Miller MS WELD HEAD Owner's manual
- Category
- Welding System
- Type
- Owner's manual
This manual is also suitable for

April
1975
FORM:OM-1507
FIILE
COPY
RETURN
TO
FOLDER
MS
Weld Head
ADDITIONAL
COPY
PRICE
55
CENTS
MODEL/STOCK
NO.
SERIAL/STYLE
NO.
DATE
PURCHASED
OWNERS
MANUAL
MILLER
ELECTRIC
MFG.
CO.
APPLETON,
WISCONSIN,
USA
54911
MODEL
STOCK
NO
FA
Weld Head
Horizontal
Left
Hand
.030
thru
1/16
Horizontal
Left
Hand
5/64
thru
3/16
Horizontal
Right
Hand
.030
thru
1/16
Horizontal
Right
Hand
5/64
thru
3/16
Vertical
Left
Hand
.030
thru
1/16
Vertical
Left
Hand
5/64
thru
3/16
Vertical
Right
Hand
.030thru
1/16
Vertical
Right
Hand
5/64
thru
3/16
078999
079
004
078
998
079
003
078
997
079
002
078
996
079
001
079
008
079012
079
007
079011
079
006
079010
079 005
079
009
Horizontal
Left
Hand
.030
thru
1/16
Horizontal
Left
Hand
5/64
thru
3/16
Horizontal
Right
Hand
.030
thru
1/16
Horizontal
Right
Hand
5/64
thru
3/16
Vertical
Left
Hand
.030thru
1/16
Vertical
Left
Hand
5/64
thru
3/16
Vertical
Right
Hand
.030thru
1/16
Vertical
Right
Hand
5/64
thru
3/16
NWSA
CODE
NO.
4579
US
S.

QLW
g
g
Q
g
0
Q
Q
QJLLtQJIIQ
Q
QJ
QI~
Q~LWJW
w~
~TbTbTOTOO
oTOlTb
rO
~
~
3
C)
3
C)
3
C)
WARRANTY
MILLER
Electric
Mfg.
Co.,
Appleton,
Wisconsin,
warrants
all
new
equipment
to
be
free
from
defects
in
C)
c
material
and
factory
workmanship
for
the
periods
indicated
below,
provided
the
equipment
is
installed
and
C)
operated
according
to
manufacturers
instructions.
C
~
MILLER
Electric
Mfg.
Co.s
obligation,
under
this
warranty,
is
limited
to
replacing
or
repairing
any
defective
~
~
part
or
correcting
any
manufacturing
defect
without
charge during
the
warranty
period
if
MILLERS
inspec
3
tion
confirms
the
existence
of
such
defects.
MILLERS
option
of
repair
or
replacement
will
be
f
.o.b.
factory
at
C)
C
3
Appleton,
Wisconsin
or
f.o.b.
a
MILLER
authorized
service
facility,and
therefore
no
compensation
for
trans
portationcostsofanykiædwillbeallowed.
C
C
3
C
C
The
warranty
period,
beginning
on
the
date
of
sale
to
the
original
purchaser-user
of
the
equipment,
will
be
as
C)
C
C
c
follows:
C
3
1.
Arc
welders,
power
sources,
and
components
1
year
C
C
C
3
C
C
2.
Original
main
power
rectifiers
3
years
(unconditionally)
C
3.
MHFC-L1
Feeder,
MHG.35C1,
20E,
20K,
C
C
C)
C
C
C
and
all
guns
and
torches
90
days
~
C~
CD
C
4.
All
other
Millermatic
Feeders
1
year
3
5.
Mag-Diesel
engine
on
DEL-200
6
months
C
3
CD
C
6.
All
other
engines
1
year
c
,
C)
C)
Engine
Warranties
are
covered
by
the
engine
manufacturers,
subject
to
their
procedures
and
to
be
handled
c
I
3
through
their
authorized
local
Service
Stations
or
agencies.
No
warranty
will
be
made
in
respect
to
trade
C
3
C
accessories,
such
being
subject
to
the
warranties
of
their
respective
manufacturers.
C
C)
C
)
C)
I
3
C)
MILLER
Electric
Mfg.
Co.
will
not
be
liable
for
any
loss
or
consequential
damage
or
expense
accruing
c
directly
or
indirectly
from
the
use
of
equipment
covered
in
this
warranty.
C
C)
I
C
C)
This
warranty
supersedes
all
previous
MILLER
warranties
and
is
exclusive
with
no
other
guarantees
or
c
C
C
warranties
expressed
or
implied.
c
I
C
C)
QJLLPP
~
~PJ1LLP
QILP
Q9
ttOlQ
JJQLLQQ
QJojjJ~
3
e~TOTO
OOOOOOOOOOpOOTOOOTOOOdOOObOO~
1?

ERRATA
SHEET
After
this
manual
was
printed,
refinements
in
equipment
design
occurred.
This
sheet
lists
exceptions
to
data
appearing
later
in
this
manual.
AMENDMENT
TO
SECTION
2
INSTALLATION
Amend
Section
2-2
as
follows:
F;~:
(flO~V
~
~
~
II
~
2-2.
HORIZONTAL
FEED
WELD
HEAD
OUTLET
GUIDE
AND
CABLE
INSTALLATION
(Figure
2-6)
Delete
all
reference
to
the
instaliation
oi
the
baU
joint
assembly.
Delete
Figure
2-4.
Item
Part
No.
Listed
Replaced
With
No.
In
Parts
List
Part
No.
Description
BE
SURE
TO
PROVIDE
STOCK
AND
MODEL
NUMBERS
WHEN
ORDER
ING
REPLACEMENT
PARTS.
Quantity
31
118
124
073
334
074881
073
334
Deleted
078881
Deleted
.
SCREW,cap-brasshexhd3/8-16x2-1/2
~
.
1
~
191
073181
052544
KNOB
1
192
601
873
601
873
NUT,
steel
-
hex
full
3/8-24
(quantity
change)
2
201
073
337
Deleted
202
073
334
Deleted
.
.
204
605
362
601
967
SCREW,
cap
-
steel
hex
hd
3/8-16
x
1-1/2
3
211
073269
Deleted
,
302
073
269
Deleted
-
308
605362
601
967
SCREW,cap-steelhexhd3/8-16x
1-1/2
3
~.
310
311
073
337
073334
Deleted
Deleted
314
073
813
074
813
GEAR,worm
-
steel
16
pitch
48
tooth
single
thread
1
317
601
873
601
873
NUT,
steel
-
hex
full
3/8-24
(quantity
change)
2
318
073181
052544
KNOB
I
OM-15O7P~g~A


TABLE
OF
CONTENTS
Paragraph
No.
Page
No.
SECTION
1
INTRODUCTION
1
-
1.
General
1
1
-
2.
Receiving-Handling
1
1
-
3.
Description
1
1-4.
Safety
1
SECTION
2
INSTALLATION
2-
1.
Location
1
2
-
2.
Horizontal
Feed
Weld
Head
Ball
Joint
Assembly,
Outlet
Guide,
And
Outlet
Cable
Installation
2
2
-
3.
Drive
Roll
Installation
3
2
-
4.
Drive
Roll
Alignment
5
2-
5.
Vertical
Feed
Weld
Head
Inlet
Guide
Installation
5
2
-
6.
Horizontal
Feed
Weld
Head
Inlet
Cable
Installation
5
2-
7.
Gun
Installation
5
2
-
8.
Weld
Cable
Connections
5
2
-
9.
Weld
Head
Control
Connections
6
2-10.
Welding
Wire
Threading
6
PARTS
LIST
NOTE
Contained
within
most
of
the
above
paragraph
numbers
are
subheadings
A
and
B
which
pertain
specifically
to
either
the
Vertical
Feed
Weld
Head
or
the
Horizontal
Feed
Weld
Head.
respectively.

