Page is loading ...


2
WARRANTY
s 9EARSFROMDATEOFPURCHASE
s #+7ORLDWIDE)NCWARRANTIESALLGOODSASSPECIFIEDBYTHEMANUFACTUREROFTHOSEGOODS
s 4HIS7ARRANTYDOESNOTCOVERFREIGHTORGOODSTHATHAVEBEENINTERFEREDWITH
s !LLGOODSINQUESTIONMUSTBEREPAIREDBYANAUTHORIZEDREPAIRAGENTASAPPOINTEDBYTHISCOMPANY
s 7ARRANTYDOESNOTCOVERABUSEMISUSEACCIDENTTHEFTGENERALWEARANDTEAR
s .EWPRODUCTWILLNOTBESUPPLIEDUNLESS#+7ORLDWIDE)NCHASINSPECTEDPRODUCTRETURNEDFOR
WARRANTYANDAGREESTOREPLACEPRODUCT
s 0RODUCTWILLONLYBEREPLACEDIFREPAIRISNOTPOSSIBLE
CALIFORNIA PROPOSITION 65
WARNING: This product contains or produces a chemical known to the State of California to cause cancer and birth
defects (or other reproductive harm) (California Health and Safety Code Section 25249.5 et seq.)
WARNING: This product, when used for welding or cutting, produces fumes or gases which contain chemicals known
to the State of California to cause birth defects and, in some cases, cancer (California Health and Safety Code Section
25249.5 et seq.).
INFORMATION SOURCES
s #ALIFORNIA(EALTHAND3AFETY#ODE3ECTIONTHROUGH
s 4HE#ALIFORNIA/FlCEOF%NVIRONMENTAL(EALTH(AZARD!SSESSMENT#APITOL-ALL3ACRAMENTO#!TELEPHONE
s #ALIFORNIA0ROPOSITIONWEBSITEWWWOEHHACAGOVPROPHTML
s !MERICAN.ATIONAL3TANDARDS)NSTITUTE!.3)0RODUCT3AFETY3IGNS!ND,ABELS!.3):AVAILABLEFROM!.3)7ESTRD3TREET
.EW9ORK.9TELEPHONEWEBSITEWWWANSIORG
THANK YOU FOR YOUR PURCHASE OF THE
CK WORLDWIDE MT200-AC/DC TIG WELDING SYSTEM.
At CK Worldwide, we take pride in the trusted quality, innovation, and support we deliver to our customers
and the TIG welding community as a whole. The MT200-AC/DC is the next step in our progression as
“The Standard in TIG Welding” marking the continuing evolution of CK Worldwide. This TIG Welding System
is the latest development in inverter technology. It has been tested and approved by production welders
and the best TIG welding professionals in the industry.
Providing solutions through innovation and new product creation have been mainstays of CK Worldwide
since its inception. It is the very principle by which we do business. Our goal has always been to provide an
outstanding product that not only stands out from its competitors, but also reflects the quality we strive for
in every aspect of our business philosophy. From customer service excellence to technical support,
we work hard at what we do so that you can too.
We know you will enjoy using this machine. Please let us know if you have any questions or concerns.
The MT200-AC/DC is manufactured and compliant with CAN/CSA E60974-1 & ANS/IEC 60974-1,
guaranteeing you electrical safety and performance.
Please view full Warranty terms and conditions
on page 38 of this manual.


4
s Do not switch the function modes while the machine is welding. Switching of the function
modes during welding can damage the machine. Damage caused in this manner will not be
covered under warranty.
s Disconnect the electrode-holder cable from the machine before switching on the machine,
to avoid arcing should the electrode be in contact with the work piece.
s Operators should be trained and or qualified.
