Miller 3440 CONTROL/FEEDER Owner's manual
- Category
- Welding System
- Type
- Owner's manual
This manual is also suitable for

August
1974
FORM:
OM-1509
Effective
with
serial
No.
HE765439
MODEL
3440
CONTROL/FEEDER
.030
&
.035
Hard
Wire
.045
Hard
Wire
1/16
Hard
Wire
1/16
Flux
Cored
Wire
5/64
Flux
Cored
Wire
3/32
Flux
Cored
Wire
7/64
Flux
Cored
Wire
STOCK
NO.
078
052
078053
078
054
078
055
078
056
078
057
078058
ADDITIONAL
COPY
PRICE
40
CENTS
MODEL/STOCK
NO.
SERIAL/STYLE
NO.
DATE
PURCHASED
OWNERS
MANUAL
MILLER
ELECTRIC
MFG.
CO.
APPLETON,
WISCONSIN,
USA
54911
NWSA
CODE
NO.
4579
,~117t0
\

q1fi__t~
Q
Q
Q
Q
Q
Q
QPJ
Q
QJJ
QJJ
Q
Q
QJ_Q_LQJ_Q_QJ_LLQ_QJ_QLP
q__Q_g
oTlO
O
OOOOThT~
a
OTO
d
C
C)
C
C
~
(
~
C
)
H
WARRANTY
H
C)
MILLER
Electric
Mfg.
Co.,
Appleton,
Wisconsin,
warrants
all
new
equipment
to
be
free
from
defects
in
~
material
and
factory
workmanship
for
the
periods
indicated
below,
provided
the
equipment
is
installed
and
c
c
C)
operated
according
to
manufacturers
instructions.
C
3
-
C
)
C)
C)
C
)
~
MILLER
Electric
Mfg.
Co.s
obligation,
under
this
warranty,
is
limited
to
replacing
or
repairing
any
defective
part
or
correcting
any
manufacturing
defect
without
charge
during
the
warranty
period
if
MILLERS
inspec-
C
C)
C)
,
tion
confirms
the
existence
of
such
defects.
MILLERS
option
of
repair
or
replacementwill
be
f.o.b.
factory
at
c
~
Appleton,
Wisconsin
or
f.o.b.
a
MILLER
authorized
service
facility,
and
therefore
no
compensation
for
trans
C,
portation
costs
of
any
kind
will
be
allowed.
C)
C
)
C)
C
C
The
warranty
period,
beginning
on
the
date
of
sale
to
the
original
purchaser-user
of
the
equipment,
will
be
as
C)
C
)
c
follows:
1.
Arc
welders,
power
sources,
and
components
1
year
C
C
~
2.
Original
main
power
rectifiers
3
years
(unconditionally)
C
3.
MHFC-L1
Feeder,
MHG-35C1,
20E,
20K,
c
and
all
guns
and
torches
90
days
C)
C
4.
All
other
Millermatic
Feeders
1
year
5.
Mag-Diesel
engine
on
DEL-200
6
months
c
6.
All
other
engines
1
year
C
C)
C)
Engine
Warranties
are
covered
by
the
engine
manufacturers,
subject
to
their
procedures
and
to
be
handled
C)
CD
through
their
authorized
local
Service
Stations
or
agencies.
No
warranty
will
be
made
in
respect
to
trade
C
accessories,
such
being
subject
to
the
warranties
of
their
respective
manufacturers.
C
C,
CD
C)
C)
C)
CD
c
MILLER
Electric
Mfg.
Co.
will
not
be
liable
for
any
loss
or
consequential
damage
or
expense
accruing
c
directly
or
indirectly
from
the
use
of
equipment
covered
in
this
warranty.
C)
C)
C)
C
This
warranty
supersedes
all
previous
MILLER
warranties
and
is
exclusive
with
no
other
guarantees
or
c
C)
C)
warranties
expressed
or
implied.
c
C)
p
Q
QLQRQP
QPJI.LP
00
00
LPLQLQ.Q
00
~L91~
p
pjppjjpqjjgpj
pi
___________________________________
~TOTOT~Th

