Multimaster-260
MIG/TIG/STICK WELDING PACKAGE
INSTALLATION AND OPERATION for
F15-611-F
October, 2008
Console - P/N 0558001513 (208/230 vac 1 Phase)
Console - P/N 0558001514 (230/460/575 vac 1 Phase)

2
This equipment will perform in conformity with the description thereof contained in this manual and accompa-
nying labels and/or inserts when installed, operated, maintained and repaired in accordance with the instruc-
tions provided. This equipment must be checked periodically. Malfunctioning or poorly maintained equipment
should not be used. Parts that are broken, missing, worn, distorted or contaminated should be replaced imme-
diately. Should such repair or replacement become necessary, the manufacturer recommends that a telephone
or written request for service advice be made to the Authorized Distributor from whom it was purchased.
This equipment or any of its parts should not be altered without the prior written approval of the manufacturer.
The user of this equipment shall have the sole responsibility for any malfunction which results from improper
use, faulty maintenance, damage, improper repair or alteration by anyone other than the manufacturer or a ser-
vice facility designated by the manufacturer.
BE SURE THIS INFORMATION REACHES THE OPERATOR.
YOU CAN GET EXTRA COPIES THROUGH YOUR SUPPLIER.
These INSTRUCTIONS are for experienced operators. If you are not fully familiar with the
principles of operation and safe practices for arc welding and cutting equipment, we urge
you to read our booklet, “Precautions and Safe Practices for Arc Welding, Cutting, and
Gouging,” Form 52-529. Do NOT permit untrained persons to install, operate, or maintain
this equipment. Do NOT attempt to install or operate this equipment until you have read
and fully understand these instructions. If you do not fully understand these instructions,
contact your supplier for further information. Be sure to read the Safety Precautions be-
fore installing or operating this equipment.
CAUTION
USER RESPONSIBILITY
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERATING.
PROTECT YOURSELF AND OTHERS!

3
TABLE OF CONTENTS
SECTION TITLE................................................................................................................................................ PAGE
SECTION 1 SAFETY PRECAUTIONS .........................................................................................................................................................5
1.0 Safety Precautions .....................................................................................................................................................................5
1.1 Safety - English ...........................................................................................................................................................................5
1.2 La seguridad - español.............................................................................................................................................................9
1.3 La sûreté - français .................................................................................................................................................................. 13
SECTION 2 DESCRIPTION .........................................................................................................................................................................17
2.1 General ..................................................................................................................................................................................... 17
2.2 RECEIVING-HANDLING .......................................................................................................................................................... 17
2.3 DESCRIPTION ........................................................................................................................................................................... 17
2.4 OPTIONAL EQUIPMENT ........................................................................................................................................................ 18
SECTION 3 INSTALLATION ....................................................................................................................................................................... 21
3.1 LOCATION ................................................................................................................................................................................ 21
3.2 HANDLE ASSEMBLY & INSTALLATION .............................................................................................................................. 21
3.3 ELECTRICAL INPUT CONNECTIONS .................................................................................................................................. 21
3.4 VOLTAGE CHANGEOVER ....................................................................................................................................................... 22
3.5 SECONDARY OUTPUT CONNECTIONS ............................................................................................................................ 22
3.6 “NAS” TORCH CONNECTION................................................................................................................................................22
3.7 WIRE FEEDER MECHANISM ................................................................................................................................................. 22
3.8 CONNECTION OF SHIELDING GAS SUPPLY .................................................................................................................... 24
SECTION 4 OPERATION ............................................................................................................................................................................. 25
4.1 STANDARD CONTROLS .........................................................................................................................................................25
4.2 OPTIONAL CONTROLS .......................................................................................................................................................... 27
4.3 OPERATING PROCEDURES ...................................................................................................................................................28
4.4 MIG WELDING SET-UP ........................................................................................................................................................... 30
4.5 TIG WELDING SET-UP ............................................................................................................................................................. 32
4.6 STICK WELDING SET-UP ........................................................................................................................................................33
SECTION 5 MAINTENANCE ...................................................................................................................................................................... 35
5.1 MAINTENANCE AND SERVICE ............................................................................................................................................35
5.2 INSPECTION AND SERVICE .................................................................................................................................................. 35
Schematics ................................................................................................................................................................................37
SECTION 6 REPLACEMENT PARTS ........................................................................................................................................................43
6.0 Replacement Parts ................................................................................................................................................................. 43
6.1 General ....................................................................................................................................................................................... 43
6.2 Ordering ..................................................................................................................................................................................... 43