ELECTRIC SHOCK: It can kill.Touching live electrical parts can cause fatal shocks or severe
burns. The electrode and work circuit is electrically live whenever the output is on. The input
power circuit and internal machine circuits are also live when power is on. Incorrectly installed
or improperly grounded equipment is dangerous.
s #ONNECTTHEPRIMARYINPUTCABLEACCORDINGTO!MERICANSTANDARDSANDREGULATIONS!.3):
s !VOIDALLCONTACTWITHLIVEELECTRICALPARTSOFTHEWELDINGCIRCUITELECTRODESANDWIRESWITHBARE
HANDS4HEOPERATORMUSTWEARDRYWELDINGGLOVESWHILEHESHEPERFORMSTHEWELDINGTASK
s 4HEOPERATORSHOULDKEEPTHEWORKPIECEINSULATEDFROMHIMSELFHERSELF
s +EEPCORDSDRYFREEOFOILANDGREASEANDPROTECTEDFROMHOTMETALANDSPARKS
s &REQUENTLYINSPECTINPUTPOWERCABLEFORWEARANDTEARREPLACETHECABLEIMMEDIATELYIFDAMAGED
BAREWIRINGISDANGEROUSANDCANKILL
s $ONOTUSEDAMAGEDUNDERSIZEDORBADLYJOINEDCABLES
s $ONOTDRAPECABLESOVERYOURBODY
FUMES AND GASES ARE DANGEROUS:Smoke and gas generated while welding or cutting can
be harmful to people’s health. Welding produces fumes and gases. Breathing these fumes and
gases can be hazardous to your health.
s $ONOTBREATHETHESMOKEANDGASGENERATEDWHILEWELDINGORCUTTINGKEEPYOURHEADOUTOF
THEFUMES
s +EEPTHEWORKINGAREAWELLVENTILATEDUSEFUMEEXTRACTIONORVENTILATIONTOREMOVEWELDING
FUMESANDGASES
s )NCONlNEDORHEAVYFUMEENVIRONMENTSALWAYSWEARANAPPROVEDAIRSUPPLIEDRESPIRATOR
7ELDINGFUMESANDGASESCANDISPLACEAIRANDLOWERTHEOXYGENLEVELCAUSINGINJURYORDEATH
"ECERTAINTHEAIRINYOURWORKENVIRONMENTISSAFETOBREATHE
s $ONOTWELDINLOCATIONSNEARDEGREASINGCLEANINGORSPRAYINGOPERATIONS4HEHEATANDRAYS
OFTHEARCCANREACTWITHVAPORSTOFORMHIGHLYTOXICANDIRRITATINGGASES
s -ATERIALSSUCHASGALVANIZEDLEADORCADMIUMPLATEDSTEELCONTAINELEMENTSTHATCANGIVE
OFFTOXICFUMESWHENWELDED$ONOTWELDTHESEMATERIALSUNLESSTHEAREAISVERYWELLVENTILATED
ANDORWEARINGANAIRSUPPLIEDRESPIRATOR
ARC RAYS: Harmful to people’s eyes and skin.Arc rays from the welding process produce
intense visible and invisible ultraviolet and infrared rays that can burn eyes and skin.
s !LWAYSWEARAWELDINGHELMETWITHCORRECTSHADEOFlLTERLENSANDSUITABLEPROTECTIVECLOTHING
INCLUDINGWELDINGGLOVESWHILETHEWELDINGOPERATIONISPERFORMED
s -EASURESSHOULDBETAKENTOPROTECTPEOPLEINORNEARTHESURROUNDINGWORKINGAREA5SEPROTECTIVE
SCREENSORBARRIERSTOPROTECTOTHERSFROMmASHGLAREANDSPARKSWARNOTHERSNOTTOWATCHTHEARC
MACHINE OPERATION SAFETY
ELECTRIC SHOCK: It can kill
FUMES AND GASES ARE
DANGEROUS
ARC RAYS: harmful to people’s
eyes and skin
SAFETY
Welding and cutting equipment can be dangerous to both the operator and people in or near the surrounding working
area, if the equipment is not correctly operated. Equipment must only be used under the strict and comprehensive
observance of all relevant safety regulations. Read and understand this instruction manual carefully before the
installation and operation of this equipment.