SECTION
1
-
INTRODUCTION
Electrode
Wire
Dia.
Capability
Electrode
Wire
Feed
Speed
Control
Circuit
Voltage
At
Gun
Overall
Dimensions
(Inches)
Weight
(Pounds)
Net
Ship
Fraction
.030
-
7/64
37
to
600
ipm.
24
Volts
Height
-21-1/2
Width
-
10
Depth
-32
77
92
Figure
1-1.
Specifications
1-1.
GENERAL
This
manual
has
been
prepared
especially
for
use
in
familiar
izing
personnel
with
the
design,
installation,
operation,
main
tenance,
and
troubleshooting
of
this
equipment.
All
informa
tion
presented
herein
should
be
given
careful
consideration
to
assure
optimum
performance
of
this
equipment.
1-2.
RECEIVING-HANDLING
Prior
to
installing
this
equipment,
clean
all
packing
material
from
around
the
unit
and
carefully
inspect
for
any
damage
that
may
have
occurred
during
shipment.
Any
claims
for
loss
or
damage
that
may
have
occurred
in
transif
must
be
filed
by
the
purchaser
with
the
carrier.
A
copy
of
the
bill
of
lading
and
freight
bill
will
be
furnished
by
the
carrier
on
request
if
occasion
fo
file
claim
arises.
When
requesting
information
concerning
this
equipment,
it
Is
essential
that
Model
Description
and/or
Stock
Number
and
Serial
(or
Style)
Numbers
of
the
equipment
be
supplied.
1
-
3.
DESCRIPTION
This
control/feeder
is
of
the
constant
wire
feed
speed
type
and
is
designed
to
be
used
in
conjunction
with
a
constant
potential
welding
power
source.
The
control/feeder
is
a
heavy
duty
wire
feeding
unit
com
bining
both
the
wire
feeder
and
the
control
in
a
compact
assembly.
It
contains
all
the
controls
and
equipment
needed
to
supply
welding
wire
and
shielding
gas
to
the
welding
gun.
1-4.
SAFETY
The
following
definitions
apply
to
CAUTION,
IMPORTANT,
and
NOTE
blocks
found
throughout
this
manual:
r
Under
this
heading,
ins
tenance
procedures
or
I
tallation,
operating
and
main
practices
will
be
found
that
if
not
carefully
followed
may
create
a
safety
hazard
to
personnel.
flTANT
Under
this
heading,
installation,
operating,
and
main
tenance
procedures
or
practices
will
be
found
that
if
not
carefully
followed
may
result
in
damage
to
equip
merit.
.
F
j~
Under
this
heading,
explanatory
statements
will
be
found
that
need
special
emphasis
to
obtain
the
most
efficient
operation
of
the
equipment.
SECTION
2-
INSTALLATION
2-1.
LOCATION
Figure
2-1.
Control/Feeder
Dimensions
Refer
to
Figure
2-1
for
dimensional
information
on
the
con
trol/feeder.
Lead
lengths
must
be
considered
when
installing
the
control/feeder.
If
the
welding
power
source
can
be
lo
cated
near
the
work
area,
the
control/feeder
can
usually
be
installed
on
top
of
the
welding
power
source.
Suitable
space
should
be
allowed
for
making
necessary
connections.
2-
2.
SHIELDING
GAS
CONNECTIONS
(Figure
3-1)
A
15
foot
hose
is
supplied
with
the
control/feeder
for
making
connections
between
the
shielding
gas
source
and
the
con
trol/feeder.
Attach
the
end
of
the
gas
hose
with
the
right-
hand
threaded
fitting
on
it
to
the
shielding
gas
source.
The
shielding
gas
hose
which
comes
from
the
gun
is
to
be
attached
to
the
shielding
gas
fitting
on
the
front
panel
of
the
control/feeder.
This
connector
has
right-hand
threading.
2
-
3.
115
VOLTS
AC
CONNECTIONS
(Figure
3-1)
I
The
control/feeder
will
be
electrically
hot
internally
and
ready
to
operate
as
soon
as
the
115
volts
ac
plug
is
connected
to
the
115
volts
ac
source.
The
115
volts
ac
input
power
cable
can
be
distinguished
from
the
contactor
control
cable
(both
cables
being
10
feet
long)
I
TA-078
052-2
OM-1509
Page
1

