ESAB MXL 201 MXL 271 MXL 341 MXL 411W MXL 511W User manual
- Category
- Power heat guns
- Type
- User manual
ESAB MXL 201 MXL 271 MXL 341 MXL 411W MXL 511W welding torches are designed for industrial and commercial use in MIG/MAG welding processes. They offer precise control, efficient cooling, and reliable performance, making them suitable for various welding applications.
ESAB MXL 201 MXL 271 MXL 341 MXL 411W MXL 511W welding torches are designed for industrial and commercial use in MIG/MAG welding processes. They offer precise control, efficient cooling, and reliable performance, making them suitable for various welding applications.




















-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























ESAB MXL 201 MXL 271 MXL 341 MXL 411W MXL 511W User manual
- Category
- Power heat guns
- Type
- User manual
ESAB MXL 201 MXL 271 MXL 341 MXL 411W MXL 511W welding torches are designed for industrial and commercial use in MIG/MAG welding processes. They offer precise control, efficient cooling, and reliable performance, making them suitable for various welding applications.
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
-
ESAB MXA253 B 3m Torch & MXA254 B 4m Torch Specification
-
-
ESAB ESAB MX Torches User manual
-
-
ESAB EM 215ic User manual
-
ESAB MXL™ 200 User manual
-
-
ESAB PSF 420w User manual
-
-
Other documents
-
 Ammonite LED ONE User manual
Ammonite LED ONE User manual
-
Schneider 131804 Datasheet
-
Parker Suregrip Digi-Pull Mig Series Owner's Handbook Manual
-
Abicor Binzel ERGO 24.1 Operating Instructions Manual
-
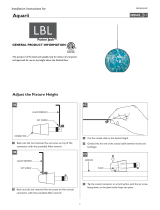
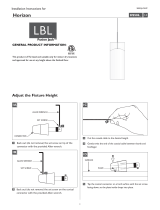
LBL Lighting HS381SC1A50MPT Installation guide
-
-
 Generation Lighting HS542OPBZLEDS830MPT Installation guide
Generation Lighting HS542OPBZLEDS830MPT Installation guide
-
-
 Generation Lighting HS586OPBZ1BMPT Operating instructions
Generation Lighting HS586OPBZ1BMPT Operating instructions
-