4
TABLE OF CONTENTS

5
SECTION 1 SAFETY PRECAUTIONS
1.0 Safety Precautions
1.1 Safety - English
WARNING: These Safety Precautions are
for your protection. They summarize pre-
cautionary information from the references
listed in Additional Safety Information sec-
tion. Before performing any installation or operating
procedures, be sure to read and follow the safety precau-
tions listed below as well as all other manuals, material
safety data sheets, labels, etc. Failure to observe Safety
Precautions can result in injury or death.
PROTECT YOURSELF AND OTHERS --
Some welding, cutting, and gouging
processes are noisy and require ear
protection. The arc, like the sun, emits
ultraviolet (UV) and other radiation
and can injure skin and eyes. Hot metal can cause
burns. Training in the proper use of the processes
and equipment is essential to prevent accidents.
Therefore:
1. Always wear safety glasses with side shields in any
work area, even if welding helmets, face shields, and
goggles are also required.
2. Use a face shield tted with the correct lter and
cover plates to protect your eyes, face, neck, and
ears from sparks and rays of the arc when operating
or observing operations. Warn bystanders not to
watch the arc and not to expose themselves to the
rays of the electric-arc or hot metal.
3. Wear ameproof gauntlet type gloves, heavy long-
sleeve shirt, cuess trousers, high-topped shoes,
and a welding helmet or cap for hair protection, to
protect against arc rays and hot sparks or hot metal.
A ameproof apron may also be desirable as protec-
tion against radiated heat and sparks.
4. Hot sparks or metal can lodge in rolled up sleeves,
trouser cus, or pockets. Sleeves and collars should
be kept buttoned, and open pockets eliminated from
the front of clothing.
5. Protect other personnel from arc rays and hot
sparks with a suitable non-ammable partition or
curtains.
6. Use goggles over safety glasses when chipping slag
or grinding. Chipped slag may be hot and can y far.
Bystanders should also wear goggles over safety
glasses.
FIRES AND EXPLOSIONS -- Heat from
ames and arcs can start res. Hot
slag or sparks can also cause res and
explosions. Therefore:
1. Remove all combustible materials well away from
the work area or cover the materials with a protec-
tive non-ammable covering. Combustible materials
include wood, cloth, sawdust, liquid and gas fuels,
solvents, paints and coatings, paper, etc.
2. Hot sparks or hot metal can fall through cracks or
crevices in oors or wall openings and cause a hid-
den smoldering re or res on the oor below. Make
certain that such openings are protected from hot
sparks and metal.“
3. Do not weld, cut or perform other hot work until the
workpiece has been completely cleaned so that there
are no substances on the workpiece which might
produce ammable or toxic vapors. Do not do hot
work on closed containers. They may explode.
4. Have re extinguishing equipment handy for instant
use, such as a garden hose, water pail, sand bucket,
or portable re extinguisher. Be sure you are trained
in its use.
5. Do not use equipment beyond its ratings. For ex-
ample, overloaded welding cable can overheat and
create a re hazard.
6. After completing operations, inspect the work area
to make certain there are no hot sparks or hot metal
which could cause a later re. Use re watchers when
necessary.
7. For additional information, refer to NFPA Standard
51B, "Fire Prevention in Use of Cutting and Welding
Processes", available from the National Fire Protec-
tion Association, Batterymarch Park, Quincy, MA
02269.
ELECTRICAL SHOCK -- Contact with
live electrical parts and ground can
cause severe injury or death. DO NOT
use AC welding current in damp areas,
if movement is conned, or if there is
danger of falling.

6
SECTION 1 SAFETY PRECAUTIONS
1. Be sure the power source frame (chassis) is con-
nected to the ground system of the input power.
2. Connect the workpiece to a good electrical
ground.
3. Connect the work cable to the workpiece. A poor
or missing connection can expose you or others
to a fatal shock.
4. Use well-maintained equipment. Replace worn or
damaged cables.
5. Keep everything dry, including clothing, work
area, cables, torch/electrode holder, and power
source.
6. Make sure that all parts of your body are insulated
from work and from ground.
7. Do not stand directly on metal or the earth while
working in tight quarters or a damp area; stand
on dry boards or an insulating platform and wear
rubber-soled shoes.
8. Put on dry, hole-free gloves before turning on the
power.
9. Turn o the power before removing your gloves.
10. Refer to ANSI/ASC Standard Z49.1 (listed on
next page) for specic grounding recommenda-
tions. Do not mistake the work lead for a ground
cable.
ELECTRIC AND MAGNETIC FIELDS
— May be dangerous. Electric cur-
rent owing through any conduc-
tor causes localized Electric and
Magnetic Fields (EMF). Welding and
cutting current creates EMF around welding cables
and welding machines. Therefore:
1. Welders having pacemakers should consult their
physician before welding. EMF may interfere with
some pacemakers.
2. Exposure to EMF may have other health eects which
are unknown.
3. Welders should use the following procedures to
minimize exposure to EMF:
A. Route the electrode and work cables together.
Secure them with tape when possible.
B. Never coil the torch or work cable around your
body.
C. Do not place your body between the torch and
work cables. Route cables on the same side of
your body.
D. Connect the work cable to the workpiece as close
as possible to the area being welded.
E. Keep welding power source and cables as far
away from your body as possible.
FUMES AND GASES -- Fumes and
gases, can cause discomfort or harm,
particularly in conned spaces. Do
not breathe fumes and gases. Shield-
ing gases can cause asphyxiation.
Therefore:
1. Always provide adequate ventilation in the work area
by natural or mechanical means. Do not weld, cut, or
gouge on materials such as galvanized steel, stain-
less steel, copper, zinc, lead, beryllium, or cadmium
unless positive mechanical ventilation is provided.
Do not breathe fumes from these materials.
2. Do not operate near degreasing and spraying opera-
tions. The heat or arc rays can react with chlorinated
hydrocarbon vapors to form phosgene, a highly
toxic gas, and other irritant gases.
3. If you develop momentary eye, nose, or throat ir-
ritation while operating, this is an indication that
ventilation is not adequate. Stop work and take
necessary steps to improve ventilation in the work
area. Do not continue to operate if physical discom-
fort persists.
4. Refer to ANSI/ASC Standard Z49.1 (see listing below)
for specic ventilation recommendations.