1~
4-

SECTION
1
-
INTRODUCTION
SECTION
2
-
INSTALLATION
Vertical
Feed
Weld
Head
3.5/8
TC-003
023
Horizontal
Feed
Weld
Head
Figure
2-1.
Overall
Dimensions
2-1.
LOCATION
Refer
to
figure
2-1
for
dimensional
information
on
the
weld
head.
Lead
lengths
must
be
considered
when
installing
the
weld
head
and
its
associated
accessories.
A.
Vertical
Feed
Weld Head
Mounting
(Figures
2-2
&
2-5)
The
weld
head
mounting
bracket
~ecures
the
weld
head
to
the
weld
fixture
plate.
Figure
2-2
illustrates
the
mounting
hole
layout
for
the
mounting
bracket.
If
the
4
x
4
Cross
Slide
is
to
be
attached
to
the
mounting
bracket,
the
mounting
bracket
inner
two
holes
must
be
used.
If
the
4
x
6
Cross
Slide
is
to
be
attached
to
the
mounting
bracket,
the
mounting
bracket
outer
two
holes
must
be
used,
If
no
cross
slide
is
used
and
the
mounting
bracket
is
to
be
attached
directly
to
the
weld
fixture,
the
inner
two
holes
should
be
used.
If
neces
sary,
drill
two
13/32
dia.
holes
in
the
weld
fixture
plate,
referring
to
figure
2-2
for
hole
locations.
To
install
the
mounting
bracket
tube
on
the
weld
head
(figure
2-5):
1.
Loosen
the
four
screws
that
secure
the
weld
head
insula
tor
pads.
These
insulator
pads
electrically
insulate
the
weld
head
from
the
weld
fixture.
2.
Insert
the
mounting
bracket
tube
between
the
weld
head
insulator
pads.
3.
With
the
weld
head
in
the
desired
axial
position,
secure
the
insulator
pad
securing
bolts.
4.
Rotate
the
swivel
adjustment
knob
to
pivot
the
weld
head
to
the
desired
radial
position.
1-4.
SAFETY
The
following
definitions
apply
so
CAUTION,
IMPORTANT,
and
NOTE
blocks
found
throughout
this
manual:
1-1.
GENERAL
This
manual
has
been
prepared
especially
for
use
in
familiar
izing
personnel
with
the
design,
installation,
operation,
main
tenance,
and
troubleshooting
of
this
equipment.
All
informa
tion
presented
herein
should
be
given
careful
consideration
to
assure
optimum
performance
of
this
equipment.
1-2.
RECEIVING-HANDLING
Prior
to
installing
this
equipment,
clean
all
packing
material
from
around
the
unit
and
carefully
inspect
for
any
damage
that
may
have
occurred
during
shipment.
Any
claims
for
loss
or
damage
that
may
have
occurred
in
transit
must
be
filed
by
the
purchaser
with
the
carrier.
A
copy
of
the
bill
of
lading
and
freight
bill
will
be
furnished
by
the
carrier
on
request
if
occasion
to
file
claim
arises.
When
requesting
information
concerning
this
equipment,
it
is
essential
that
Model
Description
and/or
Stock
Number
and
Serial
(or
Style)
Numbers
of
the
equipment
be
supplied.
1
-
3.
DESCRIPTION
This
weld head
is
designed
to
be
used
with
a
weld
head
control.
A
built-in
adjustment
in
the
vertical
feed
weld
head
assembly
permits
3600
rotation
of
the
gun
nozzle
across
the
weld
joint
and
simplifies
weld
setup.
The
ball
joint
used
with
the
horizontal
feed
weld
head
provides
a
1
~O
adjustment
to
either
side
of
the
weld
joint.
Each
weld head
hes
an
extreme
ly
wide
constant
torque
speed
range.
Wire
feed
drive
rolls
and
guides
are
available
for
all
popular
size
wires
for
soft
or
hard
wires,
for
gas
metal-arc,
short
circuiting
and
spray
arc,
flux
cored,
hard.facing
and
submerged
arc
welding.
Under
this
heading,
ins
tallation,
operating,
and
main
tenance
procedures
or
practices
will
be
found
that
if
not
carefully
followed
may
create
a
safety
hazard
to
personnel.
IMPORTANT
I
U
U
Under
this
heading,
installation,
operating,
and
main
tenance
procedures
or
practices
will
be
found
that
if
not
carefully
followed
may
result
in
damage
to
equip
ment.
U
U
rri
Under
this
heading,
explanatory
statements
will
be
found
that
need
special
emphasis
to
obtain
the
most
efficient
operation
of
the
equipment.
6-1/4
9-3/4
TA-003
022
OM-1507
Page
1

