
August
1984
FORM:
OM-872
~8
8,
0~
090
RC-IW-1
RC-IW-2
PILE
~o~y
RETURI\J
~,
LD~~
OWN
ERS
MANUAL
MILLER
ELECTRIC
MFG.
CO.
718
S.
BOUNDS
ST.
P.O.
Box
1079
APPLETON,
WI
54912
USA
ADDITIONAL
COPY
PRICE
45
CENTS
Effective
With
Style
No.
JE-35
MODEL
nil
ER
NWSA
CODE
NO.
4579
PRINTED
IN
U.S.A.

LIMITED
WARRANTY
EFFECT(VE:
JUNE
1,
1979
This
warranty
supersedes
all
previous
MILLER
warranties
and
is
ex
clusive
with
no
other
guarantees
or
warranties
expressed
or
implied.
LIMITED
WARRANTY-Subject
to
the
terms
and
conditions
As
a
matter
of
general
policy
only,
Miller
may
honor
claims
hereof,
Miller
Electric
Mfg.
Co.
Appleton,
Wisconsin
warrants
submitted
by
the
original
user
within
the
foregoing
periods.
to
its
Distributor/Dealer
that
all
new
and
unused
Equipment
(!
furnished
by
Miller
is
free
from
defect
in
workmanship
and
In
the
case
of
Millers
breach
of
warranty
or
any
other
duty
material
as
of
the
time
and
place
of
delivery
by
Miller.
No
war-
with
respect
to
the
quality
of
any
goods,
the
exclusive
remedies
ranty
is
made
by
Miller
with
respect
to
engines,
trade
ac-
therefore
shall
be,
at
Millers
option
(1)
repair
or
(21
replacement
cessories
or
other
items
manufactured
by
others.
Such
or,
where
authorized
in
writing
by
Miller
in
appropriate
cases,
(3)
engines,
trade
accessories
and
other
items
are
sold
subject
to
the
reasonable
cost
of
repair
or
replacement
at
an
authorized
the
warranties
of
their
respective
manufacturers,
if
any
.
All
Miller
service
station
or
(41
payment
of
or
credit
for
the
purchase
engines
are
warranted
by
their
manufacturer
for
one
year
from
price
(less
reasonable
depreciation
based
upon
actual
usel
upon
date
of
original
purchase.
return
of
the
goods
at
Customers
risk
and
expense.
Upon
receipt
of
notice
of
apparent
defect
or
failure,
Miller
shall
instruct
the
cIa)-
Except
as
specified
below,
Millers
warranty
does
not
apply
mant
on
the
warranty
claim
procedures
to
be
followed.
d
to
components
having
normal
useful
life
of
less
than
one
(1)
year,
such
as
spot
welder
tips,
relay
and
contactor
points,
ANY
EXPRESS
WARRANTY
NOT
PROVIDED
HEREIN
AND
MILLERMATIC
parts
that
come
in
contact
with
the
welding
ANY
IMPLIED
WARRANTY,
GUARANTY
OR
REPRESENTA
wire
including
nozzles
and
nozzle
insulators
where
failure
does
TION
AS
TO
PERFORMANCE,
AND
ANY
REMEDY
FOR
not
result
from
defect
in
workmanship
or
material.
BREACH
OF
CONTRACT
WHICH,
BUT
FOR
THIS
PROVISION.
~
MIGHT
ARISE
BY
IMPLICATION,
OPERATION
OF
LAW,
Miller
shall
be
required
to
honor
warranty
claims
on
war-
CUSTOM
OF
TRADE
OR
COURSE
OF
DEALING,
INCLUDING
ranted
Equipment
in
the
event
of
failure
resulting
from
a
defect
ANY
IMPLIED
WARRANTY
OF
MERCHANTABILITY
OR
OF
within
the
following
periods
from
the
date
of
delivery
of
Equip-
FITNESS
FOR
PARTICULAR
PURPOSE,
WITH
RESPECT TO
(
merit
to
the
original
user:
ANY
AND
ALL
EQUIPMENT
FURNISHED
BY
MILLER
IS
EX
~1)
CLUDED
AND
DISCLAIMED
BY
MILLER.
1.
Arc
welders,
power
sources
and
components
.
.
1
year
2.
Original
main
power
rectifiers
3
years
EXCEPT
AS
EXPRESSLY
PROVIDED
BY
MILLER
IN
Ilabor
-
1
year
only)
WRITING,
MILLER
PRODUCTS
ARE
INTENDED
FOR
3.
All
welding
guns
and
feeder/guns
90
days
ULTIMATE
PURCHASE
BY
COMMERCIAL/INDUSTRIAL
4.
All
other
Millermatic
Feeders
1
year
USERS
AND
FOR
OPERATION
BY
PERSONS
TRAINED
AND
5.
Replacement
or
repair
parts,
exclusive
of
labor
.
60
days
EXPERIENCED
IN
THE
USE
AND
MAINTENANCE
OF
6.
Batteries
6
months
WELDING
EQUIPMENT
AND
NOT
FOR
CONSUMERS
OR
CONSUMER
USE.
MILLER
WARRANTIES
DO
NOT
EXTEND
provided
that
Miller
is
notified
in
writing
within
thirty
(30)
days
TO,
AND
NO
RESELLER
IS
AUTHORIZED
TO
EXTEND
?
of
the
date
of
such
failure.
MILLERS
WARRANTIES
TO,
ANY
CONSUMER.
:?5,
d~
,~,
.