7
SECTION 1 SAFETY PRECAUTIONS
5. WARNING: This product, when used for welding
or cutting, produces fumes or gases
which contain chemicals known to
the State of California to cause birth
defects and, in some cases, cancer.
(California Health & Safety Code
§25249.5 et seq.)
CYLINDER HANDLING -- Cylinders,
if mishandled, can rupture and vio-
lently release gas. Sudden rupture
of cylinder, valve, or relief device can
injure or kill. Therefore:
1. Use the proper gas for the process and use the
proper pressure reducing regulator designed to
operate from the compressed gas cylinder. Do not
use adaptors. Maintain hoses and ttings in good
condition. Follow manufacturer's operating instruc-
tions for mounting regulator to a compressed gas
cylinder.
2. Always secure cylinders in an upright position by
chain or strap to suitable hand trucks, undercar-
riages, benches, walls, post, or racks. Never secure
cylinders to work tables or xtures where they may
become part of an electrical circuit.
3. When not in use, keep cylinder valves closed. Have
valve protection cap in place if regulator is not con-
nected. Secure and move cylinders by using suitable
hand trucks. Avoid rough handling of cylinders.
4. Locate cylinders away from heat, sparks, and ames.
Never strike an arc on a cylinder.
5. For additional information, refer to CGA Standard P-1,
"Precautions for Safe Handling of Compressed Gases
in Cylinders", which is available from Compressed
Gas Association, 1235 Jeerson Davis Highway,
Arlington, VA 22202.
EQUIPMENT MAINTENANCE -- Faulty or
improperly maintained equipment can
cause injury or death. Therefore:
1. Always have qualied personnel perform the instal-
lation, troubleshooting, and maintenance work.
Do not perform any electrical work unless you are
qualied to perform such work.
2. Before performing any maintenance work inside a
power source, disconnect the power source from
the incoming electrical power.
3. Maintain cables, grounding wire, connections, power
cord, and power supply in safe working order. Do
not operate any equipment in faulty condition.
4. Do not abuse any equipment or accessories. Keep
equipment away from heat sources such as furnaces,
wet conditions such as water puddles, oil or grease,
corrosive atmospheres and inclement weather.
5. Keep all safety devices and cabinet covers in position
and in good repair.
6. Use equipment only for its intended purpose. Do
not modify it in any manner.
ADDITIONAL SAFETY INFORMATION -- For
more information on safe practices for
electric arc welding and cutting equip-
ment, ask your supplier for a copy of
"Precautions and Safe Practices for Arc
Welding, Cutting and Gouging", Form
52-529.
The following publications, which are available from
the American Welding Society, 550 N.W. LeJuene Road,
Miami, FL 33126, are recommended to you:
1. ANSI/ASC Z49.1 - "Safety in Welding and Cutting"
2. AWS C5.1 - "Recommended Practices for Plasma Arc
Welding"
3. AWS C5.2 - "Recommended Practices for Plasma Arc
Cutting"
4. AWS C5.3 - "Recommended Practices for Air Carbon
Arc Gouging and Cutting"

8
SECTION 1 SAFETY PRECAUTIONS
5. AWS C5.5 - "Recommended Practices for Gas Tung-
sten Arc Welding“
6. AWS C5.6 - "Recommended Practices for Gas Metal
Arc Welding"“
7. AWS SP - "Safe Practices" - Reprint, Welding Hand-
book.
8. ANSI/AWS F4.1, "Recommended Safe Practices for
Welding and Cutting of Containers That Have Held
Hazardous Substances."
MEANING OF SYMBOLS - As used
throughout this manual: Means Atten-
tion! Be Alert! Your safety is involved.
Means immediate hazards which,
if not avoided, will result in im-
mediate, serious personal injury
or loss of life.
Means potential hazards which
could result in personal injury or
loss of life.
Means hazards which could result
in minor personal injury.
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...