by
the
three-prong
plug
attached
to
the
end
of
the
115
volts
ac
cable.
The
115
volts
ac
cable
must
be
connected
to
an
outlet
which
is
capable
of
supplying
115
volts
60
hertz
elec
trical
power.
2-4.
CONTACTOR
CONTROL
CONNECTIONS
(Figure
3.1)
The
contactor
control
cable
has
two
leads
extending
from
it.
These
two
leads
are
to
be
connected
to
the
contactor
control
facility
on
the
welding
power
source.
IMPORTANT
The
contactor
control
circuitry
that
is
to
be
used
in
conjunction
with
this
control/feeder
must
be
of
the
type
that
operates
on
115
volts
60
Hertz
power.
This
is
necessary
because
the
control/feeder
will
supply
115
volts
ac
through
the
contactor
control
cable
whenever
the
gun
switch
is
closed.
2-7.
INSTALLATION
OF
ELECTRODE
WIRE
GUN
CONNECTOR
(Figure
2-2)
Proceed
as
follows
to
install
the
Electrode
Wire
Gun
Con
nector
into
the
drive
assembly
on
the
control/feeder:
1.
Loosen
the
gun
connector
securing
screw.
See
Figure
2-2
for
the
location
of
the
securing
screw.
2.
Insert
the
Electrode
Wire
Gun
Connector
fully
into
the
outlet
hole
with
the
flat
side
of
the
connector
facing
the
gun
connector
securing
screw.
3.
Rotate
the
Electrode
Wire
Gun
Connector
90
degrees
in
a
clockwise
direction.
4.
Tighten
the
gun
connector
securing
screw.
2-8.
ELECTRODE
WIRE
INLET
&
OUTLET
GUIDE
IN
STALLATION
(Figure
2-2)
A
four-prong
female
receptacle
is
provided
on
the
bottom
side
of
the
control
box
for
connecting
the
gun
switch
plug
to
the
unit.
Ensure
that
the
securing
ring
on
the
gun
switch
plug
is
threaded
completely
onto
the
Gun
Switch
Receptacle:
Two
bolts
are
provided
on
the
front
of
the
drive
assembly
to
serve
as
a
junction
point
for
joining
together
the
weld
cables
from
the
welding
power
source
and
the
gun.
IMPORTANT
1.
Loosen
the
outlet
guide
securing
screw
(item
12,
Figure
2-2).
2.
Insert
the
outlet
guide
(11)
into
the
outlet
guide
hole
in
the
drive
assembly
until
the
flange
on
the
outlet
guide
contacts
the
drive
assembly.
3.
Tighten
the
outlet
guide
securing
screw
(12).
4.
Loosen
the
inlet
guide
securing
screw
(2).
5.
Insert
the
inlet
guide
(1)
point
first
into
the
inlet
guide
hole
until
the
flange
on
the
inlet
guide
(1)
seats
against
the
drive
assembly.
6.
Tighten
the
inlet
guide
securing
screw
(2).
Ensure
that
the
contacting
surfaces
of
the
weld
cable
terminals
are
kept
clean
at
all
times.
Also
ensure
that
the
bolt
on
this
terminal
is
secure.
If
either
one
of
the
above
conditions
is
not
met,
erratic
weld
current
could
result.
Gun
Connector
Securing
Screw
Gun
Connector
Outlet
Hole
2
-9.
DRIVE
ROLL
INSTALLATION
(Figure
2-2)
1.
Remove
the
pressure
adjustment
knob.
2.
Remove
nut
(item
7,
Figure
2-21,
split-lock
washer
(8),
and
flat
washer
(9)
from
the
lower
drive
roll
shaft.
I
I
I
I
I
I
2-5.
GUN
SWITCH
RECEPTACLE
(Figure
3-1)
2
-
6.
WELD
CABLE
CONNECTIONS
(Figure
3.1)
I
I
I
I
Pressure
Adjustment
Knob
3
4
5
6
12
7
11
10
9
8
Figure
2-2.
Drive
Roll
&
Wire
Guide
Installation
-p
TB-O78
036-3
Page
2

