Page is loading ...

September 29, 2006 1 0-4953_AC
General Information
This kit provides a field-installable Motor Control PCB
with installation and wire speed calibration instructions
for the Thermal Arc Fabricator MIG Welders listed below:
Fabricator 131
Fabricator 181
Fabricator 190
Fabricator 210
Fabricator 251
Fabricator 281
Manual No. 0-4953
Rev AC
Wire Speed Calibration for
Motor Control PCB 7977964
in all Fabricator MIG Welders
Installation Instructions
Recommended Tools
Method 1
• Contact tachometer with cone adapter
• Ratchet wrench with ½-inch and 5mm sockets or
equivalent nutdrivers
• Medium slip-joint pliers
• Miniature philips screwdriver
• Large flat-head screwdriver (Fabricator 131, 181
and 190)
NOTE
An assistant is also recommended in Method
1 to either hold and read the Tachometer or to
adjust the wire feed trim pots.
Method 2
• Tape measure
• Stop watch
• Ratchet wrench with ½-inch and 5mm sockets or
equivalent nutdrivers
• Medium slip-joint pliers and wire cutters
• Miniature philips screwdriver
• Large flat-head screwdriver (Fabricator 131, 181
and 190)
82 Benning Street
West Lebanon, New Hampshire, USA 03784
(603) 298-5711
www.thermalarc.com
© 2006 Themadyne Industries, Inc.
WARNING
Disconnect the Fabricator from the input
power supply voltage before disassembling.
WARNING
Never open the Power Source covers unless
the Mains Supply Voltage to the Power
Source is disconnected from the Mains
power point and the ON/OFF Power Switch
Indicator is off.
WARNING
There are extremely dangerous voltage and
power levels present inside this Power
Source. Do not attempt to diagnose or repair
unless you have had training in power
electronics measurement and
troubleshooting techniques.
NOTE
The new Motor Control PCB must be installed
in the Fabricator before the calibration
procedure can be made.

September 29, 2006 2 0-4953_AC
Installation
1. Shut down the Fabricator and disconnect it from
the Mains Supply Voltage.
CAUTION
See WARNINGS on the previous page.
2. Remove all of the 5mm sheet metal screws from
the hinged cover (N/A in Fabricator 190) and from
the stationary cover.
3. Remove both covers.
4. Locate the Motor Control PCB 7977964 in the
electronics side. Refer to Figure 1.
Motor Control PCB
Board Identification # (7977964)
Art # A-07892
Figure 1: Typical Motor Board Location
5. Carefully disconnect the four (4) wire harnesses as
numbered in Figure 2.
6. Using slip-joint pliers, squeeze the nylon locking tab
of one of the PCB mounting posts while pulling that
corner of the board off of the post. Refer to Figure
2. Repeat this procedure on the other 3 posts and
remove the Motor Control PCB from the Fabricator.
Mounting Post (4)
123
4
Art # A-07893
Figure 2: Disconnect Motor Control PCB

September 29, 2006 3 0-4953_AC
7. Install the new Motor Control PCB by aligning the four mounting holes over the four nylon locking tabs and
press each corner down to lock in place. Re-connect the (4) wire harnesses as numbered in Figure 2.
ATTENTION
RE-USE JUMPER IN FABRICATOR 131, 181 & 190
If the Motor Control PCB is being replaced in a FABRICATOR 131, 181 or 190, remove the jumper
shown in Figure 3 from the old board and re-use it in the new board by installing it over the same two
pins (JD1 and JD2).
Jumper (Fabricator 131, 181, 190 Only) V MAX Trim Pot
V MIN Trim Pot
Mounting Holes (4)
Art ## A-07894
Figure 3: Location of Trim Pots and Jumper
Take note of the VMIN and VMAX trim pot locations on the Motor Control PCB.

