Page is loading ...

Part no. 49999-483
Edition 2
January 2009
CCN: 04324687
Save These Instructions
“2200” Series Electrode Dressers
Models: 8038-E-( ), 8039-E-( ) and 8040-E-( )
Operation and Maintenance
Information

2 04324687_ed2
WARNING
General Product Safety Information
Read and understand this manual before operating this product.
It is your responsibility to make this safety information available to others that will operate this product.
Failure to observe the following warnings could result in injury.
WARNING
Always operate, inspect and maintain this motor in accordance with American National Standards Institute Safety Code for
Portable Air Tools (ANSI B186.1).
For safety, top performance and maximum durability of parts, operate this tool at 90 psig (6.2 bar/620 kPa) air pressure at the inlet
with 5/16” air supply hose.
Always turn o the air supply and disconnect the air supply hose before installing, removing or adjusting any accessory on this tool
or before performing any maintenance on this tool.
Do not use damaged, frayed or deteriorated air hoses and ttings.
Keep hands, loose clothing and long hair away from rotating end of tool.
Always wear eye protection when operating or performing maintenance on this tool.
Always wear hearing protection when operating this tool.
Anticipate and be alert for sudden changes in motion during start up and operation of any power tool.
Tool shaft may continue to rotate briey after throttle is released.
Do not lubricate tools with ammable or volatile liquids such as kerosene, diesel or jet fuel.
Do not remove any labels. Replace any damaged label.
Use accessories recommended by Ingersoll Rand.
Use tool only for purposes for which it was intended.
Do not use excessive work pressure.
Never exceed rated r.p.m. of tool.
WARNING
Repeated prolonged operator exposure to vibrations which may be generated in the use of certain hand-held tools may produce
Raynaud’s phenomenon, commonly referred to as Whitenger disease. The phenomenon produces numbness and burning sensations
in the hand and may cause circulation and nerve damage as well as tissue necrosis. Repetitive users of hand-held tools who experience
vibrations should closely monitor duration of use and their physical condition.
NOTICE
The use of other than genuine Ingersoll Rand replacement parts may result in safety hazards, decreased Motor performance and increased
maintenance, and may invalidate all warranties.
Ingersoll Rand is not responsible for customer modication of motors for applications on which Ingersoll Rand was not consulted.
Repairs should be made only by authorized, trained personnel. Consult your nearest Ingersoll Rand Authorized Servicenter.
It is the responsibility of the employer to place the information in this manual into the hands of the operator.
Safety Symbol Identification
Wear Respiratory
Protection
Wear Eye
Protection
Wear Hearing
Protection
Read Manuals Before
Operating Product
(Dwg. MHP2598)
Safety Information - Explanation of Safety Signal Words
DANGER
Indicates an imminently hazardous situation which, if not avoided, will result in death or serious injury.
WARNING
Indicates a potentially hazardous situation which, if not avoided, could result in death or serious injury.
CAUTION
Indicates a potentially hazardous situation which, if not avoided, may result in minor or moderate injury or
property damage.
NOTICE
Indicates information or a company policy that relates directly or indirectly to the safety of personnel or
protection of property.
■
■
■
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•

04324687_ed2 3
Routine Lubrication Requirements
Air Supply Requirements
For maximum operating eciency, the following air supply
specications should be maintained to this air tool:
AIR PRESSURE - 90 p.s.i.g. (6.2 bar)
AIR FILTRATION - 50 micron
LUBRICATED AIR SUPPLY
HOSE SlZE - 5/16” (8 mm) I.D.
•
•
•
•
A model C28231-800 air line FILTER/REGULATOR/LUBRICATOR (F.R.L.)
is recommended to maintain the above air supply specications.
Lack of or an excessive amount of lubrication will aect the
performance and life of this tool. Use only recommended lubricants
at below time intervals:
Every 8 hours of tool operation - Fill lubricator reservoir of
recommended F.R.L. with spindle oil (29665). If an in line or air line
lubricator is not used, apply several drops of spindle oil (29665) in
air inlet.
Every 40 hours of tool operation - Flush tool with a solution of
three (3) parts cleaning solvent to one (1) part spindle oil. After
ushing, apply a small amount of spindle oil in air inlet and run tool
for one minute to insure proper lubrication.