ERRATA
SHEET
Replace
Warranty
with
the
following:
I.
MILLERS
TRUE
BLUETM
LIMITED
WARRANTY
EffectIve
January
1,
1992
(Equipment
with
a
serial
number
preface
of
KC
or
newer)
This
limited
warranty
supersedes
all
previous
MILLER
warranties
and
is
exclusive
with
no
other
guarantees
or
warranties
enpressed
or
implied
~~1
LIMITED
WARRANTY
-
Subtect
to
the
terms
and
conditions
below.
MILLER
Electric
MIg
Co
.
ADoleton.
Wisconsin.
warrants
to
its
original
retail
purchaser
that
new
MILLER
equipment
sold
alter
the
etlective
date
of this
limited
warranty
is
tree
of
de
tects
in
material
and
workmanship
at
the
time
ills
shipped
by
MILLER
THIS
WAR
RANTY
IS
EXPRESSLY
IN
LIEU
OF
ALL
OTHER
WARRANTIES.
EXPRESS
OR
IMPLIED.
INCLUDING
THE
WARRANTIES
OF
MERCHANTABILITY
AND
FIT.
NESS
Within
the
warranty
periods
hsted
below.
MILLER
will
repair
or
replace
any
war.
ranted
parts
or
components
that
tail
due
to
such
detects
in
material
or
workmanship
MILLER
must
be
notified
in
writing
within
thirty
(30)
days
ci
such
detect
or
tarlure.
at
which
time
MILLER
will
provide
instructions
on
the
warranty
claim
procedures
to
be
followed
MILLER
shall
honor
warranty
claims
on
warranted
equipment
listed
below
in
the
event
of
such
a
tailure
within
the
warranty
time
periods
All
warranty
time
periods
start
on
the
date
that
the
equipment
was
delivered
to
the
original
retail
purchaser.
and
are as
follows
5
Years
Paris
3
Years
Labor
Original
main
power
rectitiers
2
3
Years
Paris
and
Labor
Tiarrsformer,Rectitier
Power
Sources
Plasma
Arc
Cutting
Power
Sources
Sew-Automatic
and
Automatic
Wire
Feeders
Robots
3
2
Years
-
Paris
and
Labor
Engine
Driven
Welding
Generators
NOTE
Engines
are
warranted
separately
by
the
engine
manufacturer)
4
t
Year
Paris
and
Labor
Motor
Driven
Guns
Process
Controllers
Water
Coolant
Systems
HF
Units
Grids
Spot
Welders
Load
Banks
SDX
Traristormers
Running
Gear/Trailers
Field
Options
INOTF
Field
options
are
covered
under
True
Blue
r
or
the
remaining
warranty-period
of
the
product
they
are
installed
in.
or
for
a
minimum
01
one
year
-
whichever
is
greater)
5
6
MOnths
Datteries
6
90
Days
--
Paris
and
Labor
MIG
GunsflIG
Torches
Plasma
Cutting
Torches
Remote
Controls
*
Accessory
I<its
Replacement
Paris
MILLERS
True Blue
~
Limited
Warranty
shall
not
apply
to
Items
furnished
by
MILLER.
but
manufactured
by
others,
such
as
engines
or
trade
accessories
These
items
are
covered
by
the
manufacturers
warranty,
if
any
2.
Consumable
components:
such
as
contact
tips,
cutting
nozzles,
COntaCIOrs
and
relays
3
Equipment
that
has
been
modified
by
any
party
other
than
MILLER.
or
equip
ment
that
has
been
improperly
installed,
improperly
operated
or
misused
based
upon
industry
standards,
or
equipment
which
has
not
had
reasonable
and
necessary
maintenance,
or
equipment
which
has
been used
br
operation
outside
01
the
specitications
Icr
the
equipment
MILLER
PRODUCTS
ARE
INTENDED
FOR
PURCHASE
AND
USE
BY
COMMER
CIALIINDIJSTRIAL
USERS
AND
PERSONS
TRAINED
AND
EXPERIENCED
IN
THE
USE
AND
MAINTENANCE
OF
WELDING
EQUIPMENT
In
the
event
of
a
warranty
claim
covered
by
this
warranty,
the
euclusive
remedies
shalt
be.
at
MILLERS
option.
(t(
repair;
or
121
replacement,
or.
where
authorized
in
writing
by
MILLER
in
appropriate
cases.
13)
the
reasonable
cost
of
repair
or
replace
ment
at
an
authorized
MILLER
service
station.
or
(4)
payment
of
or
Credit
fOr
the
pur
chase
price
(less
reasonable
depreciation
based
upon
actual
use)
upon
return
of
the
goods
at
customers
risk
and
expense
MILLERS
option
01
repair
or
replacement
will
be
F
0
B
.Factory
at
Appleton,
Wisconsin.
or
F
0
B
at
a
MILLER
authorized
ser
vice
tacility
as
determined
by
MILLER
Therefore
no
compensation
or
reimburse
ment
for
transportation
costs
01
any
kind
will
be
allowed
TO
THE
EXTENT
PERMITTED
BY
LAW,
THE
REMEDIES
PROVIDED
HEREIN
ARE
THE
SOLE
AND
EXCLUSIVE
REMEDIES
IN
NO
EVENT
SHALL
MILLER
BE
LIABLE
FOR
DIRECT.
INDIRECT.
SPECIAL.
INCIDENTAL
OR
CONSEQUENTIAL
DAMAGES
(INCLUDING
LOSS
OF
PROFIT).
WHETHER
BASED
ON
CON
TRACT.
TORT
OR
ANY
OTHER
LEGAL
THEORY
ANY
EXPRESS
WARRANTY
NOT
PROVIDED
HEREIN
AND
ANY
IMPLIED
WAR
RANTY.
GUARANTY
OR
REPRESENTATION
AS
TO
PERFORMANCE.
AND
ANY
REMEDY
FOR
BREACH
OF
CONTRACT
TORT
OR
ANY
OTHER
LEGAL
THEORY
WHICH.
BUT
FOR
THIS
PROVISION.
MIGHT
ARISE
BY
IMPLICATION.
OPERATION
OF
LAW.
CUSTOM
OF
TRADE
OR
COURSE
OF
DEALING.
IN.
CLUDING
ANY
IMPLIED
WARRANTY
OF
MERCHANTABILITY
OR
FITNESS
FOR
PARTICULAR
PURPOSE.
WITH
RESPECT
TO
ANY
AND
ALL
EQUIPMENT
FURNISHED
BY
MILLER
IS
EXCLUDED
AND
DISCLAIMED
BY
MILLER
Some
states
ri
the
U
S
A
do
not
allow
limitations
of
how
long
an
implied
warranty
lasts,
or
the
exclusion
of
incidental.
indirect,
special
or
consequential
damages,
so
the
above
limitation
or
euclusion
may
not
apply
to
you.
This
warranty
provides
spe
cific
legal
rights.
and
other
rights
may
be
available.
but
may
vary
trom
state
to
state
In
Canada.
legislation
in
some
provinces
provides
for
Certain
additional
warranties
or
remedies
other
than
as
stated
herein,
and
to
the
eetent
that
they
may
not
be
waived,
the
limitations
and
enctusioris
set
Out
above
may
not
apply.
This
Limited
Warranty
provides
specific
legal
rights,
and
other
rights
may
be
available.
bul
may
vary
horn
province
to
province.
After
this
manual
was
printed,
refinements
in
equipment
design
occurred.
This
sheet
lists
exceptions
to
data
appearing
later
in
this
manual.
t

