Page is loading ...

Valid for serial no. 926 -xxx-xxxx0777 168 001 001 110921
Railtrac
FW1000/FW1000L/FWR1000
Instruction manual

-- 2 --
Rights reserved to alter specifications without notice.
ENGLISH 3..............................................

ENGLISH
-- 3 --
TOCe
1 DECLARATION OF CONFORMITY 4...................................
2SAFETY 4...........................................................
3 INTRODUCTION 6...................................................
3.1 General 6..................................................................
3.2 Technical data 8............................................................
4 INSTALLATION 9....................................................
4.1 General 9..................................................................
4.2 Connections 9..............................................................
4.3 Mounting 13.................................................................
4.4 Mounting start/stop brackets (Only for Railtrac FWR) 15...........................
5 OPERATION 16.......................................................
5.1 General 16..................................................................
5.2 Front Panel - Carriage 16.....................................................
5.3 Front Panel - Weaving Unit 17.................................................
5.4 Remote Control Box 18.......................................................
6 MAINTENANCE 20....................................................
6.1 General 20..................................................................
7 ACCESSORIES 20....................................................
8 ORDERING OF SPARE PARTS 20......................................
ASSEMBLY INSTRUCTIONS 21...........................................
SPARE PARTS LIST 23..................................................

-4-
hta1safe
1 DECLARATION OF CONFORMITY
DECLARATION OF CONFORMITY
Esab Welding Equipment AB, S--695 81 Laxå, Sweden, gives its unreserved guaran-
tee that automatic welding machine FW1000/FW1000L/FWR1000 from serial
number 926 complies with standard EN 60292, in accordance with the requirements
of directive (89/392/EEC) and addendum (93/68/EEC), and with standard EN 50199,
in accordance with the requirements of directive (89/336/EEC) and addendum
(93/68/EEC).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Laxå 1999--07--02
Anders Birgersson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
2SAFETY
Users of ESAB welding equipment have the ultimate responsibility for ensuring that anyone who
works on or near the equipment observes all the relevant safety precautions. Safety precautions
must meet the requirements that apply to this type of welding equipment. The following
recommendations should be observed in addition to the standard regulations that apply to the
workplace.
All work must be carried out by trained personnel well-acquainted with the operation of the welding
equipment.
Incorrect operation of the equipment may lead to hazardous situations which can result in injury to
the operator and damage to the equipment.
1. Anyone who uses the welding equipment must be familiar with:
S its operation
S location of emergency stops
S its function
S relevant safety precautions
S welding
2. The operator must ensure that:
S no unauthorised person is stationed within the working area of the equipment when it is
started up.
S no-one is unprotected when the arc is struck
3. The workplace must:
S be suitable for the purpose
S be free from draughts
4. Personal safety equipment
S Always wear recommended personal safety equipment, such as safety glasses, flame-proof
clothing, safety gloves.
S Do not wear loose-fitting items, such as scarves, bracelets, rings, etc., which could become
trapped or cause burns.
5. General precautions
S Make sure the return cable is connected securely.
S Work on high voltage equipment may only be carried out by a qualified electrician.
S Appropriate fire extinquishing equipment must be clearly marked and close at hand.
S Lubrication and maintenance must not be carried out on the equipment during operation.
GB

-5-
hta1safe
WARNING
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERATING.
ARC WELDING AND CUTTING CAN BE INJURIOUS TO YOURSELF AND OTHERS. TAKE PRECAU-
TIONS WHEN WELDING. ASK FOR YOUR EMPLOYER'S SAFETY PRACTICES WHICH SHOULD BE
BASED ON MANUFACTURERS' HAZARD DATA.
ELECTRIC SHOCK - Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES - Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to take fumes and gases away from your breathing zone
and the general area.
ARC RAYS - Can injure eyes and burn skin.
S Protect your eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE - Excessive noise can damage hearing
S Protect your ears. Use earmuffs or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION - Call for expert assist ance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!
Note:
All warranty undertakings given by the supplier cease to apply if the customer
attempts to rectify any faults on the machine during the warranty period.
GB

-6-
hta1d1ea
3 INTRODUCTION
3.1 General
Railtrac 1000 is a series of equipment for mechanisation offering increased
efficiency and better working environment when welding and cutting. The equipment
can be used for both horizontal and vertical joints.
Railtrac FW1000 (Flexi Weaver with weaving unit), Railtrac FW1000 L (Flexi
Weaver with weaving unit and low welding speed) and FWR1000 (Flexi Weaver
Return with weaving unit and adjustable start, stop and return functions) are three
machines which can weld along curved objects in optional weaving patterns.
Each equipment consists of a carriage, a rail and control electronics. The rail is made
of extruded aluminium and can easily be extended, shortened or stiffened. As the
rail does not contain any racks the risk of service interruption due to spatter from the
weld is minimised.
The flexible rail can be bent down t o a diameter of three meters without being
deformed. For diameters between three and one meter the rail will be permanently
deformed. For smaller diameters specially rolled rings are used.
The rail is attached to the ground by way of magnetic brackets or vacuum brackets.
For secure attachment each vacuum holder consists of one ejector and two vacuum
suction cups
An electrically programmable weaving unit can be fitted onto the carriage. The
weaving unit is synchronised with the motions of the carriage enabling welding with
different weaving patterns.
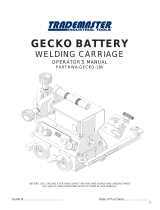
1. Weaving unit
2. Height adjustment slide
4. Carriage
5. Stiffener bar
3. Torch holder
3a. Universal
3b ESAB PSF (option)
6. Flexible rail
7. Hose package holder
GB