I
NOTE
Prior
to
installing
the
lower
drive
roll,
ensure
that
the
supplied
key
is
in
the
groove
in
the
lower
drive
roll
shaft.
4.
When
proper
alignment
is
achieved,
tighten
the
outer
se
curing
bolt
to
lock
the
drive
roll
in
position.
5.
Tighten
the
pressure
adjustment
knob
until
the
desired
amount
of
pressure
is
obtained.
3.
Slide
keyed
drive
roll
(10)
onto
the
lower
drive
roll
shaft.
4.
Install
flat
washer
(9),
split-lock
washer
(8),
and
nut
(7)
Onto
the
lower
drive
roll
shaft
5.
Remove
bolt
(6),
split-lock
washer
(5),
and
flat
washer
(4)
from
the
upper
drive
roll
shaft.
6.
Slide
un-keyed
drive
roll
(3)
onto
the
upper
drive
roll
shaft.
7.
Slide
flat
washer
(4)
and
split-lock
washer
(5)
onto
bolt
(6)
and
insert
bolt
(6)
into
the
upper
drive
roll
shaft.
8.
Install
the
pressure
adjustment
knob.
NOTE
The
pressure
adjustment
knob
will
have
to
be
adjusted
for
proper
tension
prior
to
operation
of
the
control/
feeder.
The
amount
of
pressure
will
vary
from
one
given
set
of
welding
conditions
to
another
and
should
be
just
tight
enough
to
prevent
drive
roll
slippage
on
the
wire.
2-10.
UPPER
DRIVE
ROLL
ALIGNMENT
(Figure
2-3)
The
upper
drive
roll
mounting
bracket,
which
holds
the
up
per
drive
roll,
can
be
moved
on
a
horizontal
plane
in
order
to
facilitate
alignment
of
the
groove
in
the
upper
drive
roll
with
respect
to
the
groove
in
the
lower
drive
roll.
The
upper
drive
roll
should
be
checked
for
proper
alignment
whenever
erratic
wire
feed
is
noted
or
whenever
the
drive
rolls
are
changed.
To
check
for
proper
alignment
of
the
upper
drive
roll,
remove
the
outlet
guide
and
look
into
the
outlet
guide
hole
in
the
drive
assembly.
Upon
viewing
the
groove
between
the
drive
rolls
it
should
be
noted
that
the
outer
edges
of
the
grooves
on
the
upper
and
lower
drive
rolls
should
be
precisely
aligned.
Figure
2-3
shows
examples
of
proper
and
improper
align
ment.
If
the
drive
rolls
are
not
in
alignment,
proceed
as
fol
lows
to
adjust
the
upper
drive
roll:
1
-
Loosen
the
pressure
adjustment
knob.
2.
Using
a
9/16
wrench,
loosen
the
Outer
securing
bolt.
3.
Using
a
5/8
wrench,
rotate
the
adjustment
nut
as
re
quired.
Rotating
the
adjustment
nut
clockwise
will
move
the
drive
roll
outward
and
counterclockwise
rotation
will
move
the
drive
roll
inward.
2-11.
ELECTRODE
WIRE
BAIL
INSTALLATION
(Figure
3-1)
1.
Remove
the
four
wing
nuts
from
the
reel.
2.
Rotate
the
four
wire
bail
retaining
arms
on
the
reel.
3.
Install
the
wire
bail
Onto
the
reel
over
four
retaining
arms
in
the
manner
which
will
permit
the
reel
to
rotate
clock
wise
with
the
wire
paying
off
from
the
bottom.
4.
Rotate
the
four
wire
bail
retaining
arms
on
the
reel
and
secure
the
retaining
arms
in
place
by
installing
the
four
wing
nuts
Onto
the
threaded
shafts.
2-12.
WELDING
WIRE
THREADING
1
-
Install
the
wire
bail
onto
the
reel
as
instructed
in
item
2-11.
Loosen
the
pressure
adjustment
knob.
Cut
off
any
portion
of
the
free
end
of
the
welding
wire
which
is
not
straight.
4.
Install
the
Electrode
Wire
Gun
Connector
as
explained
in
item
2-7.
5.
Check
the
upper
drive
roll
for
proper
alignment
as
instructed
in
item
2-10.
6.
Manually
feed
the
welding
wire
into
the
inlet
guide
and
continue
feeding
the
wire
into
the
outlet
guide.
Feed
approximately
four
inches
of
welding
wire
into
the
outlet
guide.
7.
Tighten
the
pressure
adjustment
knob
for
the
approxi
mate
amount
of
pressure
desired
on
the
drive
rolls.
Precise
adjustment
of
the
pressure
adjustment
assem
bly
will
have
to
be
made
when
welding
commences.
8.
Connect
the
115
Volts
AC
plug
from
the
control/
feeder
into
a
115
Volts
60
Hertz
source.
9.
Connect
the
Switch
Control
Plug
from
the
gun
into
the
Gun
Switch
Receptacle
on
the
control/feeder.
Lay
the
gun
cable
Out
straight.
Depress
the
INCH-ADVANCE
Switch
until
the
elec
trode
wire
extends
approximately
one
inch
Out
of
the
gun
tip.
Figure
2-3.
Upper
Drive
Roll
Alignment
I
U
I
I
I
2.
3-
10.
11.
Grooves
Outlet
Guide
Hole
View
Counter-
Proper
Clockwise
Clockwise
Alignment
Rotation
of
Rotation
of
Adjustment
Adjustment
Nut
Required
Nut
Required
TB
-078
036-5
OM-1509
Page
3