AMENDMENT
TO
SECTION
2
-
INSTALLATION
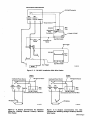
Amend
Figure
2-2.
RC-IW-1
Installation
With
Wire
Feeder
INTELLI
WELD
POWER
SOURCE
Figure
2-2.
AC-lW-i
Installation
With
Wire
Feeder
115
VAC
S.0310
115
VAC/Contactor
RC-IW-1
Rear
View
Connected
To
Motor
Digital
Wire
Feeder
AC-lW-i
I
I
Front
View
I
Wire
Feeder
Gun
Trigger
OM-872
Page
2

Amend
Figure
2-3.
RC-IW-2
Installation
With
Wire
Feeder
Front
View
Gun
Trigger
AMENDMENT
TO
SECTION
4
SEQUENCE
OF
OPERATION
Add
the
following
WARNING
at
beginnings
of
Sections
4-1,
4-2,
4-3,
4-4,
and
4-5:
a
WARNING:
USING
BOTH
POSITIVE
(+)
WELD
OUTPUT
TERMINALS
at
same
time
can
cause
serious
electric
shock
and
arcing
hazards.
Do
not
use
both
positive
(+)
weld
output
terminals
at
the
same
time.
Read
welding
power
source
Owners
Manual
for
additional
information.
INTELLIWELD
POWER
SOURCE
115
VAC/Contactor
115
VAC
Figure
2-3.
RC-IW-2
Installation
With
Wire
Feeder
SO3~
I
OM-872
Page
3

AMENDMENT
TO
SECTION
5
MAINTENANCE
&
TROUBLESHOOTING
Amend
Figure
5-1.
Circuit
Diagram
For
RC-IW-1
Models
Cp
9.
PLG5~
Cc
RMT
RC5O
$T
0.
Figure
5-1.
Circuit
Diagram
For
AC-lW-I
Models
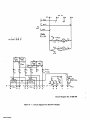
Amend
Figure
5-2.
Circuit
Diagram
For
RC-IW-2
Models
(See
Page
5
on
this
Errata)
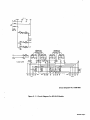
Add
Figure
5-3.
Circuit
Diagram
for
RC-IW-2
Relay
Board
(See
Page
5
on
this
Errata)
Add
Figure
5-4.
Wiring
Diagram
for
RC-IW-1
(See
Page
6
on
this
Errata)
Add
Figure
5-5.
Wiring
Diagram
for
RC-IW-2
(See
Page
7
on
this
Errata)
AMENDMENT
TO
PARTS
LIST
Amend
Parts
List
as
follows:
**First
digit
represents
page
no
-
digits
following
dash
rep;esent
item
no.
BE
SURE
TO
PROVIDE
MODEL
AND
SERIAL
NUMBER
WHEN
ORDERING
REPLACEMENT
PARTS.
PCi
i
AC
IN
¶
2
4
4
HT
>
AC
OUT
>
~RN
1
42
TEio
o
0
0
0
r
9
AC
DA
BC
FE
CD
Circuit
Diagram
No.
A-094
844-A
Dia.
Mkqs.
Part
No.
Replaced
With
Description
.
.
.
2-3
2-13
047
497
604
108
.
..
....
134
327..
Deleted
LABEL,
warning
general
precautionary
1
.
2-14
.
PLG3
...
056
264
.
. .
.
079878..
079
535..
HOUSING
PLUG
&
PINS,
(consisting
of)
..
TERMINAL,
male
(RC-IW-2)
1
4
.
2-21
601
219
....
Deleted
.
2-
Added
. .
.
.
048
834..
CLAMP,
cable
1
.
2-
Added
..
.
.
604
525..
CABLE,
No.
18
2/c
(order
by
ft)
3ft
Quantity
OM-872
Page
4