September 29, 2006 4 0-4953_AC
4. Remove the drive roll retaining bolt with a ½-inch
socket. Leave drive roll in place. Refer to Figure 6.
NOTE:
Use a large flat-head screwdriver to remove
the drive roll retaining screw in the Fabricator
131, 181 & 190.
Art # A-07897
Figure 6: Remove Drive Roll Retaining Bolt
3. Jump pins 1 and 2 (may be marked as A and B in
some models) in the gun switch receptacle. This
may be easier to do from the inside of the Fabricator.
Refer to Figure 5.
1
2
Art # A-07896
Calibration Procedure
Method 1 - Tachometer
CAUTION
The Fabricator should still be disconnected
from the Mains Power Supply at this point.
1. Remove wire from feeder if present.
2. Set the voltage knobs on the front panel of the
Fabricator to their highest setting. Refer to Figure 4.
NOTE
The voltage knobs in Figure 4 are shown for
illustration purposes only.
The voltage knobs
on your Fabricator may vary.
13V - 16V
17V - 21V
22V - 31V
Art # A-07895
Figure 4: Typical Voltage Control Knobs
Figure 5: Typical Gun Switch Receptacle

September 29, 2006 5 0-4953_AC
5. Re-connect the Fabricator to the Mains Supply
Voltage.
WARNING
Do not make contact with any of the electrical
components on the side of the Fabricator
where the fixed protective cover has been
removed.
6. Set the wire speed knob on the front panel of the
Fabricator to its lowest setting. Refer to Figure 7.
Art # A-07898
Figure 7: Typical Wire Speed Knob Set Low
7. Engage the tachometer's cone adapter into the
vacant drive roll hole. Refer to Figure 8.
8. Turn on the Fabricator's main power switch. This
will actuate the wire feed drive.
!
WARNING
Secure loose hair or clothing and prevent
any foreign objects from entering the
spinning drive rolls.
Handheld contact tachometer
with cone adapter
Art # A-07899
Figure 8: Engage Tachometer into Wire Drive

September 29, 2006 6 0-4953_AC
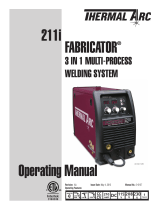
9. Have an assistant adjust the VMIN trim pot on the Motor Control PCB to obtain a tachometer reading that is
within the Low RPM range in Table 1. Refer to Figure 3 for trim pot locations.
Tachometer Readings in IPM
Fabricator Model Low RPM Range High RPM Range
281 8 – 10 180 – 190
251 8 – 10 180 – 190
210 8 – 10 180 – 190
190 8 – 12 190 – 200
181 8 – 12 190 – 200
131 8 – 12 190 – 200
Table 1: RPM Calibration Settings
10.Set the wire speed knob on the front panel of the Fabricator to its highest setting. Refer to Figure 9.
Art # A-07900
Figure 9: Typical Wire Speed Knob Set High
11.Have an assistant adjust the VMAX trim pot on the Motor Control PCB to obtain a tachometer reading that is
within the High RPM range in Table 1. Refer to Figure 3 for trim pot locations.
12.Re-assemble covers to the Fabricator.

September 29, 2006 7 0-4953_AC
Calibration Procedure
Method 2 - Time and Measure
CAUTION
The Fabricator should still be disconnected
from the mains power supply at this point.
1. Disconnect the Gun Polarity Lead from the
terminal that it is connected to (positive or
negative). Also disconnect the work lead from the
terminal that it is connected to (positive or
negative). Refer to Figure 10.
WARNING
This method involves running wire through
the feeder on to the floor that will be
electrically "hot" if the Gun Polarity Lead is
not disconnected. DO NOT BEGIN THIS
CALIBRATION METHOD UNTIL THE GUN
POLARITY AND WORK LEADS ARE
DISCONNECTED.
2. Connect the torch lead. Refer to Figure 11.
a. Route the gun cable through the access hole in
the front panel.
b. Loosen the thumbscrew and insert the gun
cable end as far as it will go. Tighten the
thumbscrew.
c. Align the keyways of the Gun Switch Connector
with the receptacle below the gun cable and plug
them together. Secure by turning the locking
ring to the right (clockwise ).
Trigger Receptacle
Front Panel
Access Hole
Art # A-07902
Figure 11: Typical Torch Lead and Trigger Connection
Disconnect
Work Lead
Disconnect
Work Lead
Disconnect
Gun Polarity Lead
Disconnect
Gun Polarity Lead
Art # A-07901
Figure 10: Disconnect Gun Polarity and Work Leads

