
Origo™
Service manual
0740 800 148 GB 20180921
Valid for: serial no. 238- to 917-, 425-, 810-xxx-xxxx
Feed302,M11
YardFeed200,M13y

TABLE OF CONTENTS
0740 800 148 © ESAB AB 2018
READ THIS FIRST.................................................................................... 3
INTRODUCTION....................................................................................... 4
TECHNICAL DATA ................................................................................... 5
WIRING DIAGRAM................................................................................... 6
Feed 302 up to and including serial no. 620-xxx-xxxx........................ 6
Feed 302 from serial no. 917-xxx-xxxx................................................. 7
YardFeed 200 up to and including serial number 612-xxx-xxxx,
613-xxx-xxxx and 425-xxx-xxxx ............................................................
8
Yardfeed 200 from serial no. 810-xxx-xxxx .......................................... 10
Component description ......................................................................... 12
DESCRIPTION OF OPERATION.............................................................. 13
13AP1 Control board.............................................................................. 13
13AP1:1 Power supply ........................................................................ 13
13AP1:2 2-stroke / 4-stroke ................................................................. 14
13AP1:3 Start / Stop ............................................................................ 15
13AP1:4 Current relay, Creep start / Normal start ............................... 15
13AP1:5 Motor driving / braking .......................................................... 16
13AP1:6 Tachometer input .................................................................. 17
Pulse generator input ........................................................................ 17
13AP1:7 Burn-back time ..................................................................... 18
13AP1:8 Wire feed speed ................................................................... 18
13AP1:9 Gas valve .............................................................................. 18
13AP1:10 Activation, contactor ............................................................ 19
13AP1:11 Gas purge / Inching.............................................................. 19
13AP1:12 Processor, Starting sequence.............................................. 19
13AP1 Component positions ............................................................... 21
13AP2 Digital display ............................................................................. 22
13AP2 Component positions................................................................ 23
13AP2 Circuit diagram ......................................................................... 24
SERVICE INSTRUCTIONS....................................................................... 25
What is ESD? .......................................................................................... 25
Dismantling of YardFeed 200 ................................................................ 25
SPARE PARTS AND ACCESSORIES ..................................................... 26
Rights reserved to alter specifications without notice.

READ THIS FIRST
0740 800 148
- 3 -
© ESAB AB 2018
READ THIS FIRST
Maintenance and repair work must be performed by an experienced person, and electrical
work only by a trained electrician. Use only recommended replacement parts.
This service manual is intended for use by technicians with electrical/electronic training for
help in connection with fault-tracing and repair.
Use the wiring diagram as a form of index for the description of operation. The circuit boards
are divided into numbered blocks, which are described individually in more detail in the
description of operation. Component names in the wiring diagram are listed in the
component description.
Use the spare parts list as a guide to where the components are located in the equipment.
The spare parts list is published as a separate document, see the "SPARE PARTS" chapter
in this manual.
This manual contains details of all design changes that have been made up to and including
August 2015.
The manual is valid for:
ESABFeed 30-2 with serial no. 238-xxx-xxxx, 410-xxx-xxxx and 440-xxx-xxxx
Feed 302 with serial no. 620-xxx-xxxx and 917-xxx-xxxx
ESAB YardFeed 200 with serial no. 548-xxx-xxxx
YardFeed 200 with serial no. 612-xxx-xxxx, 613-xxx-xxxx, 425-xxx-xxxx and 810-xxx-xxxx
The ESABFeed 30-2, ESAB YardFeed 200, Feed 302 and YardFeed 200 are designed
and tested in accordance with the standards stated in the instruction manual. On
completion of service or repair work, it is the responsibility of the person(s)
performing the work to ensure that the product still complies with the requirements
of the involved standards.

INTRODUCTION
0740 800 148
- 4 -
© ESAB AB 2018
INTRODUCTION
The wire feeders are renamed:
New name Old name
Origo™Feed 302, M11 ESABFeed 30-2, M11
Origo™YardFeed 200,M13y ESAB YardFeed 200, M13y
The wire feed unit Feed 302 with control panel M11 is intended for MIG/MAG-welding
together with step controlled welding power sources.
The wire feed unit YardFeed 200 with control panel M13y, is intended for MIG/MAG welding
together with stepped and thyristor-controlled welding power sources.