/ /
4 4
2
TEl
0
N
K
N
I
IA
_v_v
/5
/9
/2
/3
/7
14
IS
N
Cw~
A
X
~
0
B C
E
F
Figure
5-2.
Circuit
Diagram
For
RC-IW-2
Models
AC IN
2<
-,
3
PC
PtGI
4
(
&~4~
-((0
9t03
S0~Cv
~
Slk
STO
fl
~
PNT9
TNT
~
1
1
F
00
0
E
AnJ
DI
PCOO
K00
DI
PCOI
*C
~JT
CC
*15
S
~
P
V
____________________
Si
Si
V
7/
22
/6
25
A~S
~~?f~]
54~~:1E~i
vD~IS
~
cw~
v0I-rS
F
E
C
0~
e
C
E
23
0
0C2
PCI
LEFT
5C3
BlOAT
Circuit
Diagram
No.
SB-094
843-C
CR51
CR54
HF~
CR5
HF~
CR54
CR54
H~
CR51
~-
a~
56
CR53
,,~
CR53
HF~-
~HF~
CR56
A-L
ON
RC5O
K-DD
ON
PC5I
CR5
I
CR54
CR53
HF~
CR53
HF~
/
/
N
AA
T
P
L
1<
CC
S
LEFT
RIGHT
P
E
B
OF
DOH
G
Figure
5-3.
Circuit
Diagram
for
RC-IW-2
Relay
Board
Circuit
Diagram
No.
SA-124
804
OM-872
Page
5

1
Is
C.,
1.0
N
0
1
U
C)
a
z
E
C,
C,
C
0
E
0,
0
C,
C
0,
U-
SISSYHD
I
Old
/
)
YM)
3)4
OM-872
Page
6

a
CPOLIJD
93
I
At
V
WA
V
95
94
KEISAY
PC2
PLG5O
PC4
PLC3
PLC
I
PLG5I
PC
I
Wiring
Diagram
No.
SC-i
07
639-A
Figure
5-5.
Wiring
Diagram
for
RC-IW-2


TABLE
OF
CONTENTS
Section
No.
Page
No.
SECTION
1
-
INTRODUCTION
1
-
1.
General
Information
And
Safety
1
1
-
2.
Receiving-Handling
1
1
-
3.
Description
1
SECTION
2
-
INSTALLATION
2
-
1.
115
Volts
AC
Connection
To
Wire
Feeder
4
2
-
2.
Output
Control
Connection
4
2
-
3.
115
VAC/Contactor
Connection
To
Welding
Power
Source
4
2
-
4.
Switching
Relay
Connection
4
2
-
5.
Remote
Control
Receptacle(s)
4
SECTION
3
-
OPERATOR
CONTROLS
3
-
1.
Voltage
And
Amperage
Controls
4
3
-
2.
Remote
Control
Switch(es)
4
3
-
3.
CC/CP
Switch
4
3
-
4.
Arc
Control
5
3
-
5.
Contactor
Switch
On
AC-lW
5
SECTION
4
-
SEQUENCE
OF
OPERATION
4
-
1.
Gas
Metal-Arc
Welding
&
Flux
Cored-Arc
Welding
With
AC-lW-i
Models
5
4
-
2.
Gas
Metal-Arc
Welding
&
Flux
Cored-Arc
Welding
Using
RC-lW-2
Models
5
4
-
3.
Shielded
Metal-Arc
Welding
6
4
-
4.
Submerged
Arc
Welding
6
4
-
5.
GasTungsten-ArcWelding
6
4
-
6.
Shutting
Down
6
SECTION
5
-
MAINTENANCE
&
TROUBLESHOOTING
5
-
1.
Inspection
And
Upkeep
7
5
-
2.
Troubleshooting
7