Figure
2-2.
Vertical
Feed
Weld
Head
Mounting
Bracket
B.
Horizontal
Feed
Weld
Head
Mounting
(Figures
2-3
&
2-6)
Figure
2-3
illustrates
the
mounting
hole
layout
for
the
weld
head
insulator
pad.
This
insulator
pad
electrically
insulates
the
weld
head
from
the
weld
fixture.
To
mount
the
weld
head
to
the
weld
fixture
plate:
1.
Drill
three
5/8
dia.
holes
in
the
weld
fixture
plate,
refer
ring
to
figure
2-3
for
hole
location.
When
locating
these
holes
consider
t,hich
side
of
the
weld
fixture
plate
the
weld
head
will
be
mounted.
2.
Remove
the
three
bolts
that
secure
the
insulator
pad
to
the
weld
head.
3.
Slip
one
split-lock
washer,
one
flat
washer,
and
one
shoulder
washer
onto
each
of
the
three
bolts.
4.
Insert
the
three
bolts
into
the
weld
fixture
plate
mounting
holes
towards
the
weld
head.
5.
Slip
the
insulator
pad
over
the
three
bolts
NOTE
Ensure
that
the
shank
of
the
shoulder
washer
pene
trates
through
both
the
weld
fixture
mounting
plate
holes
and
insulator
pad
holes.
6.
Secure
the
weld
fixture
mounting
plate
to
the
weld
head
with
the
three
mounting
bolts,
ensuring
that
the
insulator
pad
is
between
the
weld
fixture
plate
and
weld
head.
2-2.
HORIZONTAL
FEED
WELD
HEAD
BALL
JOINT
ASSEMBLY,
OUTLET
GUIDE,
AND
OUTLET
CABLE
INSTALLATION
(Figures
2-4
&
2-6)
Figure
2-4
illustrates
the
mounting
hole
layout
for
the
ball
joint
insulator
pad.
This
insulator
pad
electrically
insulates
the
ball
joint
from
the
weld
fixture.
In
locating
the
ball
joint
with
respect
to
the
weld
head,
the
outlet
cable
length
must
be
considered.
1.
Install
the
ball
joint
assembly
as
instructed
below:
a.
Drill
two
13/32
dia.
holes
in
the
weld
fixture
plate,
referring
to
figure
2-4
for
hole
location.
When
locating
these
holes
consider
which
side
of
the
weld
fixture
plate
the
ball
joint
will
be
mounted.
b.
Remove
the
two
bolts
that
secure
the
insulator
pad
to
the
ball
joint.
c.
Slip
one
split-lock
washer,
one
flat
washer,
and
one
shoulder
washer
onto
each
of
the
two
bolts.
d.
Insert
the
two
bolts
into
the
weld
fixture
plate
mount
ing
holes
towards
the
ball
joint.
e.
Slip
the
insulator
pad
over
the
two
bolts.
rn
Ensure
that
the
shank
of
the
shoulder
washer
pene
trates
through
both
the
weld
fixture
mounting
plate
holes
and
insulator
pad
holes.
f.
Secure
the
weld
fixture
mounting
plate
to
the
ball
joint
with
the
two
mounting
bolts,
ensuring
that
the
insulator
pad
is
between
the
weld
fixture
plate
and
ball
joint.
2.
Loosen
the
outlet
guide
securing
screw
(item
12,
figure
2-6).
3.
Insert
the
outlet
guide
(11),
point
first,
into
the
outlet
guide
hole
in
the
drive
assembly.
4.
Install
the
outlet
cable
as
instructed
below:
a.
Loosen
the
outlet
cable
securing
screw
(13).
b.
Insert
the
twistlock
connection
of
the
outlet
cable
fully
into
the
outlet
guide
hole.
Ensure
that
the
con
nector
flat
side
is
facing
the
roll
pin
inside
of
the
outlet
guide
hole.
c.
Rotate
the
outlet
cable
connector
clockwise
one-
quarter
turn.
d.
Secure
the
outlet
cable
securing
screw
(13).
Push
the
outlet
guide
(11)
into
the
outlet
guide
hole
until
the
guide
seats
against
the
outlet
cable
connector.
5.
Secure
the
outlet
guide
securing
screw
(12).
6.
Connect
the
quick-disconnect
female
connector
on
the
opposite
end
of
the
outlet
cable
tn
the
quick-disconnect
male
connector
on
the
ball
joint.
This
connection
is
accomplished
by
pulling
back
the
ribbed
collar
of
the
outlet
cable
connector
and
slipping
it
over
the
ball
joint
connector.
Release
the
ribbed
collar.
Ensure
that
the
out
let
cable
connector
is
secured
onto
the
ball
joint
con
nector.
-
3
A-078
874
2.615
H
.375j
F1
A-074
772
Figure
2-3.
Horizontal
Feed
Weld Head
Mounting
Pad
13/32
Dia.~
2
Holes
3.75
t
.125
A-076
6g4
Figure
2-4.
BalI
Joint
Insulator
Pad
Page
2

2
-
3.
DRIVE
ROLL
INSTALLATION
A.
Vertical
Feed
Weld
Head
(Figure
2-5)
1.
Remove
the
pressure
adjustment
knob,
spring,
and
washer
by
rotating
the
knob
counterclockwise.
2.
Remove
nut
(item
7,
figure
2-5),
split-lock
washer
(8).
and
flat
washer
(9)
from
the
rear
drive
roll
shaft.
Prior
to
installing
the
rear
drive
roll,
ensure
that
the
supplied
key
is
in
the
groove
in
the
rear
drive
roll
shaft.
3.
Slide
keyed
drive
roll
(10)
onto
the
rear
drive
roll
shaft.
4.
Replace
flat
washer
(9),
split-lock
washer
(8)
and
nut
(7)
on
the
rear
drive
roll
shaft.
5.
Remove
bolt
(6).
split-lock
washer
(5),
and
flat
washer
(4)
from
the
front
drive
roll
shaft.
6.
Slide
un-keyed
drive
roll
(3)
ontO
the
front
drive
roll
shaft.
7.
Slide
flat
washer
(4)
and
split-lock
washer
(5)
onto
bolt
(6)
and
insert
bolt
(6)
into
the
front
drive
roll
shaft.
8.
Replace
the
pressure
adjustment
knob,
spring,
and
washer.
~wise
rota
tion
he
jire
adj
U
st
rne
nt
knob
will
increase
the
pressure
between
the
drive
rolls
and
the
welding
wire.
Welding
conditions
determine
the
correct
pressure
adjustment.
Rotate
the
pressure
adjustment
knob
only
until
slippage
between
the
drive
rolls
and
welding
wire
is
eliminated.
Excessive
pressure
deforms
the
welding
wire
and
may
necessitate
more
frequent
drive
roll
replacement
Figure
2-5.
Vertical
Feed
Weld Head
Drive
Roll,
Inlet
Guide,
and
Gun
Installation
I
Mounting
Bracket
Insulator.
Pads
To
Weld
Head
Control
Control
Plug
Swivel
Adjustment
Knob
To
Welding
Wire
Supply
1
Inlet
Guide
Hole
View
14
1:
Counter-
Proper
Clockwise
clockwise
Alignment
Rotation
of
Rotation
of
Adjustment
Adjustment
Nut
Required
Nut
Required
Pressure
Adjustment
Knob
&
Assy
Drive
Roll
Alignment
2
Assembly
TC-003
025
OM-1507
Page
3