TECHNICAL DATA
0740 800 148
- 5 -
© ESAB AB 2018
TECHNICAL DATA
Feed 302 YardFeed 200
Power supply 42 V 50-60 Hz 42 V 50-60 Hz
Power requirement 150 VA 150 VA
Motor current I
max
3.5 A 3.5 A
Settings data
Wire feed speed
Burnback time
2/4 stroke
Creep start
Gas purge
Wire inching
1.9 - 20.0 m/min
0 - 0.5 s
2 stroke or 4 stroke
OFF or ON
not available
not available
1.9 - 25.0 m/min
0 - 0.5 s
2 stroke or 4 stroke
ON
-
-
Welding torch connection EURO EURO
Max. diameter wire bobbin 300 mm (*440 mm) 200 mm
Wire dimension
Fe & Ss
Al
Cored wire
0.6 - 1.2 mm
1.0 - 1.2 mm
0.8 - 1.2 mm
0.6 - 1.2 mm
1.0 - 1.2 mm
0.8 - 1.2 mm
Weight 14.3 kg 11.3 kg
Dimensions (l x w x h) 690 x 275 x 420 mm 593 x 210 x 312 mm
Shielding gas
max pressure
All types intended for
MIG/MAG welding
5 bar
All types intended for
MIG/MAG welding
5 bar
Coolant
max pressure
60% water / 40% glycol
5 bar
60% water / 40% glycol
5 bar
Maximum permissible load at
35% duty cycle
60% duty cycle
400 A
-
-
365 A
Enclosure class
with wire bobbin *440mm
IP23
IP2X
IP23
* Accessory
Duty cycle
The duty cycle refers to the time as a percentage of a ten-minute period that you can weld or
cut at a certain load without overloading. The duty cycle is valid for 40°C/104°F, or below.
Enclosure class
The IP code indicates the enclosure class, i.e. the degree of protection against penetration
by solid objects or water.
Equipment marked IP23 is intended for indoor and outdoor use.
Equipment marked IP2X is intended for indoor use.

WIRING DIAGRAM
0740 800 148
- 6 -
© ESAB AB 2018
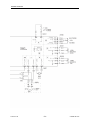
WIRING DIAGRAM
Feed 302 up to and including serial no. 620-xxx-xxxx

WIRING DIAGRAM
0740 800 148
- 7 -
© ESAB AB 2018
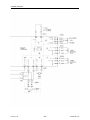
Feed 302 from serial no. 917-xxx-xxxx

WIRING DIAGRAM
0740 800 148
- 8 -
© ESAB AB 2018
YardFeed 200 up to and including serial number 612-xxx-xxxx,
613-xxx-xxxx and 425-xxx-xxxx

WIRING DIAGRAM
0740 800 148
- 9 -
© ESAB AB 2018

WIRING DIAGRAM
0740 800 148
- 10 -
© ESAB AB 2018
Yardfeed 200 from serial no. 810-xxx-xxxx

WIRING DIAGRAM
0740 800 148
- 11 -
© ESAB AB 2018

WIRING DIAGRAM
0740 800 148
- 12 -
© ESAB AB 2018
Component description
CAUTION!
STATIC ELECTRICITY can damage circuit boards and
electronic components.
• Observe precautions for handling electrostatic
sensitive devices.
• Use proper static-proof bags and boxes.
This component description refers to the wiring diagrams. In "DESCRIPTION OF
OPERATION", page13 is a more detailed description of the components and their
function.
Component Description
Feed 302 Yard Feed
13AP1 13AP1 Main circuit board with control electronics, see "13AP1 Control
board", page13.
13AP2 Circuit board with display, see "13AP2 Digital display", page22.
13C1 13C4,
13C5
Capacitor, decoupling
13G1
Uptoandincludingserialno.612-xxx-xxxx,613-xxx-xxxxand425-
xxx-xxxx
Tachogenerator,incorporatedinmotor13M1
Fromserialno810-xxx-xxxx
Pulsegenerator(encoder)incorporatedinMotor13M1
13G1
Up to and including serial no. 620-xxx-xxxx
Tachogenerator,incorporatedinmotor13M1
Fromserialno.917-xxx-xxxx
Pulsegenerator(encoder)incorporatedinmotor13M1
13M1 13M1 Motor
13R1 Resistor, used as heating element (option)
13RP1 13RP1 Potentiometer, for setting the wire feed speed
13RP2 Potentiometer, for setting the welding voltage
13RP3 13RP3 Potentiometer, for setting the burn-back time
13S1 13S1 Microswitch, monitoring the water connection. The pump in the water
cooling unit starts when the switch is closed.
13S2 Safety contact switch, 3 position switch
13SA1 13S3 Switch, 2/4-stroke changeover
13S4 Switch, gas purge / inching
13SA2 Switch, creep start ON/OFF
13XP.. 13XP.. Plug connectors
13XS.. 13XS.. Socket connectors
13YV1 13YV1 Gas valve