September 29, 2006 8 0-4953_AC
3. Install Wire Spool. The Fabricator 210 is shown.
Other models may vary slightly. Refer to Figure 12.
NOTE:
This is a trial and error method that will involve
discharging one foot of wire during each test
for the low speed calibration and four feet
during each test for the high speed calibration.
Therefore, be sure that there is a least 30 feet
of wire available on the spool in order to
complete this calibration procedure.
a. Remove Wire Spool Hub Nut by turning it
counter-clock wise (to the left).
b. Remove the spring from the hub.
c. Place a Wire Spool onto the hub, loading it so
that the wire will feed off the bottom of the spool
as the spool rotates counter-clockwise. Make
sure to align the spool alignment pin on the hub
with the mating hole in the wire spool.
d. If using a 10 lb. wire spool place the spring on
the exposed hub. Do not use the spring for larger
wire spools that cover the entire hub.
e. Replace the Wire Spool Hub Nut by turning it
clock wise (to the right).
Drive Pin
Art # A-07903
Wire Spool
Hub Nut
*Spring
Wire Spool
* The Spring is for use with
smaller 10 lb wire spools only
Figure 12: Wire Spool Installation
4. Insert wire into the feedhead. Refer to Figures 13
and 14.
a. Loosen the Spring Pressure Adjusting Knob
if needed and swing it down (first part of
Figure 13).
b. Move the Pressure (top) Roller Arm by swinging
it to the right (second part of Figure 13).
c. Make sure the end of the wire is free of any
burrs and is straight. Pass the end of wire
through the Inlet Wire Guide and over the
Feedroll. Make certain the proper groove is being
used (second part of Figure 13).
d. Pass the wire through the outlet guide and into
the Gun Liner of the Gun Cable (second part of
Figure 13).
e. Close the Pressure Roller Arm (Figure 14).
f. Swing the Spring Pressure Adjusting Knob back
into place (Figure 14).
g. Use the Spring Pressure Adjusting Knob to create
a “snug” condition; clockwise to tighten and
counter-clockwise to loosen (Figure 14).
h. Figure 15 shows the result with wire installed.
Continue to the next section for proper setting
of tension.

September 29, 2006 9 0-4953_AC
2 - Swing
Pressure arm
open
1 - Loosen
Adjuster and
swing down
3 - Feed wire
through here
4 - Feed wire
through here
Art # A-07143
Figure 13: Opening Pressure Arm and Inserting Wire
6 - Swing the
Adjuster back into
place.
7 - Adjust
the tension
Art # A-07144
5 - Swing
the Pressure
Arm closed
Figure 14: Closing Pressure Arm and Adjusting Tension
Art # A-07162
Wheel Brake Hex Head Bolt
Spool Hub Nut
Pressure Adjustment
Device
Figure 15: Wire Installed

September 29, 2006 10 0-4953_AC
5. Adjust Wirefeeder Drive Roller Pressure
The roller on the swing arm applies pressure to the
grooved roller via an adjustable tension devise. The
Tension Adjuster should be set to a minimum pressure
that will provide satisfactory wire feed without slippage.
If slipping occurs, and inspection of the wire out of the
MIG gun reveals no deformation or wear, the conduit
liner should be checked for kinks or clogging from metal
flakes. If this is not the cause of slipping, the feedroll
pressure can be increased by rotating the Tension
Adjusting Knob clockwise. The use of excessive
pressure may cause rapid wear of the feed roller, motor
shaft and motor bearings.
6. Adjust Wire Reel Hub Brake
The wire reel hub incorporates a friction brake which is
adjusted during manufacture for optimum braking. If it
is considered necessary, adjustment can be made by
turning the hex head bolt inside the open end of the
wire reel hub. Clockwise rotation will tighten the brake.
Refer to Figure 13.
CAUTION
Excessive tension on the brake will cause
rapid wear of mechanical wire feed parts,
over heating of electrical components and
possibly an increased incidence of wire
burnback into the contact tip.
NOTE
Correct adjustment will result in the wire reel
circumference continuing no further than
0.75" (20mm) after release of the Gun Trigger
Switch. The wire should be slack without
becoming dislodged from the reel.
7. Re-connect the Fabricator to the Mains Supply
Voltage and turn on the Power Switch.
WARNING
Do not make contact with any of the electrical
components on the side of the Fabricator
where the fixed protective cover has been
removed.
8. Remove the contact tip and nozzle from the end of
the torch and squeeze the torch trigger until several
inches of wire comes out of the conduit tube. Refer
to Figure 16.
9. Replace the contact tip and nozzle and trim off the
wire so it is flush with the end of the nozzle. Refer to
Figure 16.
Art # A-07904
Contact Tip
Diffuser
Trigger
Figure 16: Route Wire Through Torch
10.Set the wire speed knob on the front panel of the
Fabricator to its lowest setting. Refer to Figure 17.
Art # A-07898
Figure 17: Typical Wire Speed Knob Set Low