Ball
Joint
Insulator
Pad
To
Welding
Wire
Supply
.lnlet
Cable
Assembly
Figure
2-6.
Horizontal
Feed
Weld
Head
Drive
Roll,
Inlet
Cable,
Outlet
Cable,
Ball
Joint,
and
Gun
Installation
TD-003
024
B.
Horizontal
Feed
Weld Head
(Figure
2-6)
1.
Loosen
the
pressure
adjustment
knob
and
pivot
the
pressure
adjustment
assembly
off
of
the
upper
drive
roll
mounting
bracket.
Swing
the
upper
drive
roll
mounting
bracket
up.
2.
Remove
the
nut
(item
7,
figure
2-6),
split-lock
washer
(8),
and
flat
washer
(9)
from
the
lower
drive
roll
shaft.
NOTE
3.
Slide
the
keyed
drive
roll
(10)
onto
the
lower
drive
roll
shaft.
4.
Replace
flat
washer
(9),
split-lock
washer
(8),
and
nut
(7)
on
the
lower
drive
roll
shaft.
5.
Remove
bolt
(6),
split-lock
washer
(5),
and
flat
washer
(4)
from
the
upper
drive
roll
shaft.
6.
Slide
the
un-keyed
drive
roll
(3)
onto
the
upper
drive
roll
shaft.
7.
Slide
the
flat
washer
(4)
and
split-lock
washer
(5)
ontO
bolt
(6)
and
insert
bolt
(6)
into
the
upper
drive
roll
shaft.
8.
Lower
the
upper
drive
roll
mounting
bracket
until
the
teeth
in
the
upper
and
lower
drive
rolls
mesh
together.
To
Weld
Haad~~
Control
ntrol
Plug
Pressure
Adjustment,
Knob
&
Assy
Outlet
Cable
Assembly
Inlet
Guide
Hole
View
_
~i
_
Counter.
Proper
Clockwise
clockwise
Alignment
Rotation
of
Rotation
of
Adjustment
Adjustment
Nut
Required
Nut
Required
Drive
Roll
Alignment
7
Ball
Joint
biy
17
Prior
to
installing
the
lower
drive
roll,
ensure
that
the
supplied
key
is
in
the
groove
in
the
lower
drive
roll
shaft.
Page
4

9.
Pivot
the
pressure
adjustment
assembly
upward
until
it
is
on
top
of
the
drive
roll
cover
and
then
tighten
the
pressure
adjustment
knob
to
the
desired
amount
of
pressure.
IMPORTANT
5.
Pivot
the
pressure
adjustment
assembly
upward
until
it
is
on
top
of
the
upper
drive
roll
mounting
bracket.
Tighten
the
pressure
adjustment
knob
to
the
desired
amount
ot
pressure.
2-5.
VERTICAL
FEED
WELD
HEAD
INLET
GUIDE
IN
STALLATION
(Figure
2-5)
Clockwise
rotation
of
the
pressure
adjustment
knob
will
increase
the
pressure
between
the
drive
rolls
and
the
welding
wire.
Welding
conditions
determine
the
correct
pressure
adjustment.
Rotate
the
pressure
adjustment
knob
only
until
slippage
between
the
drive
rolls
and
welding
wire
is
eliminated.
Excessive
pressure
deforms
the
welding
wire
and
may
necessitate
more
frequent
drive
roll
replacement.
1.
Loosen
the
inlet
guide
securing
screw
(item
2.
figure
2-5).
2.
Insert
the
inlet
guide
(1),
point
first,
into
the
inlet
guide
hole
until
the
flange
on
the
inlet
guide
seats
against
the
drive
assembly.
3.
Secure
the
inlet
guide
securing
screw
(2).
2-4.
DRIVE
ROLL
ALIGNMENT
A.
Vertical
Feed
Weld
Head
(Figure
2-5)
The
front
drive
roll
mounting
bracket,
which
holds
the
front
drive
roll,
can
be
moved
on
a
horizontal
plane
in
order
to
facilitate
alignment
of
the
groove
in
the
front
drive
roll
with
respect
to
the
groove
in
the
rear
drive
roll.
The
front
drive
roll
should
be
checked
for
proper
alignment
whenever
erratic
wire
feed
is
noted
or
whenever
the
drive
rolls
are
changed.
To
check
for
proper
alignment
of
the
front
drive
roll,
remove
the
inlet
guide
and
look
into
the
inlet
guide
hole
in
the
drive
assembly.
Upon
viewing
the
groove
between
the
drive
rolls
it
should
be
noted
that
the
outer
edges
of
the
grooves
on
the
front
and
rear
drive
rolls
should
be
precisely
aligned.
Figure
2-5
shows
examples
of
proper
and
improper
alignment.
If
the
drive
rolls
are
not
in
alignment,
proceed
as
follows
to
adjust
the
front
drive
roll:
1.
Loosen
the
pressure
adjustment
knob
by
rotating
the
knob
counterclockwise.
2.
Using
a
9/16
wrench,
loosen
the
outer
securing
bolt
(item
13,
figure
2-5).
3.
Using
a
5/8
wrench
rotate
the
adjustment
nut
(14)
as
re
quired.
Rotating
the
adjustment
nut
(14)
clockwise
will
move
the
front
drive
roll
outward
and
counterclockwise
rotation
will
move
the
front
drive
roll
inward.
1.
Loosen
the
inlet
guide
securing
screw
(item
1.
figure
2-6).
2.
Insert
the
inlet
guide
(2)
of
the
inlet
cable,
point
first,
into
the
inlet
guide
hole
until
the
flange
on
the
inlet
guide
seats
against
the
drive
assembly.
3.
Secure
the
inlet
guide
securing
screw
(1).
4.
Rotate
the
threaded
bushing
on
the
opposite
end
of
the
inlet
cable
onto
the
threaded
nipple
of
the
wire
supply
assembly
as
far
as
possible.
2-7.
GUN
INSTALLATION
A.
Vertical
Feed
Weld
Head
(Figure
2-5)
1.
Loosen
the
two
gun
securing
screws
(item
11,
figure
2-5)
on
the
weld
head.
2.
Insert
the
shank
of
the
gun
into
the
weld
head
gun
hole
until
the
tip
of
the
gun
shank
is
within
about
1/16
of
the
drive
rolls.
3.
Rotate
the
gun
within
the
weld
head
gun
hole
until
de
sired
gun
orientation
is
obtained.
4.
Tighten
the
two
gun
securing
screws
(11)
on
the
weld
head
to
secure
the
gun
on
the
weld
head.
4.
When
proper
alignment
is
achieved,
tighten
the
outer
securing
bolt
(13)
to
lock
the
front
drive
roll
in
position.
5.
Tighten
the
pressure
adjustment
knob
until
the
desired
amount
of
pressure
is
obtained.
I
.
Ensure
that
the
tip
of
the
gun
shank
does
not
touch
the
drive
rolls.
I
I
B.
Horizontal
Feed
Weld
Head
(Figure
2-6)
B.
Horizontal
Feed
Weld
Head
(Figure
2-6)
The
upper
drive
roll
mounting
bracket,
which
holds
the
upper
drive
roll,
can
be
moved
on
a
horizontal
plane
in
order
to
facilitate
alignment
of
the
groove
in
the
upper
drive
roll
with
respect
to
the
groove
in
the
lower
drive
roll.
The
upper
drive
roll
should
be
checked
for
proper
alignment
whenever
erratic
wire
feed
is
noted
or
whenever
the
drive
rolls
are
changed.
To
check
for
proper
alignment
of
the
upper
drive
roll,
remove
the
inlet
guide
and
look
into
the
inlet
guide
hole
in
the
drive
assembly.
Upon
viewing
the
groove
between
the
drive
rolls
it
should
be
noted
that
the
outer
edges
of
the
grooves
on
the
upper
and
lower
drive
rolls
should
be
precisely
aligned.
Figure
2-6
shows
examples
of
proper
and
improper
alignment.
If
the
drive
rolls
are
not
in
alignment,
proceed
as
follows
to
adjust
the
upper
drive
roll:
1.
Loosen
the
pressure
adjustment
knob
and
pivot
it
off
of
the
upper
drive
roll
mounting
bracket.
2.
Using
a
9/16
wrench,
loosen the
outer
securing
bolt
(item
14,
figure
2-6).
3.
Using
a
5/8
wrench,
rotate
the
adjustment
nut
(151
as
required.
Rotating
she
adjustment
nut
(15)
clockwise
will
move
the
upper
drive
roll
outward
and
counterclockwise
rotation
will
move
the
upper
drive
roll
inward.
4.
When
proper
alignment
is
achieved,
tighten
the
outer
se
curing
bolt
(141
to
lock
the
upper
drive
roll
in
position.
1.
Rotate
the
gun
threaded
female
connector
clockwise
onto
the
ball
joint
threaded
male
connector
as
far
as
possible.
2.
Tighten
the
ball
joint
connector
jam
nut
against
the
gun
connector
to
secure
the
gun
to
the
ball
joint
assembly.
3.
Loosen
the
two
ball
joint
adjustment
securing
screws
(item
16,
figure
2-61.
4.
Position
the
gun
vertically,
rotationally,
and
radially
by
maneuvering
the
gun
within
the
ball
joint.
5.
Tighten
the
two
ball
joint
adjustment
securing
screws
(161
to
secure
the
gun
in
the
desired
position.
2-8.
WELD
CABLE
CONNECTIONS
A
terminal
is
provided
on
the
gun
to
serve
as
a
junction
point
for
joining
the
electrode
weld
cable
from
the
weld
head
con
trol
to
the
gun.
A.
Vertical
Feed
Weld Head
(Figure
2-5)
Refer
to
item
12,
figure
2-5
for
Terminal
Location.
B.
Horizontal
Feed
Weld
Head
(Figure
2-6)
Refer
so
item
17,
figure
2-6
for
Terminal
Location.
I
I
I
2-
6.
HORIZONTAL
FEED
WELD
HEAD
INLET
CABLE
J
INSTALLATION
(Figure
2-6)
OM-1
507
Page
5

