May
1984
FORM:
OM-861
MILLER
ELECTRIC
MFG.
CO.
718
S.
BOUNDS
ST.
P.O.
Box
1079
APPLETON,
WI
54912
USA
01
MODEL
RCDW-1
OWN
ERS
MANUAL
A1IHER
NWSA
CODE
NO.
4579
PRINTED
IN
U.S.A.

LIMITED
WARRANTY
EFFECTIVE:
JUNE
1.
1979
This
warranty
supersedes
all
previous
MILLER
warranties
and
is
ex
clusive
with
no
other
guarantees
or
warranties
expressed
or
implied.
LIMITED
WARRANTY-Subject
to
the
terms
and
conditions
As
a
matter
of
general
policy
only,
Miller
may
honor
claims
hereof,
Miller Electric
Mfg.
Co.,
Appleton,
Wisconsin
warrants
submitted
by
the
original
user
within
the
foregoing
periods.
to
its
Distributor/Dealer
that
all
new
and
unused
Equipment
furnished
by
Miller
is
free
from
defect
in
workmanship
and
In
the
case
of
Millers
breach
of
warranty
or
any
other
duty
material
as
of
the
time
and
place
of
delivery
by
Miller.
No
war-
with
respect
to
the
quality
of
any
goods,
the
exclusive
remedies
ranty
is
made
by
Miller
with
respect
to
engines,
trade
ac-
therefore
shall
be,
at
Millers
option
(1)
repair
or
12)
replacement
cessories
or
other
items
manufactured
by
others.
Such
or,
where
authorized
in
writing
by
Miller
in
appropriate
cases,
13)
engines,
trade
accessories
and
other
items
are
sOld
subject
to
the
reasonable
cost
of
repair
or
replacement
at
an
authorized
the
warranties
of
their
respective
manufacturers,
if
any
.
All
Miller
service
station
or
(41
payment
of
or
credit
for
the
purchase
engines
are
warranted
by
their
manufacturer
for
one
year
from
price
(less
reasonable
depreciation
based
upon
actual
use)
upon
date
of
original
purchase.
return
of
the
goods
at
Customers
risk
and
expense.
Upon
receipt
of
notice
of
apparent
defect
or
failure,
Miller
shall
instruct
the
clai-
Except
as
specified
below,
Millers
warranty
does
not
apply
mant
on
the
warranty
claim
procedures
to
be
followed.
S
to
components
having
normal
useful
life
of
less
than
one
(1)
year,
such
as
spot
welder
tips,
relay
and
contactor
points,
ANY
EXPRESS
WARRANTY
NOT
PROVIDED
HEREIN
AND
MILLERMATIC
parts
that
come
in
contact
with
the
welding
ANY
IMPLIED
WARRANTY.
GUARANTY
OR
REPRESENTA
wire
including
nozzles
and
nozzle
insulators
where
failure
does
TION
AS
TO
PERFORMANCE,
AND
ANY
REMEDY
FOR
not
result
from
defect
in
workmanship
or
material.
BREACH
OF
CONTRACT
WHICH,
BUT
FOR
THIS
PROVISION,
MIGHT
ARISE
BY
IMPLICATION,
OPERATION
OF
LAW,
~4J
Miller
shall
be
required
to
honor
warranty
claims
on
war-
CUSTOM
OF
TRADE
OR
COURSE
OF
DEALING,
INCLUDING
ranted
Equipment
in
the
event
of
failure
resulting
from
a
defect
ANY
IMPLIED
WARRANTY
OF
MERCHANTABILITY
OR
OF
within
the
following
periods
from
the
date
of
delivery
of
Equip-
FITNESS
FOR
PARTICULAR
PURPOSE.
WITH
RESPECT
TO
(~
ment
to
the
original
user:
ANY
AND
ALL
EQUIPMENT
FURNISHED
BY
MILLER
IS
EX
CLUDED
AND
DISCLAIMED
BY
MILLER.
1.
Arc
welders,
power
sources
and
components
..
1
year
2.
Original
main
power
rectifiers
3
years
EXCEPT
AS
EXPRESSLY
PROVIDED
BY
MILLER
IN
Ilabor
-
1
year
only)
WRITING,
MILLER
PRODUCTS
ARE
INTENDED
FOR
3.
Allweldinggunsandfeeder/guns
BOdays
ULTIMATE
PURCHASE
BY
COMMERCIAL/INDUSTRIAL
4.
All
other
Millermatic
Feeders
1
year
USERS
AND
FOR
OPERATION
BY
PERSONS
TRAINED
AND
5.