SECTION
1
-
INTRODUCTION
Figure
1
-
1.
Specifications
1
-
1.
GENERAL
INFORMATION
AND
SAFETY
A.
General
Information
presented
in
this
manual
and
on
various
labels,
tags,
and
plates
on
the
unit
pertains
to
equip
ment
design,
installation,
operation,
maintenance,
and
troubleshooting
which
should
be
read,
understood,
and
followed
for
the
safe
and
effective
use
of
this
equip
ment.
B.
Safety
The
installation,
operation,
maintenance,
and
troubleshooting
of
arc
welding
equipment
requires
practices
and
procedures
which
ensure
personal
safety
and
the
safety
of
others.
Therefore,
this
equipment
is
to
be
installed,
operated,
and
maintained
only
by
qualified
persons
in
accordance
with
this
manual
and
all
ap
plicable
codes
such
as,
but
not
limited
to,
those
listed
at
the
end
of
Section
1
-
Safety
Rules
For
Operation
Of
Arc
Welding
Power
Source
in
the
welding
power
source
Owners
Manual.
Safety
instructions
specifically
pertaining
to
this
unit
ap
pear
throughout
this
manual
highlighted
by
the
signal
word
WARNING
WARNING
statements
include
installation,
operating,
and
maintenance
procedures
or
practices
which
if
not
carefully
followed
could
result
in
serious
personal
injury
or
loss
of
life.
IMPORTANT
A
second
signal
word,
______________
highlights
in
structions
which
need
special
emphasis
to
obtain the
most
efficient
operation
of
this
equipment.
1
-
2.
RECEIVING
-
HANDLING
-
Prior
to
installing
this
equipment,
clean
all
packing
material
from
around
the
unit
and
carefully
inspect
for
any
damage
that
may
have
occurred
during
shipment.
Any
claims
for
loss
or
damage
that
may
have
occurred
in
transit
must
be
filed
by
the
purchaser
with
the
carrier.
A
copy
of
the
bill
of
lading
will
be
furnished
by
the
manufacturer
on
re
quest
if
occasion
to
file
claim
arises.
When
requesting
information
concerning
this
equip
ment,
it
is
essential
that
Model
Description
and
Style
Numbers
of
the
equipment
be
supplied.
1
-
3.
DESCRIPTION
-
The
RC-IW
is
a
remote
con
trol
designed
to
control
an
INTELLIWELD
welding
power
source.
It
provides
the
capability
of
presetting
voltage
and
amperage.
The
RC-IW
is
equipped
with
a
CONTACTOR
switch,
ARC
CONTROL
potentiometer,
and
CC/CP
switch
for
controlling
functions
of
the
welding
power
source
when
it
is
in
the
remote
mode.
RD-lW-i
models
can
be
used
to
preset
voltage
or
amperage
parameters
for
a
single
wire
feeder
or
one
side
of
a
dual
wire
feeder.
RC-IW-2
models
preset
voltage
or
amperage
parameters
for
both
sides
of
a
dual
wire
feeder.
lW-2
model
illustrated.
Overall
dimensions
same
for
lW-i
models
OM-872
Page
1

*lW2
models
only
SECTION
2
-
INSTALLATION
115
VAC/Contactor
Receptacle
I
Switching
Relay
Cord
Feeder
115
VAC
Cord
Figure
2
-
1.
Rear
Panel
View
INTELLIWELD
POWER
SOURCE
Figure
2
2.
RC-IW-1
Installation
With
Wire
Feeder
TA-091
126
116
VAC
TA-093
977
Output
Control
Receptacle
Output
Control~
Rear
View
Wire
Feeder
To
Motor
RC-lW-1
I
Front
View
Wire
Feeder
OM-872
Page
2

INTELLI
WELD
POWER
SOURCE
Figure
2
-
3.
RC-IW-2
Installation
With
Wire
Feeder
Output
Control
Feeder
115
VAC
TA-093
978
Figure
2
-
4.
Output
Connections
For
Shielded
Metal-Arc
Welding
(Reverse
Polarity)
Without
Wire
Feeder
Figure
2
-
5.
Output
Connections
For
Gas
Tungsten-Arc
Welding
(Straight
Polarity)
Without
Wire
Feeder
Positive
Positive
Negative
115
VAC/Contactor
Intelliweld
Power
Source
Max.
Mm.
Inductor
Inductor
Poe.
Poe.
Ic
0
115
VAC/Contactor
V
Intelliweld
Power
Source
Output
Control
I
115
VAC/Contactor
I
Max.
Mm.
Inductor
Inductor
Poe. Poe.
U
0
Rear
View
~
RC-IW-1
Shown
(Connections
Same
For
RC-IW-2)
TA-093
976
Rear
View
-
~
RC-IW-1
Shown
(Connections
Same
For
RC-IW-2)
Workpiece~~
TA-093
976
OM-872
Page
3