IMPORTANT
Ensure
that
the
contacting
surfaces
of
the
weld
cable
terminals
are
kept
clean
at
all
times.
Also
ensure
that
the
bolts
on
these
terminals
are
secure.
If
either
one
of
the
above
conditions
is
not
met,
erratic
weld
current
could
result.
2
9.
WELD
HEAD
CONTROL
CONNECTIONS
(Figures
2-5
&
2-6)
Either
a
four-pin
or
a
six-pin
plug
is
included
with
the
weld
head;
the
number
of
plug
pins
depending
on
the
type
of
weld
head
control
used.
Insert
the
weld
head
plug
completely
into
the
weld head
control
cord
receptacle
and
rotate
the
plug
knurled
collar
clockwise
onto
the
cord
receptacle
as
far
as
possible.
This
action
locks
the
plug
in
the
cord
receptacle.
2-10.
WELDING
WIRE
THREADING
Complete
the
weld
head
installation
and
adjustment
as
in
structed
in
paragraphs
2-1
through
2-8.
Particular
attention
should
be
given
to
DRIVE
ROLL
ALIGNMENT,
paragraph
2-4.
r1niuh1~1~h1
Prior
to
threading
the
welding
wire
through
the
gun,
ensure
that
the
weld
cable
from
the
welding
power
source
is
disconnected
from
the
control/feeder
or
that
the
welding
power
source
is
de-energized.
A.
Vertical
Feed
Weld
Head
(Figure
2-5)
1.
Loosen
the
weld
head
drive
roll
pressure
adjustment
knob.
2.
Cut
off
any
portion
of
the
free
end
of
the
welding
wire
which
is
not
straight
or
is
deformed.
3.
Manually
feed
the
welding
wire
into
the
inlet
guide
and
continue
feeding
the
wire
into
the
gun.
Feed
approx
imately
four
inches
of
welding
wire
into
the
gun.
4.
Tighten
the
weld
head
drive
roll
pressure
adjustment
knob
for
the
approximate
amount
of
pressure
desired
on
the
drive
rolls.
Precise
adjustment
of
this
pressure
adjustment
assembly
will
have
to
be
made
when
welding
commences.
5.
Replace
the
weld
cable
and/or
energize
the
welding
power
source.
6.
Energize
the
weld
head
control.
7.
Using
the
weld
head
control,
advance
the
welding
wire
in
the
weld
head,
into
the
gun,
and
beyond
the
gun
tip
to
the
desired
welding
wire
stub
length.
8.
If
necessary,
de-energize
the
welding
power
source
and/or
weld
head
control
until
welding
operation
is
to
be
com
menced.
B.
Horizontal
Feed
Weld
Head
(Figure
2-6)
1.
Loosen
the
weld
head
drive
roll
pressure
adjustment
knob
and
pivot
it
off
of
the
upper
drive
roll
mounting
bracket.
2.
Cut
off
any
portion
of
the
free
end
of
the
welding
wire
which
is
not
straight
or
is
deformed.
3.
Manually
feed
the
welding
wire
into
the
inlet
cable
and
continue
feeding
the
wire
into
the
outlet
cable.
Feed
approximately
four
inches
of
welding
wire
into
the
outlet
cable.
4.
Lower
the
upper
drive
roll
mounting
bracket
until
the
teeth
in
the
upper
and
lower
drive
rolls
mesh
together.
5.
Pivot
the
pressure
adjustment
assembly
upward
until
it is
on
top
of
the
upper
drive
roll
mounting
bracket.
Tighten
the
weld
head
drive
roll
pressure
adjustment
knob
for
the
approximate
amount
of
pressure
desired
on
the
drive
rolls.
Precise
adjustment
of
this
pressure
adjustment
assembly
will
have
to
be
made when
welding
commences.
6.
Replace
the
weld
cable
and/or
energize
the
welding
power
source.
7.
Energize
the
weld
head
control.
8.
Using
the
weld
head
control,
advance
the
welding
wire
in
the
weld
head
and
outlet
cable,
into
the
ball
joint,
into
the
gun,
and
beyond
the
gun
tip
to
the
desired
welding
wire
stub
length.
9.
If
necessary,
de-energize
the
welding
power
source
and/or
weld
head
control
until
welding
operation
is
to
be
com
menced.
I
Page
6