SECTION
3
-
FUNCTION
OF
CONTROLS
Wire
Speed
Control
Inch-Advance
Switch
Purge
Switch
Shielding
Gas
Gun
Fitting
Inch-Retract
Switch
Welding
Power
Source
Control/Feeder
Weld
Cable
Terminal
3-
1.
WIRE
SPEED
CONTROL
(Figure
3-1)
The
WIRE
SPEED
Control
is
a
ten-turn
dial
which
provides
a
means
of
determining
the
rate
at
which
welding
wire
will
be
fed
into
the
weld.
Rotating
the
WIRE
SPEED
Control
in
a
clockwise
direction
will
increase
the
rate
of
the
wire
feed.
The
WIRE
SPEED
Control
is
equipped
with
a
locking
arm
which
will,
when
rotated
fully
to
the
right,
hold
the
position
at
which
the
WIRE
SPEED
Control
is
set.
To
unlock
the
WIRE
SPEED
Control,
rotate
the
locking
arm
fully
to
the
left.
3-2.
CIRCUIT
BREAKER
A
circuit
breaker,
located
on
the
rear
panel
of
the
control/
feeder,
provides
protection
to
the
control/feeder
circuitry.
In
the
event
the
motor
should
be
placed
in
an
overloaded
condi
tion,
the
breaker
would
trip
and
suspend
all
output.
Should
this
breaker
trip,
it
would
have
to
be
manually
depressed
to
reset.
trol/feeder,
is
a
momentary
contact
switch.
This
switch
will
energize
the
shielding
gas
solenoid
and
purge
the
shielding
gas
line
of
the
gun.
It
also
allows
the
shielding
gas
regulator
to
be
adjusted
without
energizing
the
welding
circuit.
3-4.
INCH-ADVANCE
SWITCH
(Figure
3-1)
The
INCH-ADVANCE
Switch,
located
on
the
front
panel
of
the
control/feeder,
is
a
spring
actuated
toggle
switch.
When
actuated
it
completes
the
circuit
to
the
motor
without
having
to
depress
the
gun
switch.
This
switch
will
permit
inching
or
threading
of
the
wire
at
whatever
setting
the
WIRE
SPEED
Control
is
at,
without
energizing
the
welding
power
source
contactor
or
the
gas
valve.
3-
5.
INCH-RETRACT
SWITCH
(Figure
3-1)
The
INCH-RETRACT
Switch,
located
on
the
front
panel
of
the
control/feeder,
is
a
spring
actuated
toggle
switch.
When
actuated
it
completes
the
cIrcuit
to
the
motor
without
having
to
depress
the
gun
switch.
This
switch
will
permit
the
elec
trode
wire
to
go
back
into
the
gun
at
whatever
setting
the
WIRE
SPEED
Control
is
at,
without
energizing
the
welding
power
source
contactor
or
the
gas
valve.
SECTION
4
-
SEQUENCE
OF
OPERATION
4-1~
GAS
METAL-ARC
WELDING
1.
Make
all
necessary
connections
as
instructed
in
Section
2.
2.
Rotate
the
WIRE
SPEED
Control
to
the
desired
setting.
3.
Turn
on
the
shielding
gas.
4.
Depress
the
PURGE
Switch
and
set
the
shielding
gas
flow-
meter
for
the
desired
flow
rate.
Shielding
gas
should
be
allowed
to
flow
for
1
minute.
5.
Depress
the
trigger
on
the
gun
handle.
Gas
will
start
to
flow
and
wire
will
start
to
feed.
6.
Commence
welding.
1IC–Uifl.flhIuII
I
The
welding
wire
and
all
metal
parts
in
contact
with
it
are
energized
while
welding.
Do
not
touch
the
welding
wire
or
any
metal
part
making
contact
with
it.
4-2.
SHUTTING
DOWN
1.
Turn
off
the
shielding
gas
at
the
source.
2.
Remove
the
115
Volts
AC
plug
from
the
source.
3.
Turn
off
all
associated
equipment.
I
Contactor
Control
Cable
115
volts
AC
Input
Cable
ShIelding
Gas
Hose
Gun
Connector
Securing
Screw
Gun-Control/Feeder
Weld
Cable
Terminal
Figure
3-1.
Control
Location
TA-078
052-3
3-3.
PURGE
SWITCH
(Figure
3-1)
The
PURGE
Switch,
located
on
the
front
panel
of
the
con-
Prior
to
welding,
it
is
imperative
that
proper
protective
clothing
lwelding
coat
and
glovesl
and
eye
protection
(glasses
and/or
welding
helmet)
be
put
on.
Failure
to
comply
may
result
in
serious
or
permanent
bodily
damage.
Page
4

r4~hh1.~
If
welding
is
performed
in
a
confined
area,
failure
to
turn
off
the
shielding
gas
supply
could
result
in
a
build.up
of
shielding
gas
fumes,
thereby
endangering
personnel
re-entering
the
welding
area.
SECTION
5
-
TROUBLESHOOTING
The
data
collected
here,
discusses
some
of
the
common
problems
which
may
occur
in
this
control/feeder.
The
assumption
of
this
data
is
that
a
proper
welding
condition
has
been
achieved
and
has
been
used
until
trouble
developed.
In
all
cases
of
equipment
malfunction,
the
manufacturers
recommendations
should
be
strictly
adhered
to
and
follo~d.
If
after
performing
the
following
procedures
the
trouble
is
still
not
remedied,
it
is
recommended
that
a
serviceman
be
called.
It
is
recommended
that
the
circuit
diagram
be
used
for
reference
during
troubleshooting.
TROUBLE
PROBABLE
CAUSE
REMEDY
Depressing
gun
switch
will
not
energize
control/feeder.
Electrode
wire
is
not
energized
and
shielding
gas
does
not
flow.
Circuit
breaker
tripped.
Manually
reset
circuit
breaker
by
depressing.
Plug
from
gun
switch
is
not
secure
in
Gun
Switch
Receptacle
on
control/feeder,
Insert
plug
fully
into
Gun
Switch
Receptacle
and
tighten.
115
volt
ac
input
plug
is
not
secure
in
receptacle.
Insert
plug
fully
into
115
vac
receptacle.
Wire
feeds,
shielding
gas
flows,
but
electrode
wire
is
not
energized.
Contactor
Control
cable
leads
not
secure
on
contactor
plug
terminals.
Secure
leads
to
plug
terminals.
Defect
in
welding
power
source.
See
troubleshooting
section
in
welding
power
source
instruction
manual.
Wire
feeds
erratically.
Pressure
on
drive
rolls
is
insufficient.
Rotate
pressure
adjustment
knob
clockwise
in
1/4
turn
increments
until
wire
slippage
stops.
Drive
rolls
are
too
large
for
wire
size
being
used.
Change
to
proper
size
drive
roll
gear.
Worn
drive
roll.
Replace
drive
roll
gear.
See
section
2-9.
Dirt
in
drive
roll
groove.
Clean
drive
roll.
Motor
is
inoperative.
Worn
brushes.
Replace
motor
brushes.
Motor
plug
not
secure
in
receptacle.
Tighten
motor
plug.
Figure
5-1.
Circuit
Diagram
*WATER
SOLENOID
I.
BuANBACH
TIMER
ARE
OPTIONAL.
WHEN
BURNBACK
IS
NOT
USED,
JUMPER
PINS
3&8.
A-002
846
OM-1
509
Page
5