www.CKWORLDWIDE.com

5
FIRE HAZARD: Welding on closed containers, such as tanks, drums, or pipes, can cause them
to explode. Flying sparks from the welding arc, hot work piece, and hot equipment can cause
fires and burns. Accidental contact of electrode to metal objects can cause sparks, explosion,
overheating, or fire. Check and be sure the area is safe before doing any welding.
s 7ELDINGSPARKSMAYCAUSElRETHEREFOREREMOVEANYmAMMABLEMATERIALSAWAYFROMTHEWORKING
AREAATLEASTFEETMFROMTHEWELDINGARC#OVERmAMMABLEMATERIALSANDCONTAINERSWITH
APPROVEDCOVERSIFUNABLETOBEMOVEDFROMTHEWELDINGAREA
s $ONOTWELDONCLOSEDCONTAINERSSUCHASTANKSDRUMSORPIPESUNLESSTHEYAREPROPERLYPREPARED
ACCORDINGTOTHEREQUIRED3AFETY3TANDARDSTOINSURETHATmAMMABLEORTOXICVAPORSANDSUBSTANCES
ARETOTALLYREMOVEDTHESECANCAUSEANEXPLOSIONEVENTHOUGHTHEVESSELHASBEENhCLEANEDv
6ENTHOLLOWCASTINGSORCONTAINERSBEFOREHEATINGCUTTINGORWELDING4HEYMAYEXPLODE
s $ONOTWELDWHERETHEATMOSPHEREMAYCONTAINmAMMABLEDUSTGASORLIQUIDVAPORS
SUCHASGASOLINE
s (AVEAlREEXTINGUISHERNEARBYANDKNOWHOWTOUSEIT"EALERTTHATWELDINGSPARKSANDHOT
MATERIALSFROMWELDINGCANEASILYGOTHROUGHSMALLCRACKSANDOPENINGSTOADJACENTAREAS"E
AWARETHATWELDINGONACEILINGmOORBULKHEADORPARTITIONCANCAUSElREONTHEHIDDENSIDE
GAS CYLINDERS: Shielding gas cylinders contain gas under high pressure. If damaged, a cylinder
can explode. Because gas cylinders are normally part of the welding process, be sure to treat
them carefully. CYLINDERS can explode if damaged.
s 0ROTECTGASCYLINDERSFROMEXCESSIVEHEATMECHANICALSHOCKSPHYSICALDAMAGESLAGOPENmAMES
SPARKSANDARCS
s )NSURECYLINDERSAREHELDSECUREANDUPRIGHTTOPREVENTTIPPINGORFALLINGOVER
s .EVERALLOWTHEWELDINGELECTRODEOREARTHCLAMPTOTOUCHTHEGASCYLINDERDONOTDRAPEWELDING
CABLESOVERTHECYLINDER
s .EVERWELDONAPRESSURIZEDGASCYLINDERITWILLEXPLODEANDKILLYOU
s /PENTHECYLINDERVALVESLOWLYANDTURNYOURFACEAWAYFROMTHECYLINDEROUTLETVALVEAND
GASREGULATOR
GAS BUILD UP
The build up of gas can cause a toxic environment by depleting the air’s oxygen
content and potentially resulting in injury or death.
s 3HUTOFFSHIELDINGGASSUPPLYWHENNOTINUSE
s !LWAYSVENTILATECONlNEDSPACESORUSEAPPROVEDAIRSUPPLIEDRESPIRATOR
ELECTRONIC MAGNETIC FIELDS
MAGNETIC FIELDS can affect implanted medical devices.
s 7EARERSOFPACEMAKERSANDOTHERIMPLANTEDMEDICALDEVICESSHOULDKEEPAWAY
s )MPLANTEDMEDICALDEVICEWEARERSSHOULDCONSULTTHEIRDOCTORANDTHEDEVICEMANUFACTURER
BEFOREGOINGNEARANYELECTRICWELDINGCUTTINGORHEATINGOPERATION
NOISE CAN DAMAGE HEARING: Noise from some processes or equipment can damage hearing.