April
1975
FORM:
OM-1507
MODEL
FA
Weld Head
Horizontal
Left
Hand
.030
thru
1/16
Horizontal
Left
Hand
5/64thru
3/16
Horizontal
Right
Hand
.030
thru
1/16
Horizontal
Right
Hand
5/64
thru
3/16
Vertical
Left
Hand
.030thru
1/16
Vertical
Left
Hand
5/64
thru
3/16
Vertical
Right
Hand
.030thru
1/16
Vertical
Right
Hand
5/64
thru
3/16
MS
Weld
Head
STOCK
NO.
078999
079
004
078
998
079
003
078
997
079
002
078
996
079
001
MODEL/STOCK
NO.
SERIAL/STYLE
NO.
DATE
PURCHASED
PARTS
LIST
MILLER
ELECTRIC
MFG.
CO.
APPLETON,
WISCONSIN,
USA
54911
Horizontal
Left
Hand
.030
thru
1/16
Horizontal
Left
Hand
5/64thru
3/16
Horizontal
Right
Hand
.030thru
1/16
Horizontal
Right
Hand
5/64
thru
3/16
Vertical
Left
Hand
.030thru
1/16
Vertical
Left
Hand
5/64
thru
3/16
Vertical
Right
Hand
.030
thru
1/16
Vertical
Right
Hand
5/64
thru
3/16
079
008
079
012
079
007
079
011
079
006
079
010
079
005
079
009
NWSA
CODE
NO.
4579

Item
Factory
No.
Part
No.
Figure
A
Weld
Head,
Horizontal
-
Left
Hand
Description
Quantity
Model
FA
MS
Figure
A
Weld
Head,
Horizontal
-
Left
Hand~
1
075
167
MOTOR,
drive
(consisting
of)
1
1
075
315
MOTOR,
drive
(consisting
of)
1
2
073
295
PLUG,
amphenol
4
pin
97-3106A-20-4P-639
1
2
073
264
.
PLUG,
amphenol
6
pin
97-3106A-20-17P
1
3
073
296
.
CLAMP,
cable
-
amphenol
97-3057.12-6
1
1
4
073
593
.
WASHER,
spring
1 1
5
073596
.BEARING,ball
1
1
6
*073
591
.
BRUSH,
contact
2
2
7
073
595
.
CAP,
brushholder
2 2
1
OM-1507
Page
1

*Reco~umended
Spare
Parts.
+See
number
stamped
on
weld
head
housing
to
determine
if
your
unit
has
No.
2
or
No.
3
gears.
BE
SURE
TO
PROVIDE
STOCK
AND
MODEL
NUMBERS
WHEN
ORDERING
REPLACEMENT
PARTS.
OM-1507
Page
2
Item
Factory
No.
Part
No.
Weld
Head,
Horizontal
-
Left
Hand
(Contd)
Description
Quantity
Model
FA
MS
2 2
2
2
1
1
1
1
3 3
1
1
2
2
1 1
1
1
1
1
12
12
1 1
1
1
3
3
1 1
1
1
1
1
Figure
A
8
077214
9
073
598
10
073583
11
073580
11
073581
12
073597
13
073781
14
074771
15
073307
16
074780
17
073308
073 703
18
078879
19
074777
20
073 304
21
073306
22
078
672
23
+074
822
23.
+074
823
24
076871
25
+074
827
25
+074
828
26
074
775
27
073
300
28
073
302
29
073
240
30
075
234
31
073
334
32
073
268
33
074
772
34
075150
35
010910
36
601
967
37
602213
38
078
858
39
078
687
40
078
751
41
078882
42
078881
43
079
374
44
078880
45
602177
46
601
881
47
602216
48
602
247
49
074
858
50
073
309
51
056068
52
074
779
53
074
783
54
076
682
55
010324
56
076
647
57
073
303
58
073
356
59
605 209
60
602
221
61
074811
62
601
948
63
602211
64
604
538
65
074
904
66
074
768
.HOLDER,brush
SPRING,
brushholder
.ARMATURE
FIELD
ASSEMBLY
FIELD
ASSEMBLY
BEARING,
ball
STUD,
steel
12-28
x
1-3/4
GEAR,
spur
-
steel
40
pitch
43
tooth
RING,
retaining
-
external
SHAFT,
idler
gear
BEARING,
ball
GASKET,
motor
SCREW,
machine
-
steel
truss
phillips
hd
10-24
x
1/2
COVER,
housing
-
drive
GASKET,
cover~
housing
drive
RING,
retaining
-
internal
PIN,
spring
3/16
x
7/8
GEAR,
miter
No.
2
or
GEAR,
miter
No.
3
PIN,
spring
3/16x
1-1/2
GEAR,
helical
-
bronze 12
pitch
30
tooth
double
thread
No.
2
or
GEAR,
helical
-
bronze
12
pitch
30
tooth
triple
thread
No.
3
COVER,
bearing
RING,
retaining
-
internal
BEARING,
ball
RING,
retaining
-
external
HOUSING,
drive
(consisting
of)
.HELI
COIL
BEARING,
ball
INSULATOR
WASHER,
nylon
-
shoulder
.622
x
1
x
3/8
WASHER,
flat
-
steel
SAE
3/8
SCREW,
cap
.
steel
hex
hd
3/8-16
x
1-1/2
WASHER,
lock
-
steel
split
3/8
NUT,
steel
-
hex
full
12-28
WASHER,
lock
-
steel
split
No.
12
WASHER,
flat
-
bronze
3/8
WASHER,
lock
-
brass
split
3/8
SCREW,
cap
-
brass
hex
hd
3/8-16
x
2-1/2
HOUSING,
adapter
-
gun/feeder
SCREW,
cap
-
steel
socket
hd
5/16-18
x
1-1/2
SCREW,
set
-
steel
socket
hd
1/4-20
x
1/4
NUT,
steel
-
hex
jam
1/2-20
WASHER,
lock
-
steel
split
1/2
WASHER,
flat
-
steel
SAE
1/2
TUBING,
steel
7/8
OD
x
19/32
ID
x
.303
SEAL,
oil
-
drive
shaft
KEY,
steel
1/8x
1/8x
1/2
SHAFT,
drive
ARM,
adjustment
-
pressure
(consisting
of)
BLOCK,
pressure
stud
PIN,
spring
FASTENER,
pin
SPRING,
compression
KNOB
SCREW,
cap
-
steel
hex
hd
3/8-16
x
2-1/4
WASHER,
lock
-
steel
internal
tooth
3/8
BUSHING,
9/16-18
x
1-13/32
with
3/8
hole
SCREW,
~p
steel
hex
hd
5/16-18
x
1
WASHER,
lock
-
steel
split
5/16
WASHER,
flat
-
steel
SAE
5/16
LEVER,
mounting
-
drive
gear
GEAR,
drive
1 1
2 2
1 1
1
1
4
4
1
1
1 1
3 3
1 1
3
3
7 7
5 5
5
5
3 3
3
3
1
1
1 1
1
1
1 1
1 1
2 2
1 1
1
1
1
1
1
1
1
1
1 1
1
1
1 1
1
1
1 1
1 1
1
1
1 1
2
2
1
1
1
1