Replacement
or
repair
parts,
exclusive
of
labor
.
60
days
EXPERIENCED
IN
THE
USE
AND
MAINTENANCE
OF
6.
Batteries
6
months
WELDING
EQUIPMENT
AND
NOT
FOR
CONSUMERS
OR
CONSUMER
USE.
MILLER
WARRANTIES
DO
NOT
EXTEND
provided
that
Miller
is
notified
in
writing
within
thirty
(30)
days
TO,
AND
NO
RESELLER
IS
AUTHORIZED
TO
EXTEND
?
of
the
date
of
such
failure.
MILLERS
WARRANTIES
TO,
ANY
CONSUMER.
.
..~
J~

ERRATA
SHEET
After
this
manual
was
printed,
refinements
in
equipment
design
occurred.
This
sheet
lists
exceptions
to
data
appearing
later
in
this
manual.
AMENDMENT
TO
SECTION
2
INSTALLATION
Amend
Section
2-2.
REMOTE
VOLTAGE
CONTROL
CONNECTIONS
The
supplied
adapter
cable
provides
a
connection
point
between
RCDW-1
,welding
power
source
voltage
control,
and
wire
feeder
115
vac
power.
Make
remote
voltage
control
connections
as
follows:
1.
Locate
the
REMOTE
14
receptacle
on
the
welding
power
source.
2.
Align
keyway
of
adapter
cable
14-pin
Amphenol
plug.
3.
Insert
plug,
and
rotate
threaded
collar
fully
clockwise.
4.
Locate
the
14-pin
receptacle
end
of
the
115
Volts
AC
Contactor
Control
Cord
connected
the
the
wire
feeder.
5.
Align
keyway
of
adapter
cable
14-socket
Amphenol
plug.
6.
Insert
plug,
and
rotate
threaded
collar
fully
clockwise.
7.
Locate
the
RCDW-1
cable
with
the
5-pin
Amphenol
plug.
8.
Align
keyway
of
5-pin
Amphenol
RCDW-1
cable
plug
with
the
5-socket
adapter
cable
Amphenol
receptacle.
9.
Insert
plug,
and
rotate
threaded
collar
fully
clockwise.
IMPORTANT:
Place
the
welding
power
source
voltage
control
switch
in
the
REMOTE
14
position.
Part
Replaced
**
No.
With
Description
Quantity
5-
Added
132
148
CABLE,
adapter
12
in
(consisting
of)
1
604
571
CABLE,
port
No.
18
4/c
(order
by
ft)
lft
116
964
CLAMP,
cable
97-3057-1
012
2
111
122
HOUSING
PLUG
&
PINS,
(consisting
of)
1
109
770
.
.
TERMINAL,
male
1
pin
sz
45
16-22w
14
007
826
CABLE,
port
No.
18
3/c
(order
by
ft)
lft
039
~5
CLAMP,
cable
AN-3057-8
1
111
161
HOUSING
PLUG
&
SOCKETS,
(consisting
of)
1
109771
~TERMlNAL,
female
lsktsz45
16-22w
1
052
654
.
RECEPTACLE,
Sskt
MS-3101A-16S-8S
1
~
**~j~.s~
digit
represents
page
no
-
digits
following
dash
represent
item
no.
BE
SURE
TO
PROVIDE
MODEL
AND
SERIAL
NUMBER
WHEN
ORDERING
REPLACEMENT
PARTS.
C


SECTION
1
-
INTRODUCTION
1-1.
GENERAL
-
This
manual
has
been
prepared
especially
for
use
in
familiarizing
personnel
with
the
design,
installation,
operation,
maintenance,
and
troubleshooting
of
this
equipment.
All
information
presented
herein
should
be
given
careful
consideration
to
assure
optimum
performance
of
this
equipment.
1-2.
RECEIVING-HANDLING
-
Prior
to
installing
this
equipment,
clean
all
packing
material
from
around
the
unit
and
carefully
inspect
for
any
damage
that
may
have
occurred
during
shipment.
Any
claims
for
loss
or
damage
that
may
have
occurred
in
transit
must
be
filed
by
the
purchaser
with
the
carrier.
A
copy
of
the
bill
of
lading
and
freight
bill
will
be
furnished
by
the
carrier
on
request
if
occasion
to
file
claim
arises.
When
requesting
information
concerning
this
equip
ment,
it
is
essential
that
Model
Description
and/or
Stock
Number
and
Serial
(or
Style)
Numbers
of
the
equipment
be
supplied.