I
I~I
~s]
I
1..1~I
~
Loosen
the
screws
along
the
top
of
the
wire
feeder
control
box
and
set
the
RC-IW
on
top
of
the
wire
feeder,
if
applicable.
Tighten
securing
screws.
2
-
1.
115
VOLTS
AC
CONNECTION
TO
WIRE
FEEDER
(Figures
2-1,
2-2
&
2-3)
-
Connect
the
four-
socket
plug
from
the
RC-IW
to
the
four-pin
receptacle
on
the
rear
of
the
wire
feeder.
2
-2.
OUTPUT
CONTROL
CONNECTION
(Figures
2-1,
2-2
&
2-3)
-
Connect
the
ten-socket
connector
on
the
supplied
output
control
cord
to
the
ten-pin
recep
tacle
on
the
RC-IW.
Connect
the
remaining
end
to
the
REMOTE
OUTPUT
CONTROL
receptacle
on
the
IN
TELLIWELD
power
source.
2
-
3.
115
VAC/CONTACTOR
CONNECTION
TO
WELDING
POWER
SOURCE
(Figures
2-1,
2-2
&
2-3)
-
Connect
the
supplied
four-socket
plug
on
the
115
volts/contactor
cord
to
the
four-pin
receptacle
on
the
rear
of
RC-IW.
Connect
the
three-pole
twistlock
plug
on
the
115
volts/cntactor
cord
to
the
115
VOLTS
AC
twistlock
receptacle
on
the
INTELLIWELD
power
source.
Connect
the
two-pole
twistlock
plug
on
the
115
volts/contactor
cord
to
the
REMOTE
CONTACTOR
CONTROL
receptacle
on
the
INTELLIWELD
power
source.
2
-4.
SWITCHING
RELAY
CONNECTION
(RC
IW-2
Models
Only)(Figures
2-1
&
2-3)
-
Connect
the
four-contact
connector
from
the
RC-IW
to
the
four-
contact
connector
on
the
rear
of
the
dual
wire
feeder.
2
-
5.
REMOTE
CONTROL
RECEPTACLE(S)
(Figures
2-1.
2-2
&
2-3)
-
The
REMOTE
CONTROL
receptacle(s)
is
provided
for
connecting
an
optional
dual
schedule
control.
Connect
the
six-pin
plug
on
the
out
put
control
cord
from
the
Dual
Schedule
Control
to
the
REMOTE
CONTROL
receptacle.
When
using
a
Dual
Schedule
Control,
place
appropriate
STANDARD/REMOTE
switch
in
the
REMOTE
position.
SECTION
3
-
OPERATOR
CONTROLS
3
-
1,
VOLTAGE
AND
AMPERAGE
CONTROLS
(Figure
3-1)
-
The
VOLTS
and
AMPS
controls
provide
selection of
the
desired
voltage
and
amperage
for
the
welding
operation
from
the
RC-IW.
These
controls
are
calibrated
respectively
in
volts
and
amps.
Rotating
these
controls
clockwise
increases
the
amps
and
volts
output.
If
the
selected
Volts
or
Amps
setting
is
below
the
welding
power
source
minimum,
actual
welding
output
will
be
the
welding
power
source
minimum
regardless
of
the
selected
value.
If
the
selected
voltage
is
above
the
welding
power
source
maximum,
actual
welding
voltage
will
be
the
welding
power
source
maximum.
3
-
2.
REMOTE
CONTROL
SWITCH(es)
(Figure
3-1)
-
The
Remote
Control
switch(es)
is
provided
for
selecting
single
scheduling
by
means
of
the
RC-IW
or
dual
scheduling
by
means
of
an
optional
Dual
Schedule
Control.
The
Remote
Control
switch
must
be
in
the
STANDARD
position
to
select
welding
parameters
at
the
RC-IW.
The
Remote
Control
switch
must
be
in
the
REMOTE
position
to
select
welding
parameters
from
the
Dual
Schedule
control
and
to
dual
schedule
welding
conditions.
3
-
3.
CC/CP
SWITCH
(Figure
3-1)
Placing
this
switch
in
the
CP
(Constant
Potential)
posi
tion
causes
the
INTELLI
WELD
power
source
to
provide
weld
output
for
processes
requiring
a
constant
voltage
output.
Placing
this
switch
in
the
CC
(Constant
Current)
posi
tion
causes
the
INTELLI
WELD
power
source
to
provide
weld
output
for
processes
requiring
a
constant
current
output.
Amps
Control
Amps
Control
Remote
Control
Switch
Remote
Control
~
Receptacle
*lW2
Model
Shown
/
Volts
Control
Remote
,...-Control
Switch
..
Remote
Control
Receptacle
/
I
Arc
Contactor
Control
Switch
CP/CC
Switch
Volts
Control
Figure
3
-
1.
Front
Panel
View*
OM-872
Page
4