Quantity
Model
FA
I
MS
Description
Figure
B
Weld
Head,
Horizontal
-
Right
Hand
MOTOR,
drive
(bonsisting
of)
MOTOR,
drive
(consisting
of)
BEARING,
ball
SHAFT,
idler
gear
RING,
retaining
-
external
GEAR,
spur
-
steel
40
pitch
43
tooth
STUD,
steel
12-28
x
1-3/4
BEARING,
ball
FIELD
ASSEMBLY
FIELD
ASSEMBLY
.ARMATURE
SPRING,
brushholder
HOLDER,
brush
-
CAP,
brushholder
83
*073
591
.
BRUSH,
contact
Item
Factory
No.
Part
No.
71
075167
71
075315
72
073
308
73
074
780
74
073
307
75
074771
76
074781
77
073
597
78
073
580
78
073
581
79
073 583
80
073
598
81
077214
82
073
595
2
3
2
3
2
2
t
71
2
2
2 2
2
2
123
P4
ilS
90
117116
90
us
114
113
TD-039
159
Figure
B
Weld
Head,
Horizontal
-
Right
Hand
Page
3

Quantity
Mode
Description
-~
FA
I
MS
~Recommended
Spare
Parts.
+See
number
stamped
on
weld
head
housing
to
determine
if
the
unit
has
No.
2
or
No.
3
gears.
BE
SURE
TO
PROVIDE
STOCK
AND
MODEL
NUMBERS
WHEN
ORDERING
REPLACEMENT
PARTS.
Item
Factory
No.
Part
No.
Figure
B
Weld
Head,
Horizontal
-
Right
Hand
(Contd)
84
073
596
.
BEARING,
ball
1 1
85
073
593
.
WASHER,
spring
1
1
86
073
296
.
CLAMP,
cable
-
amphenol
97-3057-12-6
1
1
87
87
073
295
073
264
.
PLUG,
amphenol
97-3106A-20-4P-639
.
PLUG,
amphenol
97-3106A-20-17P
1
1
88
073 703
074
768
GASKET,
motor
GEAR,
drive
1
1
1
1
,
89
90
91
073268
010
910
602
221
BEARING,ball
WASHER,
flat-
steel
SAE
3/8
WASHER,
lock
-
steel
internal
tooth
3/8
3
7
2
3
7
2
-
-
~
92
94
95
96
97
98
99
074
902
604
538
602
211
601
948
074
811
605 209
073356
LEVER,
mounting
-
drive
gear
WASHER,
flat
-
steel
SAE
5/16
WASHER,
lock
-
steel
split
5/16
SCREW,
cap
-
steel
hex
hd
5/16-18
x
1
BUSHING,
9/16-18
x
1-13/32
with
3/8
hole
SCREW,
cap
-
steel
hex
hd
3/8-16
x
2-1/4
KNOB
1
1
1
1
1
1
1
1
1
1
1
1
1
1
.
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
073 303
074
783
076
647
076 682
010324
074
778
056
068
073
309
073 240
074
858
602
247
602
216
601
881
602
177
601
967
602
213
078
880
079
375
074
881
078
882
078
751
078
687
078
858
075 229
073334
SPRING,
compression
ARM,
adjustment
-
pressure
(consisting
of)
.
FASTENER,
pin
-
BLOCK,
pressure
stud
.PIN,spring3/16x
1/2
SHAFT,
drive
KEY,
steel
1/8
x
1/8
x
1/2
SEAL,
oil
-
drive
shaft
RING,
retaining
-
external
TUBING,
steel
7/8
OD
x
19/32
ID
x
.303
WASHER,
flat
-
steel
SAE
1/2
WASHER,
lock-steel
split
1/2
NUT,
steel
-
hex
jam
1/2-20
SCREW,
set
-
steel
socket
hd
1/4-20
x
1/4
SCREW,
cap
-
steel
hex
hd
3/8-16
x
1-1/2
WASHER,
lock-steel
split
3/8
SCREW,
cap
-
steel
socket
hd
5/16-18
x
1-1/2
HOUSI
NG,
adapter
-
gun/feeder
SCREW,
cap
-
brass
hex
hd
3/8-16
x
2-1/2
WASHER,
lock
-
brass
split
3/8
WASHER,
flat
-
bronze
3/8
WASHER,
lock
-
steel
split
No.
12
NUT,
steel
-
hex
full
12-28
HOUSING,
drive
(consisting
of)
.HELICOIL
1
1
1
1
1
1
1
1
4
1
1
1
1
2
5
5
1
1
1
1
1
3
3
1
1
1
1
1
1
1
1
1
1
4
1
1
1
1
2
5
5
1
1
1
1
1
3
3
1
1
-
,
,-
125
126
127
128
129
130
131
132
132
133
134
134
135
136
137
075
150
074
772
078
879
074
775
073
306
073302
073
300
+074
827
+074
828
076871
+074822
+074
823
078
672
073
304
074
777
WASHER,
nylon
-
shoulder
.622
x
1
x
3/8
INSULATOR
SCREW,
machine
-
steel
truss
phillips
hd
10-24
x
1/2
COVER,
bearing
RING,
retaining
-
internal
BEARING,ball
RING,
retaining
-
internal
GEAR,
helical
-
bronze
12
pitch
30
tooth
double
thread
No.
2
or
GEAR,
helical
-
bronze
12
pitch
30
tooth
triple
head
No.
3
PIN,spring3/16x
1-1/2
GEAR,miterNo.2or
GEAR,
miter
No.
3
PIN,
spring
3/16
x
7/8
GASKET,
cover
-
housing
drive
COVER,
housing
-
drive
1
1
12
2
3
1
1
1
1
1
1
1
1
1
1
12
2
3
1
1
1
1
1
1
1
1
OM-1507
Page
4

