Page is loading ...

Valid for serial no. 745--xxx--xxxx0457 328 001 991015
Aristotig 255
LTN 255
101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
Ïäçãßåò ÷ñÞóåùò

-- 2 --
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
Äéáôçñåßôáé ôï äéêáßùìá ôñïðïðïßçóçò ðñïäéáãñáöþí ×ùñßò ðñïåéäïðïßçóç.
SVENSKA 3..............................................
DANSK 16................................................
NORSK 29................................................
SUOMI 42................................................
ENGLISH 55..............................................
DEUTSCH 68.............................................
FRANÇAIS 81.............................................
NEDERLANDS 94.........................................
ESPAÑOL 107..............................................
ITALIANO 120..............................................
PORTUGUÊS 133..........................................
ÅËËÇÍÉÊÁ 146.............................................

ENGLISH
-- 5 5 --
TOCe
1 DIRECTIVE 56........................................................
2SAFETY 56...........................................................
3 INTRODUCTION 57...................................................
3.1 TECHNICAL DAT A 58........................................................
4 INSTALLATION 59....................................................
5 OPERATION 60.......................................................
5.1 Control panel 61.............................................................
5.2 Other functions 64............................................................
6 MAINTENANCE 65....................................................
7 FAULT TRACING 65...................................................
8 ORDERING OF SPARE PARTS 66......................................
9 ACCESSORIES 66....................................................
DIAGRAM 159............................................................
SPARE PARTS LIST 161...................................................

-- 5 6 --
bt19d12e
1 DIRECTIVE
DECLARATION OF CONFORMITY
Esab Welding Equipment AB, 695 81 Laxå, Sweden, gives its unreserved guarantee
that welding power source LT N 255 from serial number 745 complies with standard
EN 60974--1, in accordance with the requirements of directive (73/23/EEA) and ad-
dendum (93/68/EEA) and standard EN 50199 in accordance with the requirements
of directive (89/336/EEA) and addendum (93/68/EEA).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 12336
Laxå 97--10--30
2SAFETY
WARNING
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERATING.
ARC WELDING AND CUTTING CAN BE INJURIOUS TO YOURSELF AND OTHERS. TAKE PRECAU-
TIONS WHEN WELDING. ASK FOR YOUR EMPLOYER’S SAFETY PRACTICES WHICH SHOULD BE
BASED ON MANUFACTURERS’ HAZARD DATA.
ELECTRIC SHOCK -- Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES -- Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to keep fumes and gases from your breathing zone and
the general area.
ARC RAYS -- Can injure eyes and burn skin.
S Protect your eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE -- Excessive noise can damage hearing
S Protect your ears. Use ear defenders or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION -- Call for expert assistance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!
GB

-- 5 7 --
bt19d12e
3 INTRODUCTION
Note!
This product is solely intended for arc welding.
Note:
All warranty undertakings given by the supplier cease to apply if the customer
attempts to rectify any faults on the machine during the warranty period.
LTN 255 are r ectifiers designed using inverter technology and are intended for TIG --
welding and welding using coated electrodes.
Inverter technology contributes towards low power consumption, a low weight and
compact dimensions.
The advanced electronics with microprocessor control provides, amongst others,
quick regulation and top class welding characteristics.
LTN 255 is equipped with ARC PLUS, a new type of control that with MMA welding
provides a more intensive, more concentrated and smoother arc. It reacts quicker
after a short circuiting drop transfer, which reduces the risk of the electrode sticking.
In addition, the machine is equipped with Arc Force, which means that the power
source’s dynamics can be adjusted, softer or harder depending on the type of elec -
trode and the welder’s preference.
ARC PLUS -- because of the regulator’s good characteristics it is only necessary to
change the Arc Force settings in exceptional circumstances.
When drop welding using stainless steel electrodes a special feature on the machine
can be activated to facilitate weldin g.
LTN 255 is available in two designs, one with a central connector and one with an
OKC connector for a TIG torch.
LTN 255 issuppliedcompletewitha5metremainscable,5metrereturncable, gas
hose and hose clips. Machines with a central connector are also fitted with a safety
bar to protect the connectors from impact.
As an accessory there is a loop handle to fit on the m achines which acts as a cable
reel as well protecting the control panel. There are also two carriages available for
transportation with a gas cylinder and cooling unit.
GB