17
Table 1 Multimaster 260 Specications
2.1 GENERAL
This manual has been prepared for experienced welders. Do
NOT permit untrained persons to install, operate or maintain
this equipment. Do NOT attempt to install or operate this
equipment until you have read and fully understand these
instructions.
This manual is intended for use in familiarizing person nel with
the design and operation of this equipment. All information
presented here should be read careful ly before installing and
using this equipment.
2.2 RECEIVING-HANDLING
Upon receipt of this equipment, clean all packing material
from around the unit and immediately inspect for any dam-
age that may have occurred during shipment. Any claims
for loss or damage occurring in transit must be led with
the carrier. The carrier will furnish a copy of the bill of lading
and the freight bill on request, if the need to le a damage
claim arises.
When requesting information regarding this equipment,
make sure that you include product name, part num ber, and
serial number.
2.3 DESCRIPTION
The Multimaster 260 is a DC welding system designed for
Mig (GMAW), Tig (GTAW) or Stick (SMAW) welding. In the Mig
mode this unit is capable of operating with short arc or spray
arc transfer and handles both solid wires and tubular cored
wires. This unit is suitable for carbon steel, stainless steel,
aluminum and many other alloys. It provides a power source
with built in wire feeder and undercarriage with provisions
for two gas cylinders.
2.3.1 PACKAGES
The following part numbers and descriptions are for the
Multimaster 260 as packaged with choice of gun length,
gas owmeter regulator, and primary input voltage.
Multimaster 260 Console with:
0558001519 12-ft gun Argon 208/230vac 1ph 50/60Hz.
0558001523 12-ft gun CO
2
208/230vac 1ph 50/60Hz.
0558001521 12-ft gun Argon 230/460/575vac 1ph 50/60Hz.
0558001525 12-ft gun CO
2
230/460/575vac 1ph 50/60Hz.
0558001520 15-ft gun Argon 208/230vac 1ph 50/60Hz.
0558001524 15-ft gun CO
2
208/230vac 1ph 50/60Hz.
0558001522 15-ft gun Argon 230/460/575vac 1ph 50/60Hz.
0558001526 15-ft gun CO
2
230/460/575vac 1ph 50/60Hz.
Primary Input Voltage 208 Vac 230 Vac 460 Vac 575 Vac
1 Phase 1 Phase 1 Phase 1 Phase
Primary Current
@ 260 Amp @ 27 Volt 57 Amps 52 Amps 26 Amps 20 Amps
@ 200 Amp @ 24 Volt 35 Amps 32 Amps 16 Amps 13 Amps
Duty Cycle 50% 100%
Rated DC Output 260 Amps 200 Amps
Process MIG (GMAW) TIG (GTAW) STICK (SMAW)
Output Current Range 35-300 Amps 15-300 Amps 40-300 Amps
Open Circuit Voltage (max) 39.0 Vdc 20 Vdc 70 Vdc
Wire Feed Speed Range 65-675 Inches per Minute
Dimensions Length Width Height
(with Cyl. Rack & Wheels) 42” 20” 32”
Weight (w/o Cyl.) 250 Lbs
SECTION 2 INTRODUCTION

18
2.3.2 PACKAGE CON TENTS STANDARD ACCESSORIES
Each Multimaster 260 package includes:
• Powersourcewiththebuilt-infourrolldrivewirefeeder.
• Factoryinstalledundercarriageanddualcylinderrack.
• GunMaster250MigGunwith.035”/.045”accessories.
• Dualgroovefeedrollsfor.035”/.045”.
• Regulatorandadjustableowmeter.
• 6’gashose.
• 15’workcableandclamp.
• 8’primarycablewithplugandreceptacle.
• MigWeldingHandbookandset-upguide.
• Multimaster260CD-ROM(782F19)
2.3.3 CONSOLES
The following part numbers and descriptions are for the
two basic Multimaster 260 consoles (no accessories).
Part Number Description
0558001513 Multimaster 260 208/230 1ph. 50/60Hz.
0558001514 Multimaster 260 230/460/575 1ph. 50/60Hz.
2.3.4 POWER SOURCE
The power source is a secondary chopper DC output designed
for single phase primary connec tions. An ouput controlled
fan provides proper cooling during normal welding opera-
tions and shuts o four minutes after welding stops. The fan
will automatically re-start when welding resumes and proper
machine temperatures will be maintained.
2.3.5 WIRE FEEDER
The four (4) roll drive wire feeder is built into the power source
cabinet, housed separately from the welding machine electri-
cal components. Cooling air is not drawn through the wire
feeder compartment or electronic controls reducing exposure
to dirt and dust which improves product performance and
reliability.
The wire feeder pushes wire at speeds from 65 to 675 ipm
(inches per minute).
2.3.6 CONTROLS
The Multimaster 260 can be used to weld solid and ux
cored wires. The operator selects the process desired on a
three position switch located on the front panel. A detailed
description of the power source controls is included in Sec-
tion 4 (Operation) of this manual.
2.3.7 BUILTIN TOOL BOX
The Multimaster 260 is designed with a lockable storage space
on the left side of the machine for welding accessories such as
contact tips, gas nozzles, small grinder, spare parts, welding
hood and protective clothing. (Figure 1B)
2.3.8 GUN MASTER 250 MIG GUN
This air-cooled welding gun is supplied complete and ready
to weld .035 in. hard wire. The gun accommodates .045 inch
wire by changing the contact tip. Other wire sizes can be used.
Refer to Section 6, for other wire size and alloy accessories.
2.3.9 RUNNING GEAR
The Multimaster 260 is equipped with running gear with
swivel front wheels and a dual gas cylinder support.
2.4 OPTIONAL EQUIPMENT
MT-250SG Spool Gun ..........................................................36779
ST-23A Spool Gun.................................................................19164
Requires Spool Gun Adaptor .....................................37301
HW-17V-2TL Heliarc Torch Assy. 12-1/2 Ft. ..................35857
Electrode Holder 175 Amp 15 Ft. ....................................0558001791
Electrode Holder 300 Amp 15 Ft. ....................................21226
Tig Spare Part Kit ..................................................................999126
Tig Welding Handbook .......................................................781F29
Tig Remote Control Module .............................................0558001792
Spool Gun Module ...............................................................0558001793
Inductance Control Module .............................................0558001794
Preow/Postow/Spot/Bbck Module ...........................0558001795
FC-5B Foot Control 30 Ft. ...................................................33646
Tee Connector (1male - 2 female)...................................13792804
Extension Cord 25 Ft. 50 amp ..........................................37833
SECTION 2 INTRODUCTION

19
Choiceof12’or15’Gun
Master 250 Mig Gun
HW-17 Tig Torch
(Optional)
Stick Electrode
Holder
(Optional)
15’WorkCable
and Clamp
Choice of Argon or CO
2
Regula-
tor/Flowmeter
Simple To Use Weld
Controls
Figure 1A - Components
Welding Gloves
(Optional)
Eyetech Auto-
matic Helmet
(Optional)
Factory Installed
Two Cylinder Easy
Load Running Gear
Large, Easy To Read
Digital Displays for Wire
Speed, Amps and Volts
6’GasHose
Simple and quick
polarity change-over
Cylinder Safety
Chain
SECTION 2 INTRODUCTION

20
Tool Box with Small
Parts Tray
Voltage Switch
Compartment
4 Roll
Drive Stand
2 Cylinder
Low Mount Tray
Wheel Kit
Installed
Handle
Hinged Wire
Compartment Door
Adaptable
Spindle Assembly
Inductance Burnback
Preow/postow
Spot (Options)
Figure 1B - Components
Cylinder
Chain
SECTION 2 INTRODUCTION

21
3.0 INSTALLATION
3.1 LOCATION
Several factors should be considered when selecting an in-
stallation site. Adequate ventilation is necessary to provide
cooling, and the amount of dirt and dust to which the machine
is exposed should be minimized. There should be at least 18
inchesofunrestrictedspacebetweenthemachine’ssideand
rear panels and the nearest obstruction to provide freedom
of air movement through the power source.
The installation site should permit easy removal of the ma-
chine’souterenclosureformaintenance.Installingorplacing
Hex Bolt and Washer
Sheetmetal Screws
Figure 3 - Handle Mount
3.3 ELECTRICAL INPUT CONNECTIONS
Figure 2 - Dimensions
any type of ltering device will restrict the volume of intake
air, thus subjecting the internal components to overheating.
Warranty is void if any type of ltering device is used.
3.2 HANDLE ASSEMBLY INSTALLATION
The Multimaster 260 is factory assembled except for the
front handle which is packed with the machine. The handle
consists of two brackets and a cross bar. To install the handle,
do the following:
A. Remove the two sheetmetal screws on each side of the
power source (see Figure 3).
B. Identify the left and right bracket and mount with the
screws just removed.
C. Place the round bar handle between the two side brackets
and attach with the hex bolts and washers provided with
the handle.
In order to provide a safe and convenient means to completely
remove all electrical power from the machine, it is highly
recommended that a line disconnect switch be installed in
the input circuit of the machine.
Before making electrical input connections to the weld-
ing machine, “Machinery Lockout Procedures” should
be employed. If the connections are to be made from a
line disconnect switch, the switch should be padlocked
in the o position. If the connection is to be made from a
fusebox, remove the fuses and padlock the cover closed.
If no locking facilities are available, attach a red tag to
warn others not to energize the circuit.
3.3.1 INPUT ELECTRICAL REQUIREMENTS
The primary input voltage requirements are shown on the
power source nameplate. The power source is designed
to be operated from 208/230 vac single phase 50/60 Hz or
230/460/575 vac single phase 50/60 Hz.
3.3.2 INPUT PLUG
The input power cord is provided with an attachment plug.
The plug will mate with a 250 volt, 50 Amp receptacle conform-
ing to NEMA 6-50R congura tion (208/230 vac model only).
The receptacle should be wired to a separately fused dis-
connect or circuit breaker by an electrician. This disconnect
or breaker can be wired to a single phase system or two
conductors of a three phase system. A third conductor for
grounding must be connected between the disconnect and
the receptacle.
20”
32”
42”
Bar
SECTION 3 INSTALLATION