1-3.
DESCRIPTION
-
The
RCDW-1
is
a
remote
con
trol
unit
which
provides
selection
of
two
separate
welding
conditions
on
one
wire
using
one
con
trol/feeder
and
a
DELTAWELD
power
source.
It
is
designed
specifically
for
use
with
the
Gas
Metal-Arc
(GMAW)
and
Flux
Cored
Arc
(FCAW)
Welding
pro
cesses.
1-4.
SAFETY
-
Before
the
equipment
is
put
into
operation,
the
safety
section
at
the
front
of
the
welding
power
source
manual
should
be
read
completely.
This
will
help
avoid
possible
injury
due
to
misuse
or
improper
welding
applications.
The
following
definitions
apply
to
CAUTION,
and
NOTE
blocks
found
throughout
this
manual:
CAUTION
____________
Under
this
heading,
installation,
operating,
and
maintenance
procedures
or
practices
will
be
found
that
if
not
carefully
followed
may
create
a
hazard
to
personnel.
I~IsIl~
Under
this
heading,
explanatory
statements
will
be
found
that
need
special
emphasis
to
obtain
the
most
efficient
operation
of
the
equipment.
Figure
2-1.
Gas
Metal-Arc
And
Flux
Cored
Arc
Welding
Connections
2-1.
REMOTE
WIRE
FEED
SPEED
CON
NECTIONS
-
The
6-pin
Wire
Feed
Speed
plug
pro
vides
a
connection
point
between
the
RCDW-1
WIRE
SPEED
controls
and
the
control/feeder
wire
feed
speed
circuitry.
Align
plug
keyway
with
Remote
Control
receptacle
key;
insert
plug;
and
rotate
threaded
collar
clockwise.
I~s1t~
Place
the
control/feeder
Remote
Control
switch
in
the
REMOTE
position.
2-2.
REMOTE
VOLTAGE
CONTROL
CON
NECTIONS
(Figures
2-1
&
3-1)
-
The
5-pin
Voltage
Control
plug
provides
a
connection
point
between
the
RCDW-1
and
the
welding
power
source
voltage
adjust
ment
circuitry.
Align
plug
keyway
with
VOLTAGE
CON
TROL
receptacle
key;
insert
plug;
and
rotate
threaded
collar
clockwise.
~
I
~
Place
the
welding
power
source
VOL
TA
GE
CONTROL
switch
in
the
REMOTE
position.
SECTION
2-
INSTALLATION
1
15V/Contactor
Control
A-048
412-A
OM-861
Page
1

2-3.
REMOTE
CONDITION
SELECTOR
CON
NECTIONS
(Figure
2-1)
-
The
Condition
Selector
receptacle
located
on
the
RCDW-l
left
side
panel
pro
vides
a
connection
point
between
the
gun-mounted
Dual
Schedule
switch
(purchased
separately)
and
the
RCDW-1.
Insert
the
two-pole,
twistlock
plug
from
the
Dual
Schedule
switch
fully
into
the
Condition
Selector
receptacle
and
rotate
the
plug
clockwise.
2-4.
REMOTE
CONTROL
115
VAC
CONNECTIONS
CAUTION
___________
The
control
will
be
electrically
hot
inter
nally
and
ready
to
operate
as
soon
as
the
115
volts
ac
plug
is
connected
to
the
115
volts
ac
source.
The
115
VAC
plug
provides
a
connection
point
to
sup
ply
the
RCDW-1
with
115
volts
ac
power.
Connect
the
115
VAC
plug
to
the
115
VOLTS
AC
duplex
receptacle
on
the
welding
power
source
or
to
a
115
volts
ac,
60
Hertz
power
supply.
SECTION
3-
FUNCTION
OF
CONTROLS
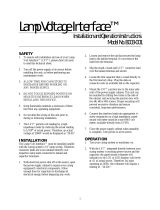
Condition
A
Voltage
Control
Condition
B
Control
~
J
I
Condition
B
I
Pilot
Lamp
Condition
B
Wire
Speed
Control
115
VAC
Plug
To
Power
Supply
Voltage
Control
Plug
To
Welding
Power
Source
1fl~I~E~
Condition
A
Pilot
Lamp
Condition
A
Wire
Speed
Control
Wire
Feed
Speed
Plug
To
Control/Feeder
Figure
3-1.
Front
Panel
View
3-1.
CONDITION
A
AND
B
VOLTAGE
CONTROLS
(Figure
3-1)
-
CONDITION
A
and
B
VOLTAGE
CON
TROLS
provide
remote
voltage
contol
within
the
welding
power
source
load
voltage
range.