Every 160 hours of tool operation - Lubricate gearing. Pack
bearings, coat shafts and lubricate gears with NLGl #1 “EP” grease
(331 53). Gearing should contain approximately 114 oz. (7 g) of grease
per reduction. Flat-angle attachment should contain approximately
114 oz. (7 g) of grease.
Recommended Lubricants
After disassembly is complete, all parts, except sealed or shielded
bearings, should be washed with solvent. To relubricate parts,or for
routine lubrication, use the following recommended lubricants:
Where Used ARO Part # Description
Air Motor 29665 1 qt Spindle Oil
O-Rings & Lip Seals 36460 4 oz. Stringy Lubricant
Gears and Bearings 33153 5 Ib. “EP” - NLGl #1 Grease
Inspection, Maintenance and Installation
Disconnect air supply from the tool or shut o air supply and exhaust
(drain) line of compressed air before performing maintenance or
service to the tool.
It is important that the tools be serviced and inspected at regular
intervals for maintaining safe, trouble-free operation of the tool.
Be sure the tool is receiving adequate lubrication, as failure to
lubricate can create hazardous operating conditions resulting from
excessive wear.
Be sure that the air supply lines and connectors are of proper size to
provide a sucient quantity of air to the tool.
Tool maintenance and repair shall be performed by authorized,
trained, competent personnel. Tools, hose and ttings shall be
replaced if unsuitable for safe operation and responsibility should
be assigned to be sure that all tools requiring guards orothersafety
devices shall be kept in legible condition. Maintenance and repair
records should be maintained on all tools. Frequency of repair and
the nature of the repairs can reveal unsafe application. Scheduled
maintenance by competent authorized personnel should detect any
mistreatment or abuse of the tool and worn parts. Corrective action
should be taken before returning the tool for use.
Disassembly should be done on a clean work bench with a clean
cloth spread to prevent the loss of small parts. After disassembly
is completed, all parts should be thoroughly washed in aclean
solvent, blown dry with air and inspected for wear levels, abuse and
contamination. Double sealed or shielded bearings should never
be placed in solvent unless a good method of re-lubricating the
bearing is available. Open bearings may be washed but should not
be allowed to spin while being blown dry.
Upon reassembling, lubricate parts where required. Use 33153
grease, or equivalent, in bearings. Use 36460 lubricant for O-ring
assembly. When assembling O-rings or parts adjacent O-rings, care
must be exercised to prevent damage to the rubber sealing surfaces.
A small amount of grease will usually hold steel balls and other small
parts in place while assembling.
When replacement parts are necessary, consult drawing containing
the part for identication.
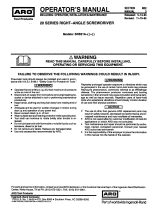
Always use clean, dry air. Dust, corrosive fumes and/or excessive
moisture can damage the motor of an air tool. An air line lter can
greatly increase the life of an air tool. The lter removes rust, scale,
moisture and other debris from the air lines. Low air pressure (less
than 90 p.s.i.g.) reduces the speed of the air tool. High air pressure
(more than 90 p.s.i.g.) raises performance beyond the rated capacity
of the tool and could cause injury. Shown below is a typical piping
arrangement.
To Air
Motor
To Air
System
Main lines 3 times Air
Motor Inlet size
Branch line 2 times Air
Motor Inlet size
Lubricator
Regulator
Filter
Drain Regularly
Compressor

4 04324687_ed2
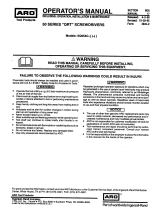
“2200” Series Electrode Dresser Exploded Diagram
23
20
19
2122
18
17
16
15
14
13
12
4
3
2
1
5
6
7
8
9
10
11
Install with identication markings with this side
24
27
26
25
39
39
38
38
37
37
36
36
35
43
42 41
31
30 29
28
40
44
34
33
32
31
30 29
28
40825
4:1
40826
7.43:1
Torque to 9 - 12 ft. lbs.
Torque to 28 in. lbs.