22
The termi nal labeled GRD is connected to the power source
chassis and is for ground purposes only. This must be
connected to a good electrical ground. Do not connect
a conductor from the terminal labeled GRD to any one of
the L1, L2 terminals as this will result in an electrically hot
machine chassis.
3.4 VOLTAGE CHANGEOVER FIGURE 4
THE VOLTAGE CHANGEOVER TERMINAL BOARD IS LOCATED
IN THE TOOL COMPARTMENT ON THE LEFT SIDE OF
THE MACHINE. TO CHANGE VOLTAGES, PERFORM THE
FOLLOWING:
A. Remove the left screw ONLY and swing plexiglass door
upward.
B. Adjust the copper bar links to the primary voltage being
used.
C. Swing clear panel down and secure with screw.
3.5 SECONDARY OUTPUT CONNEC TIONS FIGURE 5
The Multimaster 260 Welding System is completely self-
contained so that the front panel gun/torch connections are
internally connected to the welding polarity (DCEP or DCEN)
via the secondary output terminals depending on the welding
process being used.
Figure 4 - Voltage Changeover Terminal Board
208/230 Version Shown Installed
Clear Panel Hinges on
corner screw
Remove this
screw only
3.6 “NAS” TORCH CONNECTIONS FIGURE 6
To install a Gun Master Mig Gun 250, remove the locking
knob on the top of the NAS connector and insert the male
power pin of the gun. Be sure the “O” rings are securely
seated by pushing inward on the power pin while tighten-
ing the locking knob.
Figure 5 - Polarity Set-up
3.7 WIRE FEEDER MECHANISM
3.7.1 DRIVE ROLLS FIGURE 7 AND 9
The drive roll has two grooves: the small groove feeds .035
in. diameter wire, the large groove feeds .045 in. wire. The
groove nearest the gear motor feeds the wire. If the required
groove is not correctly positioned, perform the following:
Locking Knob
Figure 6 - NAS Gun Connector
This screw must
remain in place
Do Not Remove
SECTION 3 INSTALLATION
Primary
Input
Volts
Full
Load
Line
Amperes
Fuse
Size
Recommended
Primary
Input
Conductor
Size
Ground
Conductor
Size
208 57 90 8 8
230 52 90 8 8
460 26 30 12 12
575 20 30 12 12
Input Conductor and Fuse Size

23
A. Release the pressure drive roll lever.
B. Remove the two (2) screws holding the drive rolls to the
gears.
C. Reverse the drive roll on the drive roll shaft.
D. Replace the screws and tighten.
E. Secure the pressure drive roll assembly.
3.7.2 WELDING WIRE SPOOL INSTALLATION
As with any work area, make sure safety glasses with
side shields are worn when handling or changing wire or
clipping wire o at the spool or at the end of the torch.
Hold onto the wire coming o the spool with one hand
before clipping. Serious eye injury can result due to the
resilience of the wire which can quickly unravel, or a cut
C. Feed the wire from the spool through the inlet guide,
across the drive roll grooves and center guide into the
outlet guide and NAS connection tube.
Make sure that the proper “outlet guide tube” is inserted into
the front-panel gun tting for the size and type of wire being
used, see Table for wire feed accessories.
To ensure proper wire feeding, it is important that the wire be
kept clean and that the drive rolls be periodi cally cleaned of
any chips or scale that might be carried into the gun liner.
D. Lower pressure roll assembly and secure. Turn the power
“on” and feed wire through to gun tip using the gun trig-
ger to start wire feeding.
Figure 8 - Spindle Assembly
Feed Roll Release Screws
wire end which may shoot across the room.
Install a spool of welding wire on the spindle as follows:
A. Remove the locking pin from the spindle (Figure 8).
B. Place wire spool on the spindle to rotate clockwise as
wire is unwound; spindle brake pin must engage hole
in spool.
C. Replace the locking pin into the spindle hole closest to
the spool.
3.7.3 THREADING WELDING WIRE
A. Turn o power switch.
B. Release pressure drive roll assembly. Check that proper
wire diameter grooves are in the inner position.
Before threading welding wire, make sure chisel point
and burrs have been removed from wire end to prevent
wire from jamming in gun or liner.
Locking PinSpool Spindle
Pressure Roll As-
sembly
Pressure Release
Lever
Threading the wire
through the inlet
guide
When the power switch is on, and gun trigger is depressed,
the electrode wire becomes electrically hot, and the wire
drive rolls will rotate.
Figure 7 - Wire Feeder Mechanism
Figure 9 - Threading the Wire
SECTION 3 INSTALLATION

