Label Components
18
Label Components
Labels are composed of three basic parts: the liner, the adhesive, and the face sheet. Labels may
also have topcoats that affect printing. Choosing appropriate materials for each of these label
components will help ensure reliable printing.
Liners
The liner, also known as the carrier or backing, is the material onto which the label is attached. The
liner carries the label through the printer and directly affects feed reliability. Liner weights and
construction vary based on the printable face stock used. (See “Face Sheet (Printable Stock)” on
page 20.) Tissue-backed, plain bond, or bond-like, porous, lay-flat liners are preferred. Liners
constructed for use in high speed laser printers (50 or more pages per minute) may not produce
acceptable results.
A liner should bend easily and snap back to its original flat state when released. If the form remains
bent, it may cause paper jams or damage to the edge of the sheet, particularly in earlier printer
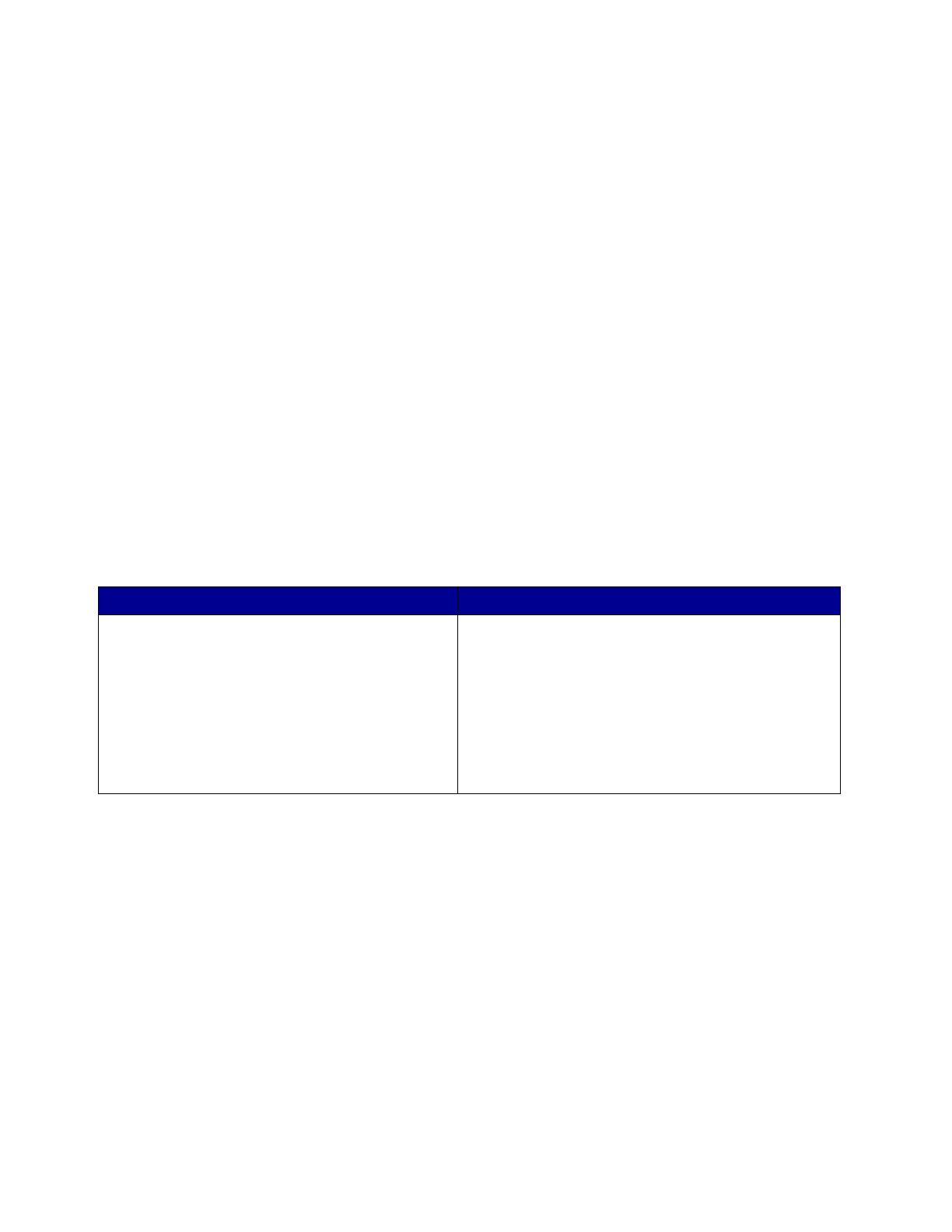
models using a corner buckler rather than an auto compensator to separate the sheets. The following
table shows which printers use a corner buckler and which use an auto compensator.
Note: If your printer is not listed here, contact your Lexmark representative to verify which
method your printer uses to separate sheets of labels.
Some liner materials used in pressure sensitive constructions are called label papers. Label papers
are either M.F. (machine finish) or E.F. (English finish) papers that are calendered, supercalendered,
or coated on one side. Machine finishes have varying degrees of surface smoothness. The
smoothness is determined by the number of times the paper passes through the rollers (wet or dry)
during manufacturing. An English finish is uncoated and low gloss in appearance. Label papers may
also be used as the face sheet for pressure sensitive paper products, such as the materials used in
dual web forms construction.
Supercalendering produces high gloss surfaces that may be slick. Some supercalendered liners are
difficult for printers to pick and feed reliably. We do not recommend using supercalendered liners
designed for high speed laser printers (50 or more pages per minute).
Some pressure sensitive constructions use Kraft liners or bleached Kraft liners. Kraft liners are made
from sulfate pulp and are M.F. or M.G. (machine glazed). Most machine glazed papers have a high
Printers Using a Corner Buckler Printers Using an Auto Compensator
4019, 4029, 4039, 4049,
Lexmark E220, E320, E321, E322, E323, T420,
W820, X422,
Optra 12L, 12R, Lxi, Lx, Rx,
Optra R+, Rt+, Lx+, Lxi+,
Optra C, Optra Color 1200, Optra N,
Optra M410, M412, W810
Lexmark C510, C750, C752, T520, T522, T620,
T622, T630, T632, T634, X215,
Optra S 1250, S 1650, S 2450,
Optra S 1255, S 1625, S 1855, S 2455,
Optra Se 3455,
Optra T610(n), T612(n), T614(n), T616(n)






