August
1974
FORM:
OM-1509
Effective
with
serial
No.
HE765439
MODEL
3440
CONTROL/FEEDER
.030
&
.035
Hard
Wire
.045
Hard
Wire
1/16
Hard
Wire
1/16
Flux
Cored
Wire
5/64
Flux
Cored
Wire
3/32
Flux
Cored
Wire
7/64
Flux
Cored
Wire
STOCK
NO
078
052
078053
078
054
078 055
078
056
078 057
078058
MODEL/STOCK
NO.
SERIAL/STYLE
NO.
DATE
PURCHASED
PARTS
LIST
AUTO
ARC
MILLER
ELECTRIC
MFG.
CO.
APPLETON,
WISCONSIN,
USA
54911
NWSA
CODE
NO.
4579

Item
Factory
No.
Part
No.
Description
Quantj~y
Figure
A
Main
Assembly
1
075
272
CONTROL
BOX
(See
Fig.
0
Page
6)
1
2
074
907
HOSE,
gas
12-1/2
ft
lg
(consisting
of)
1
3
073
432
.
COUPLING,
brass
-
male
3/16
ID
hose
x
1/8
MPT
1
4
056112
.FERRULE,.475IDx23/32Iong
2
5
604
550
.
HOSE,
whippet
3/16
x
1
(order
by
foot)
13
ft.
6
010 606
.
NUT,
brass
-
swivel
5/8-18
right
hand
1
7
056
851
.
NIPPLE,
brass
-
hose
3/16
inch
1
8
075 255
FRAME,
control
1
9
601
964
SCREW,
cap
-
steel
hex
hd
3/8-16
x
3/4
2
10
602
224
WASHER,
lock
-
steel
split
3/8
5
11
075258
SUPPORT,reel
1
12
074
932
SHAFT,
support
-
hub
1
13
075
243
REEL,
wire
18
inch
(consisting
of)
1
14
604
051
.
NUT,
steel
-
wing
1/2-13
4
15
075245
.FINGER,reel
4
16
075244
.REEL
1
17
075149
.BUSHING,fiber
1
18
075
148
.WASHER,fiber
1-1/2
ID
x
200
x
1/4
thick
2
19
075
151
WASHER,
flat
-
steel
keyed
1
20
075
510
WASHER,
lock
-
steel
split
1
inch
1
21
602
246
WASHER,
flat
-
steel
std
1/2
1
22
604
126
SCREW,
cap
-
steel
hex
hd
1/2-13
x
1
1
23
601
944
SCREW,
cap
-
steel
hex
hd
5/16-18
x
3/4
6
601
948
SCREW,
cap
-
steel
hex
hd
5/16-18
x
1
inch
1
24
602
211
WASHER,
lock
-
steel
split
5/16
7
25
604
537
NUT,
steel
-
hex
full
5/16-18
7
26
075
346
BASE
1
27
075 150
WASHER,
shoulder
-
nylon
3
28
010
910
WASHER,
flat
-
steel
SAE
3/8
3
29
601
967
SCREW,
cap
-
steel
hex
hd
3/8-16
x
1-1/2
3
30
078
313
MOTOR
&
DRIVE
ASSEMBLY
(See
Fig.
C
Page
4)
1
31
074
772
INSULATOR,
motor
&
drive
assembly
1
See
29-.~.-~
~28
Figure
A
Main
Assembly
BE
SURE
TO
PROVIDE
STOCK,
MODEL,
AND
SERIAL
NUMBERS
WHEN
ORDERING
REPLACEMENT
PARTS.
TD-078
052
OM-1
509
Page
1