24
3.7.4 SPOOL BRAKE DRAG ADJUSTMENT
Spool brake disc friction should provide enough drag to keep
the wire spool from spinning freely after wire feed stops. If
adjustment is required, turn the adjusting screw inside the
spindle housing clockwise to increase drag or counterclock-
wise to decrease it. Drag should be just enough to limit
wire overrun.
3.8 CONNECTION OF SHIELDING GAS SUPPLY
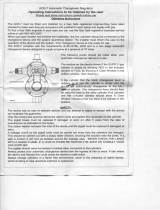
3.8.1 R33FM580 REGULATOR
The R-33-FM-580 regulator is an adjustable regulator designed
for use with Argon, Helium, and C-25 (75% Argon/25% CO
2
)
gas service. Table 2 table provides the recommended ow
ranges for the R-33-FM-580 regulator.
Argon 10-50 cfh
Helium 150-230 cfh
C-25 10-50 cfh
Table 2 - Typical Flow Rates
A. With the cylinder cap in place, CAREFULLY slide the
cylinder of gas onto the Multimaster 260 cylinder rack.
B. Secure the cylinder to the unit using the chain provid-
ed.
C. Unscrew the cylinder cap.
Do not clamp regulator cap in a vise or grip it with a pair
of pliers. Distortion of cap can jam the internal parts and
cause excessively high delivery pressure as well as weaken
the threaded joint to the regulator body. This may cause
the cap to y o and possibly injure personnel in area.
D. Open the cylinder valve slightly, for an instant, to blow
out any dust or dirt that may have collected in the valve
outlet. BE SURE to keep your face away from the valve
outlet to protect your eyes.
E. Attach the regulator to the cylinder valve. Align the
regulator so that the owmeter is vertical and then
tighten the connection nut with a 1-1/8 in. open end
or adjustable wrench. To prevent damaging the O-ring
seals and plastic tube, do not use the owmeter tube as
a‘handle’whenattachingtheregulator.
F. Close the ow control valve on the owmeter.
G. Attach the gas hose from the rear of the Multimaster 260
to the regulator outlet connection.
Never stand directly in front of or behind the regulator
when opening the cylinder valve. Always stand to one
side.
H. Open the cylinder valve SLOWLY a fraction of a turn. This
will prevent damage to the gauge and critical components
in the regulator. When the gauge needle stops moving,
then open the cylinder valve fully.
I. Using a leak test solution, such as P/N 998771 (8 oz. ctr)
or soapy water, test for leakage around the cylinder
valve stem, the regulator inlet connection, and the hose
connections at the regulator. Correct any leaks before
starting work.
3.8.1 TO REGULATE FLOW
Flow is controlled by adjusting the owmeter valve until de-
sired ow is indicated by the ball oat in the owmeter tube.
Always take the reading across the TOP of the ball.
Figure 10 - R-33 Regulator
Cylinder Valve
Connection
Nut
Flow Tube
Control Valve
Pressure
Gauge
SECTION 3 INSTALLATION

25
Figure 11 - Burnback Control
4.0 OPERATION
4.1 STANDARD CONTROLS
4.1.1 POWER ON/OFF SWITCH & LAMP
The main power switch is located on the front panel in the
upper left-hand corner. This switch energizes the main
transformer, control circuitry and illuminates the Power “ON”
lamp. (Figures 12 &13)
4.1.2 FAULT LAMP FIGURE 12
THE FAULT LAMP IS CONFIGURED FOR FUTURE USE AND IS
NOT CURRENTLY ACTIVATED.
4.1.3 TEMP LAMP FIGURE 12
THE TEMP LAMP ILLUMINATES IF AN OVER TEMPERATURE
CONDITION OCCURS WITHIN THE MULTIMASTER 260.
THIS CONDITION MAY BE CAUSED BY EXCESSIVE DUTY
CYCLE OR OVERCURRENT CONDITIONS. WHEN AN OVER
TEMPERATURE CONDITION OCCURS, THE WELDING OUTPUT
IS TURNED OFF AND THE UNIT MUST BE ALLOWED TO COOL.
THE MACHINE WILL AUTOMATICALLY RESET WHEN THE
TEMPERATURE FALLS TO A SAFE LEVEL.
4.1.4 PROCESS SELECTOR SWITCH FIGURE 12
The three position process selector switch is located in the
upper righthand corner of the control panel. The process
selector switch provides the visual indication of which process
(Mig, Tig or stick) has been selected.
4.1.5 SECONDARY WELDING CONNECTIONS
The secondary output welding terminals, POS (+) and NEG
(-) are located in the lower right of the front panel, directly
beneath the NAS Mig Gun Connector (Figure 13). See 4.4, 4.5,
and 4.6 for Setup Guides for specic application.
4.1.6 DIGITAL DISPLAYS WFS, AMPS & VOLTS
The digital displays located on the left side of the control
panel are multi-functional depending on the welding process
being used.
4.1.7 MIG WELDING
In the Mig process mode, the digital displays will read preset
wire feed speed in inches per minute and preset arc volts
when the PRESET button is pressed. Once welding begins,
the displays will show average welding current and volts in
the top and bottom display, respectively. The displays have
a “HOLD” circuit that retains the welding conditions. After
welding stops, the display will continue to show the last
welding current and voltage sampled until welding starts
again or the preset button is pressed.
4.1.8 TIG AND STICK WELDING
In the TIG and STICK process mode, you must depress and
hold the PRESET button while presetting the welding current
in the top display. Releasing the preset button causes the
display to return to zero. Once welding begins, the display
will show average welding current and volts in the top and
bottom display, respectively. After welding stops, the display
will again return to zero. There is no “HOLD” circuit for the
display when using the TIG and STICK process modes.
4.1.9 WIRE FEED SPEED CONTROL FIGURE 12
The wire feed speed control potentiometer allows wire feed
speed adjustments between 65 and 675 inches per minute
(IPM). Selecting the Mig process and pressing the PRESET
switch allows the wire feed speed to be preset in the top
digital display by turning the wire speed knob.
4.1.10 VOLTAGE/CURRENT TRIM FIGURE 12
The arc voltage is controlled with this knob when the Process
selector switch is in the MIG position. The Mig arc voltage
can be preset by pressing the preset button and reading the
preset arc volts in the bottom digital display while turning
this knob.
The arc current is controlled with this knob when the WELD
PROCESS SWITCH is in the TIG or STICK position. The welding
current can be preset in amperes by pressing the preset button
and reading the preset amps in the top digital display while
turning this knob. The actual arc voltage will be displayed
during welding.
4.1.11 BURNBACK CONTROL FIGURE 11
The burnback control is located inside the wire spool compart-
ment above the wire feed motor. The control knob adjusts
the time between when the wire feed brake is applied and
the welding contactor is turned “o”. This determines how far
the wire will burnback towards the contact tip after welding
is stopped. If the wire is sticking in the weld pool then turn
the knob clockwise a small amount and retest. Continue this
procedure until the wire clears the top of the weld pool or
burns back the desired amount.
SECTION 4 OPERATION