September 29, 2006 11 0-4953_AC
11.Set the voltage knobs on the front panel of the
Fabricator to their highest setting. Refer to Figure 18.
13V - 16V
17V - 21V
22V - 31V
Art # A-07895
Figure 18: Typical Voltage Control Knobs
12.Start the stopwatch and pull the torch trigger
simultaneously. At the end of exactly ONE (1)
MINUTE, release the trigger and measure the length
of wire that protrudes from the end of the torch
nozzle.
13.The protruded length should be within the LOW RPM
range in Table 2. Turn the VMIN trim pot on the
Motor Control board clockwise to increase the wire
length and counter-clockwise to reduce it. Refer to
Figure 3 for trim pot locations.
14.Trim off or re-coil the protruded wire to be flush
with the end of the nozzle. Repeat the 1 minute timed
discharge, measure the wire and re-adjust the trim
pot accordingly. Continue this process until the
discharged length is within the LOW RPM range in
Table 2.
15.Set the wire speed knob on the front panel of the
Fabricator to its highest setting. Refer to Figure 19.
Art # A-07900
Figure 19: Typical Wire Speed Knob Set High
16.Start the stopwatch and pull the torch trigger
simultaneously. At the end of exactly 15 SECONDS,
release the trigger and measure the length of wire
that protrudes from the end of the torch nozzle.
17.The protruded length should be within the HIGH RPM
range in Table 2. Turn the VMAX trim pot on the
Motor Control Board clockwise to increase the wire
length and counter-clockwise to reduce it. Refer to
Figure 3 for trim pot locations.
18.Trim off or re-coil the protruded wire to be flush
with the end of the nozzle. Repeat the 1 minute timed
discharge, measure the wire and re-adjust the trim
pot accordingly. Continue this process until the
discharge length is within the HIGH RPM range in
Table 2.
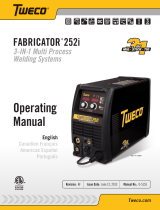
19.Re-assemble covers to the Fabricator.
Timed Wire Lengths (Inches)
Fabricator Model Low RPM Range High RPM Range
281 4
7
/
8
– 8 36 ½ – 39
251 4
7
/
8
– 8 36 ½ – 39
210 4
7
/
8
– 8 36 ½ – 39
190 4 ¾ – 7 27 – 29
181 4 ¾ – 7 27 – 29
131 4 ¾ – 7 27 – 29
Table 2: Wire Discharge Over Time

September 29, 2006 12 0-4953_AC

September 29, 2006 13 0-4953_AC
Thermadyne USA
2800 Airport Road
Denton, Tx 76207 USA
Telephone: (940) 566-2000
800-426-1888
Fax: 800-535-0557
Email: [email protected]
Thermadyne Canada
2070 Wyecroft Road
Oakville, Ontario
Canada, L6L5V6
Telephone: (905)-827-1111
Fax: 905-827-3648
Thermadyne Europe
Europe Building
Chorley North Industrial Park
Chorley, Lancashire
England, PR6 7Bx
Telephone: 44-1257-261755
Fax: 44-1257-224800
Thermadyne, China
RM 102A
685 Ding Xi Rd
Chang Ning District
Shanghai, PR, 200052
Telephone: 86-21-69171135
Fax: 86-21-69171139
Thermadyne Asia Sdn Bhd
Lot 151, Jalan Industri 3/5A
Rawang Integrated Industrial Park - Jln Batu Arang
48000 Rawang Selangor Darul Ehsan
West Malaysia
Telephone: 603+ 6092 2988
Fax : 603+ 6092 1085
Cigweld, Australia
71 Gower Street
Preston, Victoria
Australia, 3072
Telephone: 61-3-9474-7400
Fax: 61-3-9474-7510
Thermadyne Italy
OCIM, S.r.L.
Via Benaco, 3
20098 S. Giuliano
Milan, Italy
Tel: (39) 02-98 80320
Fax: (39) 02-98 281773
Thermadyne International
2070 Wyecroft Road
Oakville, Ontario
Canada, L6L5V6
Telephone: (905)-827-9777
Fax: 905-827-9797
GLOBAL CUSTOMER SERVICE CONTACT INFORMATION

World Headquarters
Thermadyne Holdings Corporation
Suite 300, 16052 Swingley Ridge Road
St. Louis, MO 63017
Telephone: (636) 728-3000
Fascimile:
(636) 728-3010
Email: sales@thermalarc.com
www.thermalarc.com
/