DESCRIPTION OF OPERATION
0740 800 148
- 13 -
© ESAB AB 2018
DESCRIPTION OF OPERATION
13AP1 Control board
Sections 13AP1:1 to 13AP1:13 below refer to the diagrams in chapter "WIRING DIAGRAM".
From serial no. 410-xxx-xxxx a new version of the control board (0487 162 88X) is fitted to
the ESABFeed 30-2 M11. The new and old versions of the control board are fully
interchangeable.
13AP1:1 Power supply
Feed 302
The feeder obtains a 42 V supply from the power source. Its power demand at maximum
load is 3.5 A.
42 V AC is used for the welding torch trigger switch and as the power supply to the gas
solenoid valve and the main contactor.
Rectifier BR1 rectifies the 42 V supply to 60 V. Capacitor C28 smooths the voltage, which
then supplies the wire feeder motor.
Transistor Q8 is a pre-regulator which reduces the voltage from 60 V to 20 V.
Q8 is current-limited to about 200 mA. If the 20 V supply drops below 13 V, the wire feed
unit stops.
VR1 and VR2 are 5 V and 15 V voltage regulators respectively.

DESCRIPTION OF OPERATION
0740 800 148
- 14 -
© ESAB AB 2018
YardFeed 200
13AP1:2 2-stroke / 4-stroke
2-stroke
When the switch is open, the unit operates in 2-stroke mode. Operating the trigger on the
welding torch starts the motor, opens the gas valve and energises the power source
contactor.
Releasing the trigger stops the motor, de-energises the contactor and closes the gas valve.
If burn-back is in operation, welding ceases when the burn-back time has elapsed.
4-stroke
When the switch is closed, the unit operates in 4-stroke mode. Operating the trigger on the
welding torch opens the gas valve: releasing the trigger then starts the motor and energises
the power source contactor.
Operating the trigger switch for a second time stops the motor and de-energises the
contactor in the power source: releasing the switch then closes the gas solenoid valve.
If burn-back is in operation, welding ceases when the burn-back time has elapsed.

DESCRIPTION OF OPERATION
0740 800 148
- 15 -
© ESAB AB 2018
13AP1:3 Start / Stop
The welding torch switch is supplied with 42 V AC. Closing the switch activates optocoupler
IC1, causing the voltage across C35 to go low.
The new version of the control board, 0487 162 88X:
When wire feed starts, the power source generates welding voltage. If this is not followed by
a flow of welding current within three seconds, the power source shuts down the welding
power supply, although wire feed continues until the welding torch switch is released.
The first version of the control board, 0486 991 880:
When wire feed starts, the power source generates welding voltage.
13AP1:4 Current relay, Creep start / Normal start
The new version of the control board, 0487 162 88X
The first version of the control board, 0486 991 880
Current relay
The current relay operates if the welding current exceeds 20 A.
Creep Start
The creep start function is activated when switch 13SA2 is open. Creep start means that the
motor runs at a speed of 1.9 m/minute until the current relay is activated. When the relay
operates, the speed increases to the set speed.

DESCRIPTION OF OPERATION
0740 800 148
- 16 -
© ESAB AB 2018
The new version of the control board, 0487 162 88X:
If the current relay does not operate within three seconds after starting, the motor speed
increases to the set speed in any case.
The first version of the control board, 0486 991 880:
If the current relay does not operate within one second after starting, the motor speed
increases to the set speed in any case.
YardFeed 200
The creep start function is always activated.
13AP1:5 Motor driving / braking
Driving
The motor is powered from the smoothed +60 V supply. Motor speed is controlled by pulse
width modulation of transistor Q1. The pulse frequency is 39 kHz, the old version of the
board has a pulse frequency of 12 kHz. The maximum conducting time of the pulses is 99%
of the pulse cycle time. During the pulse spaces, the motor current freewheels through diode
D8.
At 24 V motor supply voltage, the wire feed rollers' speed is 160 r/min. A wire feed speed of
20 m/min. requires a roller speed of 217 r/min.