26
Digital Meters
Amps/Volts/WFS
Power “ON”
Lamp
Temperature
Lamp
Fault
Lamp
WFS - IPM
Lamp
Amps
Lamp
Preset
Button
Weld Process
Switch
Voltage Set - MIG
Current Set - STICK/TIG
Wire Feed
Speed Trim
IPM
Figure 12 - Control Panel
Main
Power
Switch
Spool Gun Control
Module
(Option)
Remote Control
Module
(Option)
Mig Gun
NAS
Connection
Positive Output Con-
nection
Negative Output
Connection
Polarity Switch-
ing Connector
Mig Gun
Trigger
Receptacle
Figure 13 - Front Panel
SECTION 4 OPERATION

27
4.2 OPTIONAL CONTROLS
4.2.1 INDUCTANCE TRIM (OPTIONAL)
PN-0558001794 (Figure 14)
Inductance is used to optimize short circuiting arc perfor-
mance by changing the current rise and fall time of each
short circuit. This results in improved spatter control, weld
bead wetting and arc stability. It is HIGHLY RECOMMENDED
that the Inductance Trim option be used for optimum short
arc welding performance with stainless steel wires.
The INDUCTANCE TRIM is installed inside the wire spool
compartment, above the wire feed motor, to the left of the
Burnback adjustment. The “easy to set” dial is calibrated by wire
alloy (Carbon Steel and Stainless Steel) and Shielding gas:
100% CO
2
Argon - 25% CO
2
Argon - 8 to 15% CO
2
Trimix (Stainless Helium Mixtures)
The short circuiting Mig arc performance will change from
a high short circuit frequency, fast reacting arc, to a lower
short circuit frequency, soft and less spattering arc as the
dial is turned clockwise. The optimized arc performances
will vary depending on shielding gas, wire diameter and
alloy. Gases and alloys other than those indicated can also
be optimized with this control. The operator can adjust this
control as desired to optimize personal preferences of weld-
ing characteristics.
4.2.2 PREFLOW/POSTFLOW/SPOT/BURNBACK
OPTIONAL PN0558001795 FIGURE 15
This optional control is mounted in place of the standard
burnback control inside the wire spool compartment. A
description of the module follows:
A. Preow/Postow - The PREFLOW control sets the time
of the preow shielding gas before the wire starts feed-
ing (0-1.5 sec.). The POSTFLOW control sets the time
the shielding gas remains “ON” after the arc is turned
“OFF” (0-7.5 sec.).
Figure 14 - Inductance Trim
Figure 15 - Preow/Postow/Spot/Burnback
B. Spot Weld Time - This dial sets the spot weld time from 0
to 5 seconds and is controlled by a current detect switch.
The timer does not start until current is detected to insure
consistent results.
C. Burnback Timer - See 4.1.11
D. Spot Weld Switch Position - With the toggle switch in
the SPOT (left) position, the SPOT timer is turned “ON”,
and the spot weld time is controlled by the SPOT WELD
TIMER dial.
E. Continuous Position - With the toggle switch in the
CONTINUOUS (center) position, the welding continues
as long as the Mig gun trigger is depressed.
F. Trigger Lock Position - With the toggle switch in the TRIG-
GER LOCK (right) position, the welding process begins
when the gun trigger is depressed. Once the welding
process has started, the gun trigger may be released with-
out aecting the welding process. To stop the welding
operation, the gun trigger must be depressed a second
time. This allows a continuous weld without having to
continuously depress the gun trigger.
Continuous
“ON”
Trigger Latch
“ON”
Spot “ON”
Spot Time
Preow
Time
Postow Time
Burnback
Time
SECTION 4 OPERATION

28
4.2.3 REMOTE CONTROL MODULE OPTIONAL
PN0558001792 FIGURE 16
This optional control panel mounts to the front of the power
source to the right of the main power switch (see Figure 13).
The remote receptacle can be used for a variety of options,
such as a Tig current control, foot pedal control or manual
hand current control. The module includes a toggle switch
to select between PANEL or REMOTE control of the welding
current and contactor.
Figure 16 Remote Control Module
4.2.4 SPOOL GUN CONTROL MODULE
OPTIONAL PN0558001793 FIGURE 17
This module mounts to the front panel just left of the Mig Gun
trigger connectors and allows the use of either the MT-250SG
or ST-23A spool guns with the Multimaster 260. The module
has a switch to select either spool gun or regular Mig gun
operation. See Table 3 for MIG Spool Gun Paramaters.
Figure 17 - Spool Gun Control Module
4.3 OPERATING PROCEDURES
Comply with all ventilation, re and other safety require-
ments for arc welding as established in the SAFETY Section
at the front of this manual.
SECTION 4 OPERATION
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
/