68
69
70
71
78
77
76
75
74
73
72
64
63
58
67
62
66
65
61
60
59
57
63
52
51 50
55
54
41
31
47
46 45
53
34
57
48
32
31
47
46
45
52
51
50
49
56
38278
4:1
38279
7.43:1
Not Shown
48176-1 Warning Label (Non -EU models)
49883 Warning Label (-EU models)

04324687_ed2 5
“2200” Series Electrode Dresser Parts List
Item Part Description Part Number Item Part Description Part Number
1 Muer Assembly 40192 45 Ball Bearing 33704
2 Lever See chart 46 Spacer 37128
3 Rivet 36992 47 Shaft (2 req’d) 37124
4 Head 37077 48 Spindle 37122
5 Air Inlet Adapter 32854 49 Spacer 37125
6 Throttle Valve Stem 36777 50 Spacer 37127
7 O-Ring Y325-7 51 Needle Bearing 37121
8 Spring 32858 52 Ring Gear 38286
9 Air Regulator 36775 Ring Gear Assembly (includes items 51 and 52) 38283
10 Seal 36781 53 Gearing Assembly (4:1 red.) 38278
11 Air Regulator Nut 36776 54 Spindle 37123
Head Assembly (includes items 4 thru 11) 37079 55 Spacer 37126
12 Bearing Retainer Nut 33694 56 Gearing Assembly (7.43:1 red.) 38279
13 Sems Fastener 33700 57 Housing Nut 38299
14 Ball Bearing 33709 58 Drive Spindle 48284-1
15 Rear End Plate 33710 59 Ball Bearing 31993
16 Spacer 33701 60 Bevel Pinion 48283-1
17 Rotor 41521 Pinion and Bearing Assembly
40247
18 Rotor Blade (5 req’d) 41520 (includes items 58, 59 and 60)
19 Roll Pin Y178-22 61 Head Assembly (includes items 62, 63 and 64) 38282
20 Cylinder Assembly (includes items 19 and 21) 36772 62 Grease Fitting 35967
21 Roll Pin Y178-20 63 Pin (2 req’d) Y148-13
22 Front End Plate 33712 64 Pin Y148-14
23 Ball Bearing 33705 65 Lock Washer Y117-6
Motor Assembly (includes items 12 thru 23) 43139 66 Machine Screw Y76-263-C
24 Motor Housing (includes item 25) See Charts 67 Cover Plate 38288
25 Grease Fitting 35967 68 Shaft 38298
26 Spacer 33699 69 Needle Bearing 31198
27 Spacer 33711 70 Bevel Gear 39552
28 Lock Nut 35831 Gear and Bearing Assembly
40246
29 Ball Bearing 33704 (includes items 69 and 70)
30 Shaft (req’d) 40841 71 Ball Bearing 32004
31 Needle Bearing (4 req’d) 42271 72 Shaft 38295
32 Planet Gear (2 req’d) 14 teeth 46417 73 Spur Gear 41386
33 Spindle 40839 74 Ball Bearing 36698
34 Gear (7 interior - 15 exterior teeth) 34574 Gear and Bearing Assembly
38281
35 Snap Ring 40842 (includes items 73 and 74)
36 Ball Bearing 33704 75 Cutter Driver 38289
37 Retaining Ring 33708 76 Cutter Retainer 38293
38 Housing Adapter (Includes item 39) 35270-ARO Driver and Retainer Assembly
38280
39 Grease Fitting 35323 (includes items 75 and 76)
40 Gearing Assembly (4:1 red.) 40825 77 Cover Plate 38287
41 Planet Gear (2 req’d) 18 teeth 46416 78 Sems Fastener (8 req’d) 38300
42 Spindle 40840 Flat-Angle Head Assembly
38284
43 Snap Ring 40843 (includes items 57 thru 78)
44 Gearing Assembly (7.43:1 red.) 40826
Model R.P.M. Auxiliary Gearing Drive Gearing
Lever
(item 2)
Motor Housing
(item 24)
8038-E 250 40826 38278 36778 37082
8038-E-EU 250 40826 38278 36778 49906
8039-E 450 40825 38278 36778 37082
8039-E-EU 450 40825 38278 36778 49906
8040-E 1000 38279 36603 37082
8040-E-EU 1000 38279 36603 49906
Models with -EU sux are “EC” compliant models.