-7-
hta1d1ea
The carriage is controlled by way of a
programmable control box. Five different programs
can be stored in the control box. programs for
different weld objects or for different runs in the
same joint.
All three models of Railtrac FW1000 contain an
impact resistant remote control unit of compact
design giving the operator full control of the
machine.
GB

-8-
hta1d1ea
3.2 Technical data
Carriage
Railtrac FW1000/FWR1000
Supply voltage:
Power consumption:
Weight:
Carriage measurements (lxwxh):
Min. bending diameter rail:
Max. temp. Magnet/vacuum attachments:
Length / Intermittent welding:
Height adjustment slide:
Welding speed:
“Backfill”
Weaving speed:
Weaving width:
0-line displacement:
Dwell time:
Number of programs:
Remote control potentiometers:
36-46 VAC / 40-60 VDC
max. 80 W
7kg
170x350x190 mm
3000 mm
70° C/90° C
1-99cm
22 mm
10 - 150 cm/min
0-99mm
6 - 60 mm/s
1-30mm
25 ( 12.5) mm
0.0 - 9.9 s
5
10 kohm/0.1 W
GB

-9-
hta1i1ea
4 INSTALLATION
4.1 General
The installation must be executed by a p rofession al.
Railtrac F W/ F WR can be connected to most of ESAB's feed units.
For connection to older feed units, please contact your nearest ESAB retailer.
Railtrac F W/ F WR can also be powered by other welding power sources via a
separate transformer, see page 12.
For connection of the wire feed unit to Railtrac FW/ FWR, use control cable acc. to
Accessories, on page 20.
4.2 Connections
Railtrac F W/ F WR ! Origot Feed
Railtrac F W/ F WR is to be connected directly to the remote control socket.
No intervention in the feed unit is necessary.
Origot Feed 304/ 484 with M 12 control panel.
It is not possible to adjust the voltage
from Railtrac FW/ FWR.
Origot Feed 304/ 484 with M 13 control panel.
It is not possible to adjust the voltage
from Railtrac FW/ FWR.
GB

-10-
hta1i1ea
Railtrac F W/ F WR ! Origot Feed 3004/4804 and Aristot Feed 3004/4804 with
control panel fitted
S Dismount the door and fit the sticker (1 ).
S Mount the switch with the cabling ( 2).
S Open the socket for remote control connection ( 3).
S Fit the cabling (4).
S Fit the remote control socket on the front panel (5).
S Connect the cabling with the printed circuit boards (6).
S Fit the printed circuit board at the bottom and then fit the door (7).
GB

-11-
hta1i1ea
Railtrac F W/ F WR ! Aristot F eed 3004/4804 with U8
S Dismount the door ( 1).
S Open the socket for remote control connection ( 2).
S Fit the cabling (3).
S Fit the remote control socket on the front panel (4).
S Mount the switch with the cabling on the printed circuit board ( 5 ).
S Connect the cabling with the printed circuit boards (6).
S Fit the printed circuit board at the bottom and then fit the door (7).
GB

-12-
hta1i1ea
Railtrac F W/ F WR ! other feed unit makes
When connecting Railtrac F W/ F WR to other feed units, use the transformer and the
control cable you find under Accessories on page 20.
10 kohm
F – G = Start / Stop function
J = Reference +
K = Reference welding voltage
L = Reference 0
M = Reference wire feed speed
A – B = Voltage feed
GB

Ç
-13-
hta1i1ea
4.3 Mounting
Follow the instructions below for the mounting of brackets, carriage, torch holder and
for connection of the control box.
S Mount the magnet brackets on the aluminium rail.
If necessary, attach the stiffener bar.
S Adjust the rail parallel to the joint.
S Put the carriage on the rail.
S Tighten the locking screw (1).
Mount the torch holder (2).
GB

-14-
hta1i1ea
S Connect the remote control unit, the
carriage and the voltage supply
cable to the control box.
S Activate the 0-line button for automatic
positioning.
S Mount the torch and fix the hose package.
S Adjust the welding gun for correct position.
S Secure the rail from falling down by way
of a wire or the like.
GB

-15-
hta1i1ea
4.4 Mounting start/stop brackets (Only for Railtrac FWR)
1. Start position 2. Stop position 3. Fast return after stop
1. Magnet loosen screw 2. Start/ Stop bracket 3. Magnet bracket
1. Sensor
GB