-- 5 8 --
bt19d12e
3.1 TECHNICAL DATA
Permitted load at
35 % duty cycle, TIG 250 A/20 V
35 % duty cycle, MMA 250 A/30 V
60 % duty cycle 180 A/27 V
100 % duty cycle 140 A/26 V
Setting range, TIG 3--250 A
Setting range, MMA 4--250 A
Slope up 0--10 s
Slope down 0--10 s
Gas pre--flow 0--25 s
Gas post--flow 0--25 s
Pulse time 0,02--5,0 s
(0,001--5,0 s)
Pause time 0,02--5,0 s
(0,001--5,0 s)
Open--circuit voltage 70--80 V
Open--circuit power 40 W
Useful Power, P
at max current MMA 8,78 kW
Apparent Power, S
at max current MMA 13,3 kVa
Power factor, at max current MMA 0,65
Efficiency, at max current MMA 0,85
Fuse, slow rupture 16 A
Mains cable,cross section 4x1,5 mm
2
Dimensions lxwxh 515x285x415 mm
Weight 25 kg
Application class
Class of enclosures IP 23
The welding power sources comply with the requirements set out in IEC 974--1
Cable areas acc. to Swedish regulations.
The symbol indicates that this power source is designed for use in areas where
there is an increased electrical hazard.
The IP code indicates the enclosure class, i.e. the degree of protection against pen-
etration by solid objects and water.
Equipment marked IP 23 is designed for in-- and outdoor use.
GB

-- 5 9 --
bt19d12e
4 INSTALLATION
WARNING
This product is intended for industrial use. In a domestic environment this
product may cause radio interference. It is the user’s responsibility to take
adequate precautions.
Mains voltage 400 V ¦ 10 % , 3--phase
Mains frequency 50--60 Hz
Fuse, slow rupture 16 A
Mains cable, cross section 4x1.5 mm
2
Welding cable,
cross section 35 mm
2
LTN 255 are equipped with m ains voltage compensation, which m eans that a ¦10 %
variation in the mains voltage only results in a ¦0,2 % variation in the welding cur-
rent.
To reduce the voltage drop when using a long cable it can be advisable to select a
heavier cable cross section.
1. Place the equipment in a suitable place and make sure the rectifier is not cov-
ered or set--up so that cooling is prevented.
2. Make sure the machine is connected to the correct mains voltage.
Earthaccordingtoapplicabledirectives.
3. Connect the shielding gas.
4. Connect the TIG torch and the return cable or the MMA welding cables.
The machine is now ready for welding.
GB

-- 6 0 --
bt19d12e
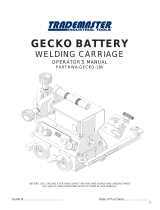
5OPERATION
8
45 32
1
9
610 11 12 7
1. Mains power switch 9. Gas nipple (connection of gas cylinder)
2. Yellow indicating lamp 10. Connection for TIG torch
3. White indicating lamp 12. Connection for return cable when TIG
l
d
i
4. Display
welding
5. Setting knob The welding cable and return cable should be
t
d
t
1
1
d
1
2
6. Push--buttons
connected to 11 and 12
7. Remote control connection
8. Dust filter
When the main power switch is switched on the white indicating lamp, on the front,
comes on.
To take your mind off the risk of overloading the m achine it has been equipped with
an integrated thermostat that trips if the temperature becomes too high.
When this occurs the welding current is cut out and the yellow indicating lamp comes
on. In addition, the error code ”E13” is displayed. When the temperature has
dropped the thermostat automatically resets.
GB

