ESAB Origo™Feed 30-4 User manual
- Category
- Welding System
- Type
- User manual
This manual is also suitable for
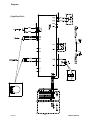
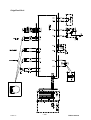
ESAB Origo™Feed 30-4 is a wire feed unit designed for MIG/MAG welding with the OrigoMig 405 power source. It can be used with wire on MarathonPact or on a wire bobbin Ø 300 mm. The feed unit features adjustable wire feed speed, burnback time, and spot welding time. It is equipped with a EURO gun connection and can handle various wire dimensions, including Fe, Ss, Al, and cored wire. The Origo™Feed 30-4 also allows for different mounting options, including at the power source, suspended above the workplace, on a support arm, or on the floor with or without a wheel set.
ESAB Origo™Feed 30-4 is a wire feed unit designed for MIG/MAG welding with the OrigoMig 405 power source. It can be used with wire on MarathonPact or on a wire bobbin Ø 300 mm. The feed unit features adjustable wire feed speed, burnback time, and spot welding time. It is equipped with a EURO gun connection and can handle various wire dimensions, including Fe, Ss, Al, and cored wire. The Origo™Feed 30-4 also allows for different mounting options, including at the power source, suspended above the workplace, on a support arm, or on the floor with or without a wheel set.




















-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22






















ESAB Origo™Feed 30-4 User manual
- Category
- Welding System
- Type
- User manual
- This manual is also suitable for
ESAB Origo™Feed 30-4 is a wire feed unit designed for MIG/MAG welding with the OrigoMig 405 power source. It can be used with wire on MarathonPact or on a wire bobbin Ø 300 mm. The feed unit features adjustable wire feed speed, burnback time, and spot welding time. It is equipped with a EURO gun connection and can handle various wire dimensions, including Fe, Ss, Al, and cored wire. The Origo™Feed 30-4 also allows for different mounting options, including at the power source, suspended above the workplace, on a support arm, or on the floor with or without a wheel set.
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
Other documents
-
Remeha Avanta Plus p Series Water Quality Instructions
-
JVC Camcorder GY-HM100 User manual
-
Stratco Handi-Mate Flooring Kit Installation guide
-
Prince Castle 755-HM10 Operating instructions
-
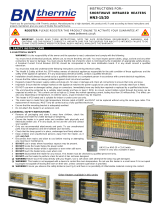 BN Thermic HN3 Series Operating instructions
BN Thermic HN3 Series Operating instructions
-
 Crux BTS-HN2 User manual
Crux BTS-HN2 User manual
-
 Crux BTS-HN2 User manual
Crux BTS-HN2 User manual
-
 &Tradition Tripod HM9 User manual
&Tradition Tripod HM9 User manual
-
 &Tradition DropLeafHM5 User manual
&Tradition DropLeafHM5 User manual
-
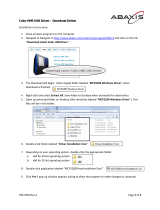 Abaxis HM5 Installation guide
Abaxis HM5 Installation guide