-16-
hta1o1ea
5OPERATION
5.1 General
General safety regulations for the handling of the equipment can be found on
page 4. Read through before you start using the equipment!
5.2 Front Panel - Carriage
1. Program selection: The electronics contain 5 different programs, P1-P5
2. Function selector: Selector for the display of weld speed, craterfill time, backfill distance
or intermittent welding distances. The activated function is indicated
by 1 out of 4 light emitting diodes.
3. Speed: The welding speed is displayed in cm/min. Value: 10-150 cm/min.
4. 100+: Indicates when the welding speed value is over 100. Add 100 to the
displayed value. Example: “37” + 100 = 137 cm/min.
5. Craterfill time: The time during which the built-in craterfill function of the wire feed
unit is activated and the carriage stands still. Value: 0-9.9 s.
6. Backfill distance: Used as a craterfill alternative. The carriage mmves backwards for a
programmed distance in order to fill the crater. Value: 0-99 mm.
7. Intervals in intermit-
tent welding:
The diode flashes. Displays the distance between the welds in
intermittent welding. Value: 1-99 cm.
8. Weld length in
intermittent welding:
The diode flashes. Displays the welding length in cm in intermittent
welding. Value: 1-99 cm.
9. Welding On/Off: A diode indicates whether the start function is activated or not. Red
diode = Welding On.
10. Intermittent/Continu-
ous welding:
For the selection of intermittent or continuous welding. Green diode =
Intermittent welding.
11. Welding direction/
Backfill:
Green diode indicates the travel direction of the machine or if the
backfill function is used.
GB

-17-
hta1o1ea
5.3 Front Panel - Weaving Unit
1. Weaving speed: Shows the speed of the weaving. Value. 6-60 mm/s.
2. Function selector: Selector to show the width of the weaving, the 0-line setting and the
dwell times. The activated function is indicated by 1 out of 4 light
emitting diodes.
3. Weaving width: Shows the width of the weaving. Value: 0-30 mm.
4. 0-line setting: Shows the centre of the weaving motion in relation to the working
range of the machine. Value: 50 = centre, 00 = 12.5 mm inwards, 99
= 12.5 mm outwards.
5. Dwell time - left: Dwell time in the left turning position. Value: 0-9.9 s.
6. Dwell time - right: Dwell time in the right turning position. Value: 0-9.9 s.
7. 0-line adjustment: Automatic adjustment of the centre of the weaving unit. The 0-line is
to be adjusted when the power has been turned on or after a power
failure. A flashing lamp indicates this state. The lamp lights
continuously when the 0-line has been adjusted.
8. Weaving pattern: For selection between 3 different basic patterns. A diode indicates
the selected pattern.
9. Weaving unit On/Off: A red lamp indicates that the weaving unit is activated. The weaving
unit is automatically engaged when the 0-line has been adjusted.
GB

-18-
hta1o1ea
5.4 Remote Control Box
Travel in the direction of the arrow:
Click START SPEED + once.
Rapid transport: Hold down for two sec-
onds.
Travel in the direction of the arrow:
Click START SPEED - once.
Rapid transport: Hold down for two sec-
onds.
Welding in the direction of the arrow:
Double-click on START SPEED + .
Welding in the direction of the arrow:
Double-click on START SPEED - .
STOP
Click STOP.
STOP with Backfill
Hold down NEXT and press STOP.
GB

-19-
hta1o1ea
For increase / decrease of the travel sp eed during weld in g .
0-line disp lacement Weaving width adjustment
Program +
Hold down NEXT and press SPEED +.
Program -
Hold down NEXT and press SPEED -.
Remote cont rol of welding vo ltag e. Remote control of welding current.
GB

-20-
hta1m1ea
6 MAINTENANCE
6.1 General
Note:
All warranty undertakings given by the supplier cease to apply if the customer
attempts to rectify any faults on the machine during the warranty period.
Daily
S Check that all cables and plugs are intact.
S Clean the m agnet, vacuum cups and air hoses and check for damage.
S Check that the rail is not damaged.
S Clean the carriage and the torch holder.
7 ACCESSORIES
Origot
Feed 302
Origot
Feed 484
Origot
Feed 3004
Origot
Feed 4804
Aristot
Feed 3004
Aristot
Feed 4804
Control cable 23-p
0457 360 880
x x x x x x
Remote adapter
0459 681 880
x x x x
MEK 4 MEK 4SP MEK 4C MEK 44C MED 44A
Control cable 23-p
0457 360 880
x x x x x
Cable kit, remote control
socket 23-p
0457 462 880
x x x x x
MEH 30 MEH 44 MED44B MEK 2 Universal
Control cable 4-p, 12-p
0457 360 883
x x
Cable kit
0443 341 880
x x x x
Control cable 4-p
0457 360 882
x x
Control cable
0457 360 881
x
Transformer
0457 467 880
x
Floating welding head 0398 145 211
A flo ating welding head holds the torch of the welding or cutting equipment at a
constant height above the surface during the work.
8 ORDERING OF SPARE PARTS
Spare parts are order ed through your nearest ESAB representative, see back cover.
When ordering spare parts, please state machine type and number as well as desig-
nation and spare part number as shown in the spare parts list on page 23.
This will simplify dispatch and ensure you get the right part.
GB
/