
3. Unscrew the gas diffuser and remove.
4. Pull the liner out of the conductor tube and cut the replacement liner to the same length
as the one removed.
5. Remove any obstructions to the liner that may be present after cutting to length and insert
into the conductor tube.
NOTE
Make sure the liner fits into the front wire guide in the gun body.
6. Reinstall the nozzle.
Conductor Tube & Liner Replacement

10-20
safety and operating instructions
89200011
SECTION 10:
WIRING SCHEMATIC
3
2
1
BEND
SOLDERED
TABS OVER
AS SHOW
N
ORIENT WIRES
ON THE SIDES
AS SHOW
N
ORANGE
ESG89-F
POTENTIOMETER
SUB-ASSY
ESG90-F
MICRO SWITCH
SUB-ASSY
RED LEAD
TRIM 9” LG
.
EPG-24-MTR-F
SPURGEAR MOTOR
SUB-ASSY
BLA
CK
LEAD
TRIM
9” LG.
NO
NC
YELLOW
BLUE
GREEN
WHITE
PINK
GREY
CABLEHOZ CONTROL
LEAD WIRE
S
Wiring Schematic
/