ESAB 300 AC-DC Quick Setup Guide Quick start guide
- Category
- Welding System
- Type
- Quick start guide
This manual is also suitable for
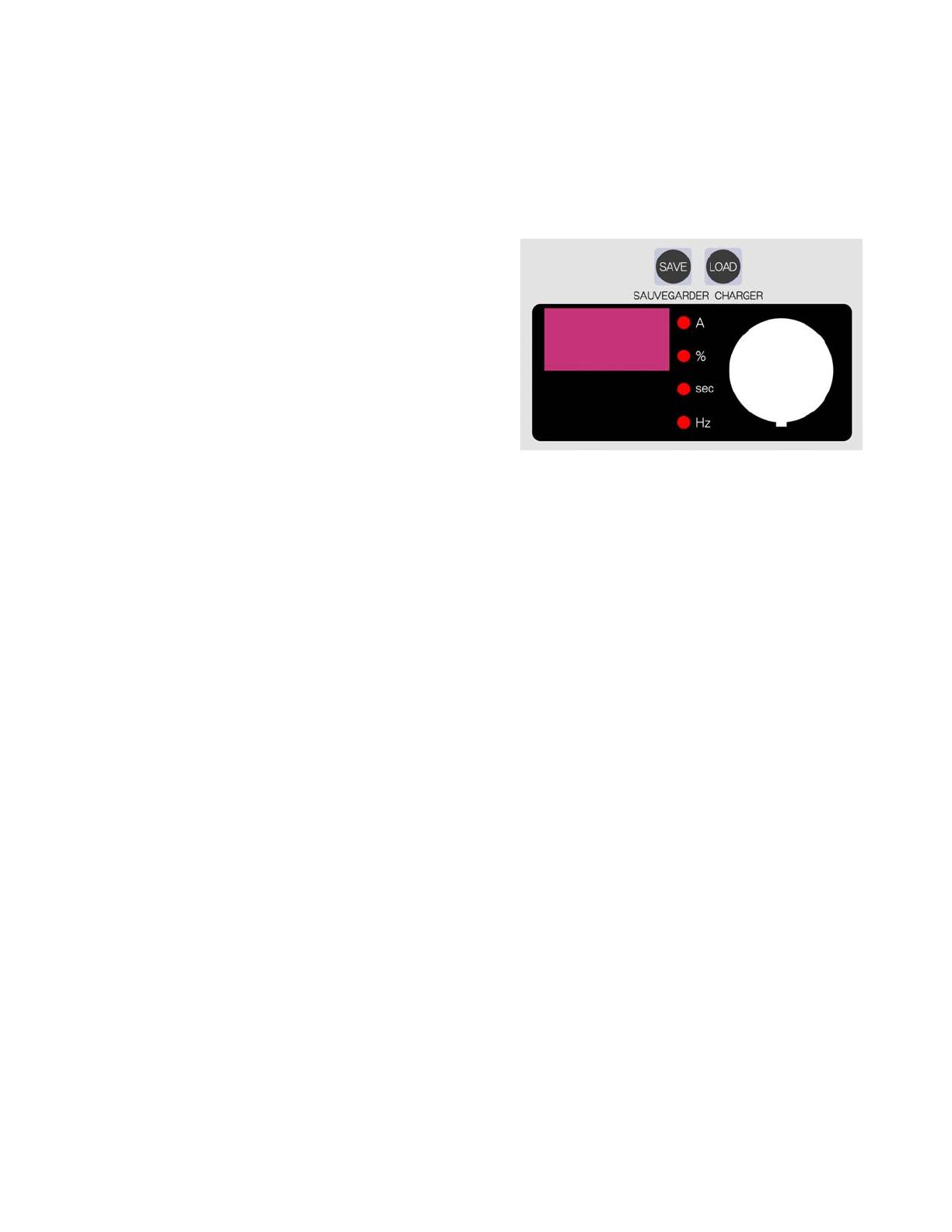
ESAB 185, 200, 300 AC-DC Quick Setup Guide: Get ready to conquer your welding projects with ESAB's versatile welding machines. These powerhouses offer a range of welding processes, including STICK, LIFT TIG, and HF TIG, making them ideal for both beginners and pros. Choose the perfect output for your needs with AC/DC selection and fine-tune your welds with precise amperage control. Unleash the power of pulsed welding with adjustable pulse width, peak, and background currents. Store and recall your preferred welding parameters with the 5-memory save/load function.
ESAB 185, 200, 300 AC-DC Quick Setup Guide: Get ready to conquer your welding projects with ESAB's versatile welding machines. These powerhouses offer a range of welding processes, including STICK, LIFT TIG, and HF TIG, making them ideal for both beginners and pros. Choose the perfect output for your needs with AC/DC selection and fine-tune your welds with precise amperage control. Unleash the power of pulsed welding with adjustable pulse width, peak, and background currents. Store and recall your preferred welding parameters with the 5-memory save/load function.

-
 1
1
-
 2
2


ESAB 300 AC-DC Quick Setup Guide Quick start guide
- Category
- Welding System
- Type
- Quick start guide
- This manual is also suitable for
ESAB 185, 200, 300 AC-DC Quick Setup Guide: Get ready to conquer your welding projects with ESAB's versatile welding machines. These powerhouses offer a range of welding processes, including STICK, LIFT TIG, and HF TIG, making them ideal for both beginners and pros. Choose the perfect output for your needs with AC/DC selection and fine-tune your welds with precise amperage control. Unleash the power of pulsed welding with adjustable pulse width, peak, and background currents. Store and recall your preferred welding parameters with the 5-memory save/load function.
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
-
ESAB 300 AC/DC ARCMASTER® Inverter Arc Welder User manual
-
-
-
-
-
-
-
-
-
Other documents
-
Miller DYNASTY 300 LX Owner's manual
-
Miller MG151084L Owner's manual
-
Miller MAXSTAR 210 STR Owner's manual
-
Miller Maxstar 280 Owner's manual
-
-
-
-
-
Miller DYNASTY 700 Owner's manual
-
Miller MAXSTAR 200 SERIES Owner's manual