The
CON
DITION
A
or
CONDITION
B
VOLTAGE
CONTROL
will
be
active
depending
on
the
position
of
the
Dual
Schedule
switch.
Rotating
the
VOLTAGE
CONTROLS
in
a
clockwise
direction
increases
the
load
voltage.
I~~l~
The
contacts
of
the
VOLTAGE
CONTROLS
are
of
the
continuous
type,
thereby
making
it
possible
to
adjust
these
controls
while
welding.
The
scales
surrounding
the
VOLTAGE
CONTROLS
are
calibrated
in
percentage
and
should
not
be
misconstrued
as
an
amperage
or
voltage
reading.
It
is
recommended
that
the
meters
be
read
whenever
it
is
necessary
to
know
the
amperage
and
voltage
output.
3-2.
CONDITION
A
AND
B
PILOT
LAMPS
(Figure
3-1)
-
When
the
remote
control
is
energized,
CON-
DITION
A
or
CONDITION
B
pilot
lamp
will
illuminate
depending
on
the
position
of
the
Dual
Schedule
switch.
3-3.
CONDITION
A
AND
B
WIRE
SPEED
CON
TROLS
-
CONDITION
A
and
B
WIRE
SPEED
controls
provide
remote
control
of
wire
feed
speed.
The
CON
DITION
A
or
CONDITION
B
WIRE
SPEED
control
will
be
active
depending
on
the
position
of
the
Dual
Schedule
switch.
Rotating
the
WIRE
SPEED
controls
in
a
clockwise
direction
increases
wire
feed
speed.
I~.I
l~
The
contacts
of
the
WIRE
SPEED
controls
are
of
the
continuous
type,
thereby
making
it
possible
to
adjust
these
controls
while
we/ding.
The
scales
surrounding
the
WIRE
SPEED
controls
are
calibrated
in
percentage
and
should
not
be
misconstrued
as
an
amperage
or
voltage
reading.
It
is
recommended
that
the
meters
be
read
whenever
it
is
necessary
to
know
the
amperage
voltage
output.
Page
2

SECTION
4
-
SEQUENCE
OF
OPERATION
4-1.
GAS
METAL-ARC
(GMAW)
AND
FLUX
CORED
ARC
(FCAW)
WELDING
(Figure
4-1)
1.
Make
necessary
electrical
and
mechanical
con
nections
to
the
welding
power
source,
con
trol/feeder,
and
gun
as
outlined
in
the
welding
power
source
manual,
control/feeder
manual,
and
gun
manual,
respectively.
CAUTION:
Never,
under
any
circumstances,
operate
the
RCDW-
1
with
the
outer
enclosure
removed.
In
add
ition
to
the
safety
hazard,
warranty
is
void
if
the
RCDW-
1
is
operated
with
the
outer
enclosure
open
or
removed.
2.
Make
remote
Wire
Feed
Speed
connections
as
outlined
in
Section
2-1.
3.
Make
remote
Voltage
Control
connections
as
outlined
in
Section
2-1.
9.
Energize
the
welding
power
source
and
con
trol/feeder.
10.
Depress
the
Dual
Schedule
switch
to
the
desired
position
and
commence
welding.
I
~
The
Dual
Schedule
switch
has
two
positions:
1.
In
the
first
position,
the
welding
power
source
con
tactor
is
energized
and
RCDW-1
CONDITION
A
is
available.
This
position
is
obtained
by
depressing
the
switch
lever
about
half
way
down.
2.
In
the
second
position,
the
welding
power
source
contactor
remains
energized
and
the
RCDW-1
is
switched
to
CONDITION
B.
This
position
is
obtained
by
depressing
the
switch
lever
all
the
way
down.
Ik~IIl~
The
RCDW-
1
VOL
TAGE
and
controls
can
be
adjusted
while
we/ding.
4-2.
SHUUING
DOWN
WIRE
SPEED
4.
Make
remote
Condition
Selector
connections
as
outlined
in
Section
2-3.
5.
Make
remote
control
115
volts
ac
connections
as
outlined
in
Section
2-4.
6.
Rotate
the
CONDITION
A
VOLTAGE
CONTROL
and
WIRE
SPEED
control
to
the
approximate
desired
setting.
7.
Rotate
the
CONDITION
B
VOLTAGE
CONTROL
and
WIRE
SPEED
control
to
the
approximate
desired
setting.
1.
Break
the
arc.
2.