Wire
Diameter
And_Type
Kit
No.
Gear,
Pressure
And
Drive
Gear
And
Bearing
Wire
Guide
No.
Fraction
Decimal
Metric
Inlet
Outlet
.030
&
.035
hard
wire
.030
.035
.8MM
.9MM
076
195
074
882
(pressure)
073
351
(bearing)
074
886
(gear)
074
890
074
953
074
876
(drive)
.045
hard
wire
.047
1.2MM
076
196
076
215
(pressure)
073
351
(bearing)
074887
(gear)
074 890
074
954
074
877
(drive):
1/16
hard
wire
.063
1.6MM
076
197
074
883
(pressure)
073
351
(bearing)
074
888
(gear)
074 860 074
791
074
878
(drive)
1/16
flux
cored
wire
.063
1.6MM
076
198
074
843
(pressure)
073
351
(bearing)
074 853
(gear)
074
860 074
954
074
834
(drive)
5/64
flux
cored
wire
.079
2.0MM
076
199
074
84.4
(pressure)
073
351
(bearing)
074 854
(gear)
074
860
074
791
074
835
(drive)
3/32
flux
cored
wire
.094
2.4MM
076
200
074
845
(pressure)
-
073
351
(bearing)
074
855
(gear)
074
860
074
791
074
836
(drive)
7/64
flux
coredwire
.110
2.8MM
076201
074 846
(pressure)
073
351
(bearing)
074
856
(gear)
074
860 074
791
074
837
(drive)
Outlet
Guide
,
Drive
Figure
B
Kit,
Drive
Gear
&
Guide
Tube
TB
-078
036-3
OM-1509
Page
2
-.-
~4jnletGuide
,Gear
Gear,
Pressure

51
9091
7093
90
89
Figure
C
Motor
&
Drive
Assembly
Page
3

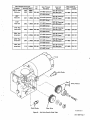
Item
No.
51
52
53
54
55
56
57
58
59
*
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
075
167
074
780
073
308
073
307
074
771
074
781
073
597
073
583
073
598
077
214
073 595
*073
591
073
593
073
596
073
296
073
295
074
768
073
268
073
334
010
910
602
221
074
902
074 865
604
538
602
211
601
948
074
811
605
209
073
356
073
303
074 778
056
068
073
309
073
240
074
858
602
247
602
216
601 881
602
177
601
967
602213
078
880
075
163
078
881
078 882
078
751
074
783
075
229
073
306
074
775
078 879
073
302
073
300
074
828
076
871
074
823
078
672
073
304
074
777
078
687
078
858
*Recommended
Spare
Parts.
BE
SURE
TO
PROVIDE
STOCK,
MODEL,
AND
SERIAL
NUMBERS
WHEN
ORDERING
REPLACEMENT
PARTS.
2
3
2
2
2
2
1
3
1
4
2
1
1
1
1
1
1
4
1
.1
2
2
2
I
1
3
2
12
1
1
1
3
3
Factory
Part
No.
Description
Quantity
Figure
C
078 313
Motor
&
Drive
Assembly
(See
Fig.
A
Page
1
Item
30)
MOTOR,
drive
(consisting
of)
SHAFT,
idler
gear
BEARING,
ball
RING,
retainer
-
external
GEAR,
spur
-
steel
40
pitch
43
tooth
STUD,
steel
12-28
x
1-3/4
.BEARING
.ARMATURE
SPRING,
brushholder
.HOLDER,
brush
CAP,
brushholder
BRUSH,
contact
WASHER,
spring
.BEARING
CLAMP,
cable
-
amphenol
97-3057-12-6
-
PLUG,
amphenol
4
pin
97-3106A-20-4P-639
GEAR,
drive
BEARING
HELl
COIL
WASHER,
flat
-
steel
SAE
3/8
WASHER,
lock
-
steel
internal
tooth
3/8
LEVER,
mounting
-
drive
gear
TUBING,
steel
5/8
OD
x
22
ga
7/32
WASHER,
flat
-
steel
SAE
5/16
WASHER,
lock
-
steel
split
5/16
SCREW,
cap
-
steel
hex
hd
5/16-18
x
1
BUSHING,
1/16-18
NF
x
1-5/16
Ig
SCREW,
cap
-
steel
hex
hd
3/8-16
x
2-1/4
KNOB
SPRING,
compression
SHAFT,
drive
KEY,
steel
1/8x 1/8x
1/2
SEAL,
oil
-
drive
shaft
RING,
retaining
-
external
TUBING,
steel
7/800
19/32
ID
x
.303
WASHER,
flat
-
steel
SAE
1/2
WASHER,
lock
-
steel
split
1/2
NUT,
steel
-
hex
jam
1/2-20
SCREW,
set
-
steel
socket
hd
1/4-20
x
1/4
SCREW,
cap
-
steel
hex
hd
3/8-16
x
1-1/2
WASHER,
steel
-
lock
split
3/8
SCREW,
cap
-
steel
socket
hd
5/16-18
x
1-1/2
HOUSING,
adapter
-
gun/feeder
SCREW,
cap
-
brass
hex hd
3/8-16
x
2-1/2
WASHER,
lock
-
brass
split
3/8
WASHER,
flat
-
bronze
3/8
ARM,
adjustment
-
pressure
HOUSING,
drive
RING,
retaining
-
internal
COVER,
bearing
.
SCREW,
machine
-
steel
truss
phillips
hd
10-24
x
1/2
BEARING,
baIl
RING,
retaining
-
internal
GEAR,
helical
-
bronze
12
pitch
30
tooth
PIN,
spring
3/16
x
1-1/2
GEAR,
miter
PIN,
spring
3/16x
7/8
GASKET,
cover
-
housing
drive
COVER,
housing
-
drive
WASHER,
lock
-
steel
split
No.
12
(attaching
motor)
NUT,
steel
-
hex
full
12-28
(attaching
motor)
OM-1509
Page
4