3
-
4.
ARC
CONTROL
(Figure
3-1)
3
-
5.
CONTACTOR
SWITCH
ON
RC-IW
(Figure
The
ARC
CONTROL
potentiometer
provides
variable
selection
of
short-circuit
current
to
suit
individual
welding
conditions
when
in
the
CC
mode
of
operation.
Rotating
this
control
clockwise
causes
the
current
to
in
crease
as
the
short-circuit
condition
is
approached.
When
this
control
is
set
at
some
value
above
0,
the
cur
rent
begins
to
increase
when
arc
voltage
drops
below
20
volts.
When
the
control
is
set
at
10,
the
short
circuit
current
is
considerably
higher
than
normal
welding
current.
This
provides
extra
current
for
arc
starting
in
out
of
position
welds
as
well
as
for
certain
types
of
electrodes.
The
5
position
provides
moderate
current
increase
for
arc
starting
necessary
for
certain
types
of
electrodes
and
applications.
Refer
to
CC
Volt
Amp
curves
in
power
source
Owners
Manual.
IMPORTANT
For
RC-/W
to
be
functional,
the
welding
power
source
must
be
ON
and
power
source
Remote
Contactor
switch
must
be
in
the
REMOTE
posi
tion.
Power
source
output
can
be
obtained
with
use
of
the
RC-lW
in
the
following
manner:
1.
With
the
CONTACTOR
switch
in
the
ON
posi
tion,
open-circuit
voltage
will
be
present
at
the
weld
output
terminals.
This
position
would
be
used
for
Shielded
Metal-Arc
Welding.
2.
With
the
CONTACTOR
switch
in
the
OFF
posi
tion,
open-circuit
voltage
at
the
weld
output
ter
minals
will
be
present
only
when
the
gun
trigger
is
depressed
as
in
Gas
Metal-Arc
Welding
with
a
wire
feeder.
SECTION
4
-
SEQUENCE
OF
OPERATION
WARNING
ARC
RAYS,
SPARKS.
AND
HOT
can
burn
eyes
and
skin;
NOISE
can
SURFACES
damage
hearing.
Wear
correct
eye,
ear,
and
body
protection.
FUMES
AND
GASES
can
seriously
harm
your
health.
Use
enough
ventilation
to
keep
fumes
and
gases
from
the
breathing
zone.
IMPORTANT
______________
If
an
optional
Dual
Schedule
control
is
used,
place
the
Remote
Control
switch
in
the
REMOTE
position
and
set
the
welding
parameters
for
the
second
schedule
on
the
Dual
Schedule
Control.
8.
Turn
on
shielding
gas
supply.
9.
Begin
welding.
See
Section
1
-
Safety
Rules
For
Operation
Of
Arc
Welding
Power
Sources
in
the
welding
power
source
Owners
Manual
for
basic
welding
safety
information.
4
-
1.
GAS
METAL-ARC
WELDING
&
FLUX
CORED-ARC
WELDING
WITH
RC-IW-1
MODELS
1.
Be
sure
the
unit
has
been
installed
as
instructed
in
Section
2.
2.
Energize
the
welding
power
source
and
wire
feeder.
4
-2.
GAS
METAL-ARC
WELDING
&
FLUX
CORED-ARC
WELDING
USING
RC-IW-2
MODELS
1.
Be
sure
the
unit
is
installed
as
instructed
in
Sec
tion
2.
2.
Energize
the
welding
power
source
and
the
wire
feeder.
IMPORTANT:
_________
To
preset
VOL
TS
in
the
CP
mode,
the
CONTACTOR
switch
on
the
RC-lWmustbe
in
the
OFF
position
and
the
gun
trigger
switch
open.
IMPORTANT:
_________
To
preset
VOLTS
in
the
CP
mode,
the
CONTACTOR
switch
on
the
RC-lWmustbe
in
the
OFF
position
and
the
gun
trigger
switch
open.
3.
Place
the
REMOTE
OUTPUT
CONTROL
switch
on
the
welding
power
source
in
the
REMOTE
position.
3.
Place
the
REMOTE
OUTPUT
CONTROL
switch
on
the
welding
power
source
in
the
REMOTE
position.
When
power
is
applied
to
the
dual
wire
feeder,
the
right
side
controls
on
the
feeder
and
on
the
RC-IW
are
energized.
IMPORTANT
4.
Place
the
remote
control
switch
on
RC-IW
in
the
STANDARD
position.
5.
Place
the
CP/CC
switch
in
the
CP
position.
6.
Rotate
the
VOLTS
control
to
the
desired
voltage
setting.
7.
Set
desired
wire
feed
speed
on
wire
feeder.
4.
Place
the
Remote
Control
switch
on
RC-lW
in
the
STANDARD
position.
5.
Place
the
CP/CC
switch
in
the
CP
position.
6.
Rotate
the
Right
VOLTS
control
to
the
desired
setting
for
voltage
on
the
right
side.
7.
Set
desired
wire
feed
speed
for
right
side
on
wire
feeder.
3-1)
OM-872
Page
5

IMPORTANT
IMPORTANT
IMPORTANT
IMPORTANT
2.
IMPORTANT
9.
4
-
6.
1.
2.
3.
4.
_____________
If
an
optional
Dual
Schedule
Control
is
used
on
the
right
side,
place
the
Remote
Control
switch
in
the
REMOTE
Position
and
set
the
we/ding
parameters
for
the
second
schedule
on
the
Dual
Schedule
Control.
8.
Depress
the
Left
JOG
switch
(transfers
control
to
Left
side).
9.
Rotate
the
Left
VOLTS
control
to
the
desired
setting
for
voltage
control
on
the
left
side.
10.
Set
desired
wire
feed
speed
for
left
side
on
wire
feeder.
______________
If
an
optional
Dual
Schedule
Control
is
used
on
the
left
side,
p/ace
the
Remote
control
switch
in
the
REMOTE
position
and
set
the
welding
parameters
for
the
second
schedule
on
the
Dual
Schedule
Control.
11.
Turn
on
shielding
gas
supply.
12.
Begin
welding.
4
-
3.
SHIELDED
METAL-ARC
WELDING
1.
Be
sure
the
unit
is
installed
as
instructed
in
Sec
tion
2.
2.
Energize
the
welding
power
source.
3.
Place
the
CONTACTOR
switch
in
the
OFF
posi
tion.
_____________
To
preset
AMPS
in
the
CC
mode,
the
CONTACTOI?
switch
on
the
RC-lWmustbe
in
the
OFF
position.
4.
Place
the
CP/CC
switch
in
the
CC
position.
5.
Place
the
REMOTE/STANDARD
switch
in
the
desired
position.
6.
Rotate
the
AMPS
adjustment
control
to
the
desired
position.
7.
Rotate
the
ARC
CONTROL
to
the
desired
posi
tion.
8.
Place
the
CONTACTOR
switch
in
the
ON
posi
tion.
9.
Begin
welding.
4
-4.
SUBMERGED
ARC
WELDING
1.
Be
sure
the
unit
is
installed
as
instructed
in
Sec
tion 2.
2.
Install
and
prepare
wire
feeder
according
to
its
Owners
Manual.
3.
Install
and
prepare
flux
system
according
to
its
Owners
Manual.
OM-872
Page
6
4.
Energize
the
welding
power
source
and
wire
feeder.
_____________
To
preset
AMPS
in
the
CC
mode,
the
CONTACTOR
switch
on
the
RC-lWmustbe
in
the
OFF
position.
To
preset
VOL
TS
in
the
CP
mode,
the
CON-
TA
CTOR
switch
on
the
RC-/W
must
be
in
the
OFF
posi
tion
and
the
gun
trigger
switch
open.
5.
Place
the
CP/CC
switch
in
the
desired
position.
6.
Place
the
Remote
switch
in
the
desired
position.
7.
Rotate
the
VOLT/AMPS
control
to
the
desired
position.
8.
Turn
on
flux
supply
as
applicable.
9.
Begin
welding.
4
-5.
GAS
TUNGSTEN-ARC
WELDING
1.
Be
sure
unit
is
installed
as
instructed
in
Section
2.
Energize
the
welding
power
source.
_____________
To
preset
AMPS
in
the
CC
mode,
the
CONTACTOR
switch
on
the
RC-lWmustbe
in
the
OFF
position.
3.
Place
the
CP/CC
switch
in
the
CC
position.
4.
Rotate
the
ARC
CONTROL
to
the
0
position.
5.
Place
the
REMOTE
switch
in
the
desired
posi
tion.
6.
Rotate
the
AMPS
control
to
the
desired
position.
7.
Turn
on
the
shielding
gas
and
water
supplies
as
applicable.
8.
Place
the
CONTACTOR
switch
in
the
ON
posi
tion.
Begin
welding.
SHUTTING
DOWN
Stop
welding.
Shut
down
welding
power
source.
Shut
down
wire
feeder
if
applicable.
Turn
off
shielding
gas,
water
supply,
and
flux
supply
if
applicable.
L~~E
HIGH
CONCENTRATION
OF
SHIELDING
GASES
can
harm
health
or
kill.
Shut
off
gas
supply
when
not
in
use.