Allow
the
welding
power
source
to
idle
for
3
minutes
with
no
load
applied.
3.
Depress
the
welcffng
power
source
OFF
push
button.
If
the
RCDW-1
obtains
operating
power
from
the
welding
power
source,
the
control
will
also
be
deenergized.
If
the
RCDW-1
obtains
operating
power
from
another
source,
discon
nect
the
RCDW-1
115
VAC
plug.
4.
Place
the
control/feeder
POWER
switch
in
the
Off
position.
CAUTION
Prior
to
welding,
it
is
imperative
that
pro
per
protective
clothing
(welding
coat
and
gloves)
and
eye
protection
(glasses
and/or
we/ding
helmet)
be
put
on.
Failure
to
comply
may
result
in
serious
and/or
perm
anent
bodily
damage.
8.
Turn
on
the
shielding
gas
supply,
if
used.
5.
Turn
off
the
shielding
gas,
if
used,
at
the
shielding
gas
source.
CAUTION:
If
welding
is
performed
in
a
confined
area,
failure
to
turn
off
the
shielding
gas
supply
could
result
in
a
build
up
of
gas
fumes,
thereby
endangering
personnel
reentering
the
welding
area.
OM-861
Page
3

C
I
I
I
~/GRN.>E
D
A
PLG2
AMPHENOL
PLUG
TO
WELDING
MACHINE
REMOTE
CONTROL
RECEPTACLE
C
E
2~
CR2
PLG
1
AMPHENOL
PLUG
TO
WIRE
FEEDER
REMOTE
CONTROL
RECEPTACLE
WHT
23
D
PLC
3
115
V.
AC
Circuit
Diagram
No.
A-047
114
Figure
4-1.
Circuit
Diagram
Page
4

Item
Dia.
No.
Mkgs
Figure
A
Complete
Assembly
Description
1
027
631
PL1
,2
*027
638
027
628
2
R7,8
072
623
072
590
019 627
3
R1,4
030940
4
Cl
031
608
5
601
375
6
010610
7
PLG3
023
618
8
600
733
PLG2
039 273
039 685
9
604910
PLG1
039 827
039
828
10
RC1
039
855
11
R2,5
030943
019
609
057 056
038 785
026
202
030
854
036
135
006
393
047
197
020
528
2
2
2
2
2
2
2
3
1
1
1
1
15
ft.
1
1
1
2
2
2
2
2
2
1
2
1
1
4
1
Part
No.
Quantity
HOUSING,
light
-
indicator
slide
base
125
volts
BULB,
incandescent
slide
base
48
volts
LENS,
light
-
indicator
red
clear
POTENTIOMETER,
carbon
1
turn
2
watt
1000
ohm
LOCK,
shaft
-
potentiometer
KNOB,
pointer
RESISTOR,
carbon
0.5
watt
2000
ohm
CAPACITOR,
electrolytic
250
uf
25
volts
ac
RING,
mounting
-
capacitor
CONNECTOR,
clamp
-
cable
1/2
inch
CORD
SET,
115
volts
16
ga
3/C
10
ft
CORDSET,
ll5voltsl6ga3/C2Oft
PLUG,
5
pin
MS-3106A-16S-8P
CLAMP,
cable
CABLE,
power
-
shielded
20
ga
5/C
(order
by
ft.)
PLUG,
6
pin
MS-3106A-14S-6P
STRAIN
RELIEF,
receptacle/plug
RECEPTACLE,
twistlock
2P2W
POTENTIOMETER,
carbon
1
turn
2
watt
15K
ohm
KNOB,
pointer
BRACKET,
mounting
-
terminal
strip
STRIP,
terminal
3
pole
DIODE,
rectifier
1
amp
400
volts
straight
polarity
RESISTOR,
carbon
0.5
watt
18K
ohm
TRANSFORMER,
control
115-24
volts
ac
RELAY,
24
volts
ac
DPDT
flanged
case
PANEL,
control
HANDLE,
control
box
NAMEPLATE
(order
by
model)
235
CASE
SECTION,
base/side
663
MOUNT,
neoprene
497
LABEL,
general
precautionary
12
13
14
15
16
17
18
D1,2
R3
,6
Ti
CR1,2
+023
019
047
*Recommended
Spare
Parts.
Figure
A
Complete
Assembly
+
When
ordering
a
component
originally
displaying
a
precautionary
label,
the
label
should
also
be
ordered.
BE
SURE
TO
PROVIDE
MODEL
WHEN
ORDERING
REPLACEMENT
PARTS.
OM-861
Page
5

4
/