CC)
CD
U,
-Il
Ca
C
CD
C,
0.
I
CD
C)
I-
CD
I
a.
9
a
C.)
CD
C)
0
.1

Quantity
Item
Factory
Model
No.
Part
No.
Description
FA
I
MS
Figure
C
Weld
Head,
Vertical
-
Left
Hand
151
075
167
MOTOR,
drive
(consisting
of)
1
151
075
315
MOTOR,
drive
(consisting
of)
1
152
073
295
.
PLUG,
amphenol
97-3106A-20-4P-639
1
152
073264
.
PLUG,amphenol
97-3106A-20-17P
1
153
073
296
.
CLAMP,
cable
-
amphenol
97-3057-12-6
1
1
154
073593
.WASHER,spring
1
1
155
073596
.BEARING,ball
1
1
156
*073
591
.
BRUSH,
contact
2
2
157
073
595
.
CAP,
brushholder
2
2
158
077 214
.
HOLDER,
brush
2
2
159
073598
.SPRING,brushholder
2
2
160
073583
.ARMATURE
1
1
161
073
580
.
FIELD
ASSEMBLY
1
161
073581
.FIELDASSEMBLY
1
162
073597
.BEARING,balI
1
1
163
074
781
.
STUD,
steel
12-28
x
1-3/4
3
3
164
074
771
.
GEAR,
spur
-
steel
40
pitch
43
tooth
1
1
165
073307
.RING,retaining-external
2
2
166
074 780
.
SHAFT,
idler
gear
1
1
167
073308
.BEARING,ball
1
1
073 703
GASKET,
motor
1
1
168
078
687
WASHER,
lock
-
steel
split
No.
12
3
3
169
078
858
NUT,
steel
-
hex
full
12-28
3
3
170
073240
RING,retaining-external
4 4
171
073302
BEARING,.,ball
1 1
172
+074
827
GEAR,
helical
-
bronze
12
pitch
30
tooth
double
thread
No.
2
or
172
+073
828
GEAR,
helical
-
bronze
12
pitch
30
tooth
triple
thread
No.
3
1
1
173
+074
822
GEAR,
miter
No.
2
or
173
+074823
GEAR,miterNo.3
1
1
174
073306
RING,retaining-internal
3
3
175
073
304
GASKET,
cover
-housing
1 1
176
074
777
COVER,
housing
-
drive
1
1
177
078 879
SCREW,
machine
-steel
truss
phillips
hd
10-24
x
1/2
8 8
178
078
672
PIN,
spring
3/16
x
7/8
1
1
179
076871
PIN,spring3/16x1-1/2
1
1
180
073
300
RING,
retaining
-
internal
1
1
181
073
192
SHAFT,
worm
gear
-
head
1
1
182
075
059
WASHER,
flat
-
brass
.394
ID
x
7/8
OD
x
.064
1 1
183
010626
PIN,spring
1/8x
3/4
1
1
184
074
732
GEAR,
helical
-
steel
16
pitch
single
thread
1
1
185
074
817
INSULATOR,
mounting
-
head
2 2
186
074
816
BAR,
support
-
mounting
insulator
1
1
187
034
113
SCREW,cap-steel
hex
hd
3/8-16x
3-1/4
4
4
188
602
213
WASHER,
lock
-
steel
split
3/8
9
9
189
079
226
SCREW,
machine
-
steel
flat
hd
socket
3/8-16
x
1
4
4
190
074
814
PLATE,
mounting
-
head
1,
1
191
073181
KNOB
1
1
192
601
873
NUT,
steel
-
hex
full
3/8-24
1
1
193
074
751
TUBING,
steel
5/8
OD
x
11
ga
x
2-1/4
1
1
194
010
668
SCREW,
cap
-
steel
socket
hd
1/4-20
x
1-1/2
4 4
195
075
156
HOUSING,
worm
gear
1
1
196
074
813
GEAR,
worm
-
steel
16
pitch
48
tooth
single
thread
1
1
197
075
155
PLATE,
mounting
-
helical
gear
1
1
198
073268
BEARING,ball
3 3
199
074
775
COVER,
bearing
1
1
200
076
974
HOUSING,
drive
(consisting
of)
1
1
201
073337
.HELICOIL
4
4
202
073334
.HELICOIL
1
1
203
010
910
WASHER,
flat
-
steel
SAE
3/8
7
7
204
605362
SCREW,cap-steel
hexhd
3/8-16x
1-1/2
3
3
205
605
789
SCREW,
set
-
steel
socket
hd
10-24
x
1/4
1
1
206
074818
STUD,steel
3/8-16x
2-5/8
1 1
207
073356
KNOB
1
.
1
208
073
303
SPRING,
c.ornpression
1
1
209
079
240
SCREW,
cap
-
steel
hex
hd
3/8-16
x
1-3/4
2
2
210
078
064
HOLDER,
tube
-
extension
(consisting
of)
1 1
OM-
1
507
Page
6

Quantity
Item
Factory
Model
No.
Part
No.
Description
FA
MS
Figure
C
Weld
Head,
Vertical
-
Left
Hand
(Contd)
211
073269
.HELICOIL
2
2
212
079
231
SCREW,
set
-
steel
socket
hd
1/2-13
x
1
2
2
213 604 538
WASHER,
flat
-
steel
SAE
5/16
1
1
214
602
211
WASHER,
lock
-steel
split
5/16
1 1
215
601
948
SCREW,
cap
-
steel
hex hd
5/16-18
x
1
1 1
216
605 209
SCREW,
cap
-
steel
hex
hd
3/8-16
x
2-1/4
1
1
217
602
221
WASHER,
lock
-
steel
internal
tooth
3/8
2 2
218
074811
BUSHING,
9/16-18
x
1-13/32
with
3/8
hole
1
1
220
074 904
LEVER,
mounting
-
drive
gear
1 1
221
601
881
NUT,
steel
-
hex
jam
1/2-20
1
1
222
602
216
WASHER,
lock
-
steel
split
1/2
1
1
223 602
247
WASHER,
flat
-
steel
SAE
1/2
1
1
224
074 858
TUBING,
steel
7/8
OD
x
19/32
ID
x
.303
1
1
225
073
309
SEAL,
oil
-
drive
shaft
1
1
226
056068
KEY,steel
1/8x.1/8x1/2
1 1
227
074
779
SHAFT,
drive
1
1
228
602
177
SCREW,set
-steel
socket
hd
1/4-20
x
1/4
1
1
229
602
009
SCR
EW,
cap
-
steel
socket
hd
1/4-20
x
1-1/4
2
2
230 074 936
BLOCK,
mounting
-
guide
inlet
1
1
231
074
768
GEAR,
drive
1
1
232
078
876
ADAPTER,
head
90
degree
(attaching
hardware
2
each
of
items
188,
203
&
204)
1
1
601
872
NUT,
steel
-
hex
full
3/8-16
(attaching
item
232)
2
2
*Recommended
Spare
Parts
-.
+See
number
stamped
on
weld
head
housing
to
determine
if
the
unit
has
No.
2
or
No.
3
gears.
BE
SURE
TO
PROVIDE
STOCK
AND
MODEL
NUMBERS
WHEN
ORDERING
REPLACEMENT
PARTS.
Guide
Gear,
Pressure
TB-078
036-3
Gear
Gear,
Drive
Page
7
Figure
D
Kit,
Drive
Gear
&
Guide
Tube
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
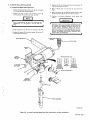 9
9
-
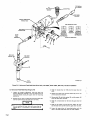 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26


























Miller MS WELD HEAD Owner's manual
- Category
- Welding System
- Type
- Owner's manual
- This manual is also suitable for
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
-
Miller HJ195967 Owner's manual
-
-
-
-
-
-
-
-
-
Other documents
-
Milwaukee 6017 User manual
-
Barska AF11602 Owner's manual
-
KUZCO FM34418 Installation guide
-
Allied Brass P-280-30-LTB-WHM Installation guide
-
-
Havis C-MM-304 User manual
-
-
Toro 3-Pack Wheel Tooth Kit, SGR-6 Stump Grinder Installation guide
-
-
ESAB Linde SEH-2 Wire Feeder used Troubleshooting instruction