SECTION
5
-
MAINTENANCE
&
TROUBLESHOOTING
IMPORTANT
______________
Periodically
inspect
the
labels
on
the
unit
for
legibility.
All
precautionary
labels
must
be
main
tained
in
a
clearly
readable
state
and
replaced
when
necessary.
See
Parts
List
for
part
number
of
precau
tionary
labels.
5
-
1.
INSPECTION
AND
UPKEEP
Periodically
inspect
all
interconnecting
cords
for
damage
to
or
breaks
in
the
insulation
jacket,
particularly
at
the
plug.
Repair
or
replace
the
cord(s)
as
necessary.
The
following
chart
is
designed
to
diagnose
and
provide
remedies
for
some
of
the
troubles
that
may
develop
in
this
unit.
Use
this
chart
in
conjunction
with
the
circuit
diagram
while
performing
troubleshooting
procedures.
If
the
trouble
is
not
remedied
after
performing
these
pro
cedures,
the
nearest
Factory
Authorized
Service
Sta
tion
should
be
contacted.
In
all
cases
of
equipment
malfunction,
the
manufacturers
recommendations
should
be
strictly
followed.
TROUBLE
PROBABLE
CAUSE
SUGGESTED
CHECK
AND/OR
REMEDY
Welding
power
source
does
not
deliver
selected
current
and
voltage,
REMOTE
OUTPUT
CON-
TROL
switch
on
welding
power
source
in
STAN
DARD.
Place
REMOTE
OUTPUT
CONTROL
switch
in
REMOTE.
Remote
Control
switch
on
AC-lw
in
REMOTE
without
a
Dual
Scheduling
Control
connected.
Place
Remote
Control
switch
in
STANDARD
or
connect
a
Dual
Scheduling
Control.
Unable
to
select
voltage;
amperage
adjustment
available.
VOLTS
control
Ri
(or
R3)
defective.
Replace
Ri
(or
R3).
Unable
to
select
amperage;
voltage
adjustment
available.
AMPS
control
R2
(or
R4)
defective.
Replace
R2
(or
R4).
WARNING
__________
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Shut
unit
down
and
disconnect
from
line
power
employing
lockout/tagging
procedures
before
internally
inspecting
or
servicing.
Lockout/tagging
procedures
consist
of
padlocking
line
disconnect
switch
in
open
position,
removing
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnecting
device.
MOVING
PARTS
can
cause
serious
injury.
Keep
clear
of
moving
parts.
HOT
SURFACES
can
cause
severe
burns.
Allow
cooling
period
before
servicing.
Troubleshooting
of
internal
parts
to
be
performed
only
by
qualified
persons.
5
-2.
TROUBLESHOOTING
A.
General
It
is
assumed
that
proper
installation
has
been
made,
ac
cording
to
Section
2
of
this
manual,
and
that
the
unit
has
been
functioning
properly
until
this
trouble
developed.
IMPORTANT
Ensure
that
all
connections
at
the
wire
feeder
and
remote
control
unit
are
secure
and
that
all
switches
are
in
the
proper
position
for
the
welding
ap
plication
before
proceeding
with
troubleshooting.
B.
Troubleshooting
Chart
OM-872
Page
7

AC
IN
AC
OUT
Figure
5
-
1.
Circuit
Diagram
For
RC-IW-1
Models
4
77442
TEIQO
oo
o
ST
D.
!R
RC5O
r
B
AC
DA
1
1241
~
cc1~4I
r
-~t4-
~
PC3
J
Circuit
Diagram
No.
A-094
844
OM-872
Page
8
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























Miller RC-IW-1 Owner's manual
- Category
- Welding System
- Type
- Owner's manual
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
-
Miller JJ21 Owner's manual
-
-
-
-
Miller JK000000 Owner's manual
-
Miller KC248746 Owner's manual
-
Miller RCDW-3A Owner's manual
-
-
Miller KA000000 Owner's manual
-