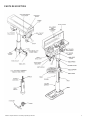
Buffalo DP16UL is a 16 Speed Drill Press with an enclosed fan cooled motor and belt drive speed adjustment. It has a 12" diameter dry round table that tilts 45 degrees left and right. The rack and pinion table raises and lowers easily, and the cast iron table, base and drill body provide stability. The 1/2 HP motor provides ample power for a variety of drilling tasks, and the 5/8" chuck capacity accommodates a wide range of drill bits. The laser centering light helps to ensure accurate drilling, and the included accessories make it easy to get started.
Buffalo DP16UL is a 16 Speed Drill Press with an enclosed fan cooled motor and belt drive speed adjustment. It has a 12" diameter dry round table that tilts 45 degrees left and right. The rack and pinion table raises and lowers easily, and the cast iron table, base and drill body provide stability. The 1/2 HP motor provides ample power for a variety of drilling tasks, and the 5/8" chuck capacity accommodates a wide range of drill bits. The laser centering light helps to ensure accurate drilling, and the included accessories make it easy to get started.
















-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
















Buffalo DP16UL is a 16 Speed Drill Press with an enclosed fan cooled motor and belt drive speed adjustment. It has a 12" diameter dry round table that tilts 45 degrees left and right. The rack and pinion table raises and lowers easily, and the cast iron table, base and drill body provide stability. The 1/2 HP motor provides ample power for a variety of drilling tasks, and the 5/8" chuck capacity accommodates a wide range of drill bits. The laser centering light helps to ensure accurate drilling, and the included accessories make it easy to get started.
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
Other documents
-
Buffalo Tools 806328 User manual
-
Black Bull DP16UL User manual
-
RIDGID DP15501 User manual
-
Rikon Power Tools 30-230 User manual
-
 Steele SP-PB208 Owner's manual
Steele SP-PB208 Owner's manual
-
Wen R4212 User manual
-
 Steele SP-PB214 Owner's manual
Steele SP-PB214 Owner's manual
-
Grizzly T31739 Owner's manual
-
Craftsman 137 User manual
-
Craftsman 113213151 Owner's manual