6 04324687_ed2
NOTICE
Never apply excessive pressure by a holding device which may cause distortion of a part.
Apply pressure evenly to parts which have a press fit.
Apply even pressure to the bearing race that will be press fitted to the mating part.
Use correct tools and fixtures when servicing this tool.
Don’t damage O-Rings when servicing this tool.
Use only genuine Ingersoll Rand replacement parts for this tool. When ordering, specify part number, description, tool model number and
serial number.
•
•
•
•
•
•
Disassembly
Flat-angle Head Disassembly
Loosen Housing Nut (57) completely and pull Flat-angle Head
Assembly from Gearing.
Remove Screw (66) from Gear Shaft.
Remove Sems Fasteners (78), releasing Cover Plate (77).
Gears, Bearings and Shafts can now be removed from Head
assembly (61). NOTE: Do not remove Bearings from Gears unless
damage is evident.
Pull Bevel Pinion (60), with Bearing (59) and Drive Spindle (58),
from Ring Gear (52).
Clamp Flats of Drive Spindle (58) in a Vise and remove Bevel
Pinion (60), using a Wrench on Flats. Bearing (59) may now be
removed from Drive Spindle.
Drive Gearing Disassembly
Loosen Housing Nut (57) and remove Flat-angle Head Assembly.
Unthread and remove Ring Gear (52) and components from the
tool.
Grasp Ring Gear in one hand and Tap Drive end of Spindle with
a Soft Face Hammer; Spindle and components will loosen from
Ring Gear.
Remove Spacers (50 and 49 or 55).
Alternately tap ends of Shafts (47) to remove Bearing (45) and
Spacer (46).
Remove Shafts (47), releasing Gears, with Needle Bearings (31).
Do not remove Bearing (51) unless damage is evident. To remove,
press out of Ring Gear.
1.
2.
3.
4.
5.
6.
1.
2.
3.
4.
5.
6.
7.
Auxiliary Gearing Disassembly
Remove Flat-angle Head Assembly and Drive Gearing Assembly
from tool.
Loosen Lock Nut (28).
Using a Wrench on Flats of Housing Adapter (38), unthread and
remove Gearing from tool.
Grasp Housing Adapter (38) in one hand and tap splined end of
Spindle with a Soft Face Hammer; Spindle and components will
loosen from Adapter.
Remove Bearings (29 and 36) from Spindle.
Rotate Snap Ring (35 or 43) so the open portion will allow the
removal of one Shaft (30).
Remove Shaft (30), releasing Gear.
Repeat for opposite Shaft and Gear.
Motor Disassembly
The Motor Assembly can be removed after the removal of Gearing
or Head Assembly.
Using a Spanner type Wrench, remove Retainer Nut (12).
Remove Sems Fastener (13).
Grasp Cylinder in one hand and tap splined end of Rotor with a
Soft Face Hammer; Motor will come apart.
Head Disassembly
Remove Air Regulator Nut (11), releasing Seal (10). Air Regulator (9).
Spring (8) and Throttle Valve Stem (6).
1.
2.
3.
4.
5.
6.
7.
8.
1.
2.
3.
4.
1.
Assembly
Flat-angle Head Assembly
Pack Bearings and lubricate Gears and Shafts with 33153 Grease,
or equivalent, upon assembly.
Assemble Needle Bearing (69) into Bevel Gear (70), pressing ush
with top surface of Gear.
Assemble Bearing (71) to Bevel Gear (70), pressing on outer race
of Bearing.
Assemble Bevel Gear (70), with Bearings, to Shaft (68).
Assemble Shaft (68) and components to Head Assembly (61),
securing with Lock Washer (65) and Screw (66).
Assemble Bearing (74) to Spur Gear (73), pressing on outer race of
Bearing and pressing below ush with both faces of Gear.
Assemble Shaft (72) and Gear (73) to Head Assembly (61).
Assemble Retainer (76) to groove in Cutter Driver (75).
Assemble Cutter Driver (75) and Cover Plates (67 and 77) to Head
Assembly, securing with Sems Fasteners (78).
Assemble Bearing (59) to Drive Spindle (58), pressing on inner
race of Bearing.
Assemble Bevel Pinion (60) to Drive Spindle (58) and tighten,
using a Wrench on Flats.
Assemble Drive Spindle (58) and components to Gearing.
Assemble Head Assembly (61) and components to tool, securing
with Housing Nut (57).
Note: Flat-angle Head Assembly should contain
approximately 114 oz. (7 g) of Grease.
Drive Gearing Assembly
Pack Bearings and lubricate Gears and Shafts with 33153 grease,
or equivalent, upon assembly.
Assemble Spacer (49 or 55) to Spindle.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
1.
2.
Assemble Needle Bearings (31) to Gears and assemble Gears to
Spindle, securing with Shafts (47). Align Notch in end of Shafts
with Spacer.
Assemble Spacer (46) and Bearing (45) to Spindle, pressing on
inner race of bearing.
Assemble Spacer (50) to Spindle.
Assemble Spindle and components to Ring Gear (52).
Note: Gearing should contain approximately 114 oz. (7 g) of
Grease.
Assemble Gearing assembly to tool.
Assemble Flat-angle Head Assembly to tool, securing with
Housing Nut (57).
Auxiliary Gearing Assembly
Pack Bearings and lubricate Gears and Shafts with 33153 Grease,
or equivalent, upon assembly.
Assemble Snap Ring (35 or 43) to groove in Spindle.
Assemble Needle Bearings (31) to Gears and assemble Gears to
Spindle, securing with Shafts (30). After assembly, rotate Snap
Ring, securing both Shafts.
Assemble Bearings (29 and 36) to Spindle, pressing on inner race
of Bearings.
Assemble spindle and components to Housing Adapter (38).
Note: Gearing should contain approximately 114 oz. (7 g) of Grease.
Assemble Lock Nut (28) to Housing Adapter and assemble Gearing
to tool, using a Wrench on Flats to tighten.
Secure Gearing by tightening Lock Nut (28) against Motor
Housing (24).
Assemble Drive Gearing and Flat-angle Head Assembly to tool.
3.
4.
5.
6.
7.
8.
1.
2.
3.
4.
5.
6.
7.
8.

04324687_ed2 7
Motor Assembly
Pack Bearings with 33153 Grease, or equivalent, and coat Blades
and i.d. of Cylinder with 29665 Spindle Oil upon assembly.
Assemble Bearing (14) to End Plate (15), pressing on outer race of
Bearing. Note: Assemble Bearing with identication markings on
the Bearing facing “out”.
Assemble Spacer (16) and End Plate (15) to Rotor, pressing on
inner race of Bearing.
Secure with Sems Fastener (13). Note: Torque to 28 in. Ibs.
Assemble Cylinder (20) over Rotor, aligning Roll Pin (19) with hole
in End Plate (15).
Assemble Blades (18) to Rotor slots - straight side out.
Assemble Bearing (23) to End Plate (22), pressing on outer race
of Bearing.
Assemble End Plate (22) to Cylinder, aligning hole in End Plate
with Roll Pin (21). Note: Press on inner race of Bearing.
1.
2.
3.
4.
5.
6.
7.
8.
Assemble Retainer Nut (12) to End Plate (15) and tighten
to 9 - 12 ft. Ibs . Be sure Rotor does not bind (if Rotor binds. tap
splined end lightly with a Soft Face Hammer to loosen).
Remove Motor Housing (24) from Head .
Place Head (4) in a suitable holding device with the “motor end” in
an upright position.
Position the Motor Assembly on Head (4). aligning Roll Pin (19)
with .125” diameter blind hole in Head (4).
Slip Motor Housing (24) over Motor and secure to Head.
Assemble Spacers (26 and 27) and Gearing to tool.
Head Assembly
Grease and assemble O-Ring (7) to Throttle Valve Stem (6).
Coat Valve Stem (6) with 29665 Spindle Oil and assemble into
Valve opening in Head (4).
Assemble Spring (8), Air Regulator (9) and Seal (10) into Valve
opening, securing with Air Regulator Nut (11).
9.
10.
11.
12.
13.
14.
1.
2.
3.

www.irtools.com
© 2009 Ingersoll Rand Company
/