x
Lt~
0
I
C
0
0
C,
a)
U..
Page
5

*
Recommended
Spare
Parts.
BE
SURE
TO
PROVIDE
STOCK,
MODEL,
AND
SERIAL
NUMBERS
WHEN
ORDERING
REPLACEMENT
PARTS:
Item
Dia.
Factory
No.
Mkcis.
Part
No.
Description
Quantity
Figure
D
075
272
Control
Box
(See
Fig.
A
Page
1
Item
1)
Ri
121
073 422
POTENTIOMETER,
10
turn
500
ohm
1
122
010
116
GROMMET,
rubber
3/8
lOx
1/2
hole
x
1/16
groove
1
123
075
191
PANEL,
mounting
-
components
1
124
073476
CLAMP,strap-rubber
1
125
CR1
*075
161
RELAY,heavydutyliovolts3PDT
1
126
CR2
*073
501
RELAY,
enclosed
24
volts
SPDT
1
127
073438
CONNECTOR,plug8
pin
1
128
078418
CHANNEL,rubber
2
129
TRP2
073612
THYRECTOR
1
130
R5
073413
RESISTOR,WWfixed2Owattl500ohm
1
131
R3
073412
RESISTOR,WWadj
25
watt
2000
ohm
1
132
R4
073421
RESISTOR,WWfixed20watt0.25ohm
1
133
R6
073414
RESISTOR,WWfixed20watt
1000
ohm
1
134
R2
073411
RESISTOR,WWfixed20wattl200ohm
1
135
MA1
073 436
MAGAMP
(consisting
of)
1
136
073
647
.
BLOCK,
terminal
10
pole
2
137
RFC1
073423
CHOKE,liOMAdc
1
138
SRi
074
928
RECTIFIER
(consisting
of)
1
139
*022073
.
RECTIFIER,integrated
18.5amp600volts
1
140
SR2
078
497
RECTIFIER,
reactor
(consisting
of)
1
141
073
558
.
DIODE,
15
amp
600
volts
-
positive
1
142
073
559
.
DIODE,
15
amp
600
volts
-
negative
1
143
075364
COVER,controlbox
1
144
073481
FASTENER,screw
1
145
075
369
BASE,
control
box
1
146
CB1
*073
676
CIRCUIT
BREAKER,
manual
reset
7
amp
1
pole
1
147
RC2
073
294
RECEPTACLE,
amphenol
4
hole
97-3100A-20-4S
1
148
RC1
073
326
RECEPTACLE,
amphenol
4
hole
97-3102A-18-4S.639
1
149
TRP1
*073
439
RECTIFIER,
control
200
volts
5
amp
1
150
Ti
073629
TRANSFORMER,control
115/24
volts
1
151
010
867
ELBOW,
brass
pipe-st
90
degree
1/8
PT
2
152
010610
CONNECTOR,clamp-cable
1/2
inch
1
153
PLG1
073
690
CAP,
straight
3P3W
1
154
600
341
CORD,
portable
No.
16
3
conductor
(order
by
foot)
15
ft.
155
600
340
CORD,
portable
No.
16
2
conductor
(order
by
foot)
15
ft.
156
GS1
*073
378
VALVE,
115
volts
ac
1/8
NPT
port
3/32
orifice
1
157
074933
SHIM,solenoid
-valve
1
158
074
950
NIPPLE,
brass
-
pipe
1/8
NPT
x
2-1/2
1
159
073
861
BUSHING,
brass
1/4
x
1/8
reducer
1
160
010
604
ADAPTER,
gas
-
brass
1/8-18
male
5/8-18
female
1
161
073
437
SOCKET,
tube
8
pin
2
162
073430
SOCKET,tube
ii
pin
1
163
S1-3
*073
362
SWITCH,toggIeSPDT
lOamp
250
volts
3
164
075
180
PANEL,front
1
165
NAMEPLATE
(order
by
stock,
model
&
serial
numbers)
1
166
*073424
605510
020
265
DIAL,countingi0turnloounit
TIE,cable-miniature
TIE,
cable
-
medium
1
13
19
OM1509
Page
6

~1
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
















Miller 3440 CONTROL/FEEDER Owner's manual
- Category
- Welding System
- Type
- Owner's manual
- This manual is also suitable for
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
-
Miller HF860319 Owner's manual
-
-
-
-
Miller HH083034 Owner's manual
-
-
-
-
-