-- 6 1 --
bt19d12e
5.1 Control panel
On the front of the machine there is a control panel for the selection o f functions and
setting of parameters. This consists of a display, setting knob, LEDs and push--but-
tons.
By using the push--buttons you can move between the different functions. T he se-
lected function is indicated by respective LEDs coming on.
One line at a time is set. The current line is indicated by a red LED. Movement be-
tween lines takes place using the red arrow keys.
Movement within each line takes place using the green arrow keys.
All settings are made using the setting knob. The LEDs to the right of the display
indicate the actual unit ( ampere/volt/seconds). On the lines where only a function is
selected, ”------” is shown on the display.
Description o f th e fun ctio n s:
S Line 1
S Line 2
S Line 3
S Line 4
S Line 5
S Line 6
S Line 7
Line 1
TIG welding or MMA welding
If MMA welding is chosen, the current is set here and lines 2--5 are
ignored.
GB
bt07d002

-- 6 2 --
bt19d12e
Line 2
TIG/HF ignition or TIG/Liftarc ignition
bt07t001
Place the electrode against the
workpiece.
Press in the torch switch.
Tilt the torch a little, lift and an arc is
produced.
bt07t002
To stop--release
the torch trigger.
Line 3 Continuous current or pulsed current OO--O
Line 4 2 step or 4 step trigger action
2 step trigger action means that the arc is ignited when the torch
trigger is pressed in and is extinguished when the trigger is released.
4 step trigger action means that when the torch trigger is pressed in
”1” the machine starts with the pilot current and then slopes up to the
set current when the trigger is released ”2”. When the trigger is
pressed in again ”3” the machine slopes down to the pilot current. The
arc is extinguished when the trigger is released ”4”.
bt07d003
GB

-- 6 3 --
bt19d12e
Line 5 Parameter setting
1. Gas pre flow 0--25 s
2. Slope up 0--10 s
3. Pulse current or continuous current 3--250 A
4. Pulse time 0,02--5,0 s ( 0.001--5.0 s)
5. Pause current 3--250 A
6. Pause time 0.02--5.0 s ( 0.001--5.0 s)
7. Slope down 0--10 s
8. Gas post flow 0--25 s
Line 6
Measurement instrument
Shows the welding current or arc voltage during the present welding
run.
The measurement instrument has a hold function that locks the
measurement value when the welding run is stopped.
Line 7
Welding data memory OO1O2O1--2O A
Four different sets of welding data settings can be stored in the ma-
chine’s memory, two for TIG mode and two for MMA mode.
The following can be stored:
TIG: selected option from line 3 ( continuous or pulsed current) All set-
tings on line 5.
MMA: Welding current
The welding data memory is changed using the green arrow
keys.
Changes can also be made by quickly pressing the torch trigger, re -
gardless of whether you are welding or not.
To activate the possibility of jumping between pr ograms both the
green arrow keys should be pressed simultaneously.
When the jump function is activated an indicating lamp comes on.
O1--2 If the 4 step trigger action is selected, quickly pressing the
trigger will switch the welding data. The same thing applies in 2 step
trigger action if you are not welding. During welding, using 2 step
trigger action, you release the trigger momentarily to change the
welding data.
Aristotig has battery backup so that the settings remain in memory
even when the machine is switched of or disconnected from the
power supply.
GB

-- 6 4 --
bt19d12e
5.2 Other functions
Drop welding (MMA)
Drop welding can be used when welding with stainless steel electrodes.
The technique involves the arc switching between igniting and extinguishing to allow
better control over the heat transfer. The electrode only needs to be lifted a little for
the arc to be extinguished.
The machine should be in the current setting mode when the function is activated.
Press both of the green arrow keys simultaneously for 2 seconds and the
symbol ”--_--” indicates that the function is activated.
This mode remains active e ven if the machine is switched off. The machine is reset
for normal welding again using the same method and ”------” is then indicated on the
display.
Arc Force (MMA)
The Arc Force setting changes the machine’s dynamic. A softer or harder arc can be
obtained. The machine should be in the current setting mode when activating the
function by pressing the two red arrow keys simultaneously for 2 seconds. The
display shows a value between 0 and 100. The higher the value the harder the arc.
Press one of the buttons and the power source returns to the normal operating
mode. The set Arc Force value remains. Different Arc Force settings can be stored in
the machine’s two sets of welding data memory.
Pulse time/Pause time (TIG)
Normally the setting range for these parameters is 0.02--5.0 s. Through pressing the
two green arrows simultaneously for 2 seconds, times down to 0.001 s can be set.
This extended setting range remains until the machine is reset using the same
method. When activating the function the machine should be in the mode for setting
the pulse time/pause time. Note that times below 0.250 s are displayed without the
decimal point.
Remote control
Using the remote control socket on the machine the current can be remotely regu-
lated in TIG and MMA modes.
If pulsed current is selected in TIG mode, it is the pulsed current that is remotely
regulated. T he set value from the remote control is shown on the display by stepping
to the position where the current should be set when not using the remote control.
Switching to the remote mode takes place automatically when the unit is connected.
This is confirmed by the LED coming on. O A
(NOTE! the pins L and M in the remote control’s connecting plug must be strapped
for automatic connection to take place).
The following remote controls can be connected:
PHA1, PHA2, PHA5, PHB1, PHB2, PHC2 and FS002.
NOTE!
When using FS002 the slope--up and slope--down times should be set to 0 sec.
GB

-- 6 5 --
bt19d12e
6 MAINTENANCE
Generally, Aristotig 255 do not require any maintenance. Normally, it is sufficient to
blow out the machine using clean, compressed air annually, and the dust filter should
be cleaned regularly.
If the m achine is set up in dusty or dirty environments the machine and dust filter
should be cleaned more often.
bt07d109
Dismantling the filter.
7 FAULT TRACING
Error Codes
LTN 255 is equipped with integrated error monitoring. If an error should occur then
an error code is displayed. The error codes are as follows:
E01 Memory error, internal RAM
E02 Memory error, external RAM
E03 Memory error, EPROM
E04 Memory error, random test of battery backed up RAM
E05 Memory error, variable value outside limit in battery backed up RAM
E06 Low battery voltage
E10 Incorrect supply voltage 20 V
E11 Incorrect supply voltage --15 V
E13 High temperature, thermal switch protection
E14 Current --servo error
The error indications are shown if the machine is not able to maintain the set
current, for example, while MMA welding with an extremely long arc. The
indication should disappear after welding for a few seconds under normal
conditions.
If any of these error codes are displayed permanently or recur frequently the ma-
chine should be taken to an authorized ESAB service workshop to be rectified.
GB

-- 6 6 --
bt19d12e
8 ORDERING OF SPARE PARTS
When ordering parts please state the machine model, serial number, and the name
and spare part number as shown in the list of spare parts.
This will simplify dispatch and ensure you get the right parts.
9 ACCESSORIES
Order number
Cooling unit OCF 2L 0457 216--880..............................
Carriage for 5 l gas cylinder 0468 530 880.......................
Carriage for 10--50 l gas cylinder 0456 804 880..................
Protective guard for connections 0468 311 001..................
Handle loop 0468 305 880....................................
Return cable, 35 mm
2
(state the length when ordering) 02626 136 02...................
Return cable clamp 0367 558 880..............................
Foot pedal F S002, incl. cable 0349 090 886.....................
Welding cable, 5 meter 0468 539 882...........................
Return cable, 5 meter 0468 539 883.............................
TIG torch:
Information on additional TIG torches and remote control units can be found in sep-
arate brochures.
GB

-- 6 7 --
bt19d12e
Carriage for 10--50 l gas cylinder Carriage for 5 l gas cylinder
Protective guard
Handle
loop
LIFTING
INSTRUCTIONS
bt07t003
bt07t004
GB
/