DESCRIPTION OF OPERATION
0740 800 148
- 17 -
© ESAB AB 2018
Current limit
Resistor R19 produces a voltage drop proportional to the motor current. If the current
exceeds the current limit, IC5 turns off the gate pulses to Q1. When the current falls, Q1
conducts again at the next gate pulse.
The new version of the control board (0487 162 88X) has a dynamic current limit controlled
by the processor. The current limit is 11 A on starting. When the set speed is achieved, this
is reduced to 7 A.
The first version of the control board (0486 991 880) has a fixed current limit at 7 A.
Braking
When the motor starts, capacitor C43 charges up via diode D28: the voltage is limited to 15
V by zener diodes D10 and D21. When the motor is to brake, the LED in optocoupler IC8
lights, causing the transistor in IC8 to conduct and discharge capacitor C43 (15 V) to the
gate of transistor Q3. The transistor conducts and short-circuits the motor voltage through
resistors R51 and R64, which limit the current to about 20 A.
13AP1:6 Tachometer input
Tachometer 13G1 is fitted in the motor casing.
Comparator IC4/IC11:2 converts the sine wave signal from the tachometer to a square wave
at the same frequency.
The new version of the control board, 0487 162 88X: The tachometer frequency is 814 Hz
for a wire feed speed of 20 metres per minute.
The first version of the control board, 0486 991 880: The tachometer frequency is 796 Hz for
a wire feed speed of 20 metres per minute.
Pulse generator input
Valid for Feed 302 from serial number 917-xxx-xxx-xxxx.
The pulse generator (encoder), 13G1, is fitted to drive motor 13M1. It generates 60 pulses
per revolution.
At a wire feed speed of 20 m/min, the pulse generator produces a pulse frequency of 8145
Hz.
Valid for Yardfeed 200 from serial number 810-xxx-xxxx
The pulse generator (encoder), 13G1, is fitted to the drive motor 13M1. It generates 60
pulses per revolution. At a wire feed speed of 20 m/min, the pulse generator produces a
pulse frequency of 5123 Hz.

DESCRIPTION OF OPERATION
0740 800 148
- 18 -
© ESAB AB 2018
13AP1:7 Burn-back time
The burn-back time is the time from when motor braking starts until the main contactor in the
power source opens. It can be adjusted between 0 and 0.5 seconds by potentiometer
13RP3.
13AP1:8 Wire feed speed
The wire feed speed range is from 1.9 to 20 metres per minute for the Feed 302 and 1.9 to
25 metres per minute for the YardFeed.
A 5 V reference voltage signal at connection A02 represents a speed of 20 metres per
minute.
The processor monitors the wire feed speed. If the wire speed deviates from the set value
by more than 1.5 m/min for more than five seconds, wire feed will be stopped.
13AP1:9 Gas valve
The gas valve is connected to board contacts G04 and G05. The valve is energised via triac
TC1.

DESCRIPTION OF OPERATION
0740 800 148
- 19 -
© ESAB AB 2018
13AP1:10 Activation, contactor
The start signal to the power source is connected to board contact G03. The contactor is
energised via triac TC102.
13AP1:11 Gas purge / Inching
Gas purging, flushes gas without voltage or wire feed starting.
Wire inching is used to feed wire without welding voltage being applied.
The gas purge and inching functions are only used by the YardFeed 200.
13AP1:12 Processor, Starting sequence
Processor
The processor stores the equipment program. It monitors the power supply voltages: if the
voltages drop to too low a level, wire feed is stopped, as described in section 13AP1:1
above.
Starting sequence, circuit board 0487 162 88X
The circuit board displays the starting sequence from power-up.
1. LED1 lights red during 5 seconds. The software is in the boot mode.
2. LED1, LED2 and LED3 lights green. The software has started the application
mode.
3. LED1 flashes continuously with a green light. The board is initiated, and the wire
feed unit is in the application program.
The starting sequence above applies to boards with software version 2.00A and later.
Boards with software version 0.27A have LED indication as described in paragraphs 2 and 3
above.
Boards with software version prior to 0.27A have no LED indication.
The software version is indicated by a label on the processor, IC6.

DESCRIPTION OF OPERATION
0740 800 148
- 20 -
© ESAB AB 2018
LEDs on circuit board 13AP1
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
-
ESAB Feed 484 M12 / M13 - ESABFeed 30-4 M12 / M13 User manual
-
-
-
ESAB YardFeed 2000 AristoFeed 30L-4 User manual
-
-
-
ESAB Warrior™ Feed 304 User manual
-
ESAB Powercut 700 User manual
-
-
ESAB ESABMig 400t User manual