ESAB MA25 Pulse, Robust Feed Pulse User manual
- Category
- Welding System
- Type
- User manual
This manual is also suitable for
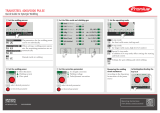
ESAB MA25 Pulse, Robust Feed Pulse is a welding control panel for MIG/MAG and MMA welding. It offers precise control over welding parameters, resulting in high-quality welds. Key features include:
-
Synergic welding: Simplify your welding process with pre-programmed synergic lines that automatically adjust voltage and wire feed speed based on wire type and diameter.
-
QSet™ Parameter automation: Fine-tune your welds with QSet™, which allows you to independently adjust voltage, inductance, and gas flow to achieve optimal results.
-
Memory function: Store up to three welding programs for quick and easy recall, saving time and ensuring consistency.
ESAB MA25 Pulse, Robust Feed Pulse is a welding control panel for MIG/MAG and MMA welding. It offers precise control over welding parameters, resulting in high-quality welds. Key features include:
-
Synergic welding: Simplify your welding process with pre-programmed synergic lines that automatically adjust voltage and wire feed speed based on wire type and diameter.
-
QSet™ Parameter automation: Fine-tune your welds with QSet™, which allows you to independently adjust voltage, inductance, and gas flow to achieve optimal results.
-
Memory function: Store up to three welding programs for quick and easy recall, saving time and ensuring consistency.




















-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























ESAB MA25 Pulse, Robust Feed Pulse User manual
- Category
- Welding System
- Type
- User manual
- This manual is also suitable for
ESAB MA25 Pulse, Robust Feed Pulse is a welding control panel for MIG/MAG and MMA welding. It offers precise control over welding parameters, resulting in high-quality welds. Key features include:
-
Synergic welding: Simplify your welding process with pre-programmed synergic lines that automatically adjust voltage and wire feed speed based on wire type and diameter.
-
QSet™ Parameter automation: Fine-tune your welds with QSet™, which allows you to independently adjust voltage, inductance, and gas flow to achieve optimal results.
-
Memory function: Store up to three welding programs for quick and easy recall, saving time and ensuring consistency.
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
Other documents
-
Magnum MIG 208 Alu Synergy User manual
-
Cebora JAGUAR E 200 MD User manual
-
Air Liquide SAF-FRO PRESTOMIG 200MP Instruction For Operation And Maintenance
-
Jasic JM-250P User guide
-
-
-
 Fronius TRANSSTEEL 4000 PULSE Synergic Welding Inverter User guide
Fronius TRANSSTEEL 4000 PULSE Synergic Welding Inverter User guide
-
 METREL MA 4804 User manual
METREL MA 4804 User manual
-
Fronius TransSteel 2200 ARC Welder Welding Machine User guide
-
Fronius TransSteel 2200 User guide