Wear approved ear protection if noise level is high.
HOT PARTS: Items being welded generate and hold high heat and can cause severe burns. Do not
touch hot parts with bare hands. Allow a cooling period before working on the welding gun. Use
insulated welding gloves and clothing to handle hot parts and prevent burns.
FIRE HAZARD
GAS CYLINDERS Shielding gas
cylinders contain gas under high
pressure. If damaged, a cylinder
can explode
ELECTRONIC MAGNETIC FIELDS
can affect implanted medical devices
NOISE CAN DAMAGE HEARING
HOT PARTS
GAS BUILD UP
www.CKWORLDWIDE.com

6
OVERVIEW
4HE-4!#$#ISA66SQUAREWAVE!#$#4)'INVERTERWELDERINCORPORATINGFULL4)'
FUNCTIONALITYINCLUDING!#BALANCECONTROLGASPREmOWANDPOSTmOWVARIABLEPULSEPARAMETERSHIGH
FREQUENCY(&STARTANDREMOTECURRENTCONTROL4HE(&STARTPROVIDESEASYARCIGNITIONLEAVINGNO
TUNGSTENINCLUSIONANDNOCONTAMINATIONOFTHETUNGSTENELECTRODE4HEPULSEFUNCTIONWITHADJUSTABLE
FREQUENCYANDBACKGROUNDCURRENTGIVESYOUTHEADDEDCAPABILITYTOBETTERCONTROLHEATINPUTINTOTHE
WORKCONTROLPENETRATIONANDCONTROLDISTORTION4HE!#BALANCECONTROLLETSYOUSETTHE!#4)'ARCFOR
CLEANINGOFTHEOXIDELAYERONALUMINUMANDADJUSTFORADEEPERPENETRATINGWELD4HEFOOTCONTROL
PROVIDESVARIABLEAMPERAGEADJUSTMENTDURINGWELDING#OMBININGTHEFUNCTIONSOFTHE-4!#$#
ENSURESCOMPREHENSIVECONTROLOFTHEWELDINGPARAMETERSWHENWELDINGBOTH!#AND$#GIVINGYOU
THEABILITYTOPRODUCEPROFESSIONAL4)'WELDS4HE$#3-!7STICKWELDINGCAPABILITYDELIVERSASMOOTH
ANDSTABLEARCALLOWINGEASYWELDINGWITHELECTRODESOBTAININGHIGHQUALITYWELDSWITHCASTIRON
STAINLESSANDMILDSTEELS4HE-4!#$#HASSETTHEBENCHMARKFOR66SINGLEPHASE!#$#
WELDERSANDISIDEALFORMULTIPLEAPPLICATIONSALUMINUMANDSTAINLESSSTEELFABRICATIONLIGHTINDUSTRIAL
USEREPAIRANDMAINTENANCE2OBUSTANDRELIABLEBUILTTOOURSPECIlCATIONSANDMANUFACTUREDIN
COMPLIANCETO#!.#3!%!.3))%#
MT200-AC/DC WELDING MACHINE
“As a welder of critical aircraft hardware, this
machine is extremely easy to use and runs as
smooth as our more expensive machines at work.”
– R. Harper, AIRCRAFT WELDER, 38 YEARS EXPERIENCE
www.CKWORLDWIDE.com

7
FOOT PEDAL
AMPERAGE
CONTROL
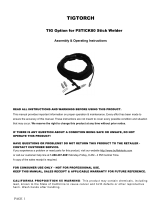
SYSTEM COMPONENTS
www.CKWORLDWIDE.com
SINGLE-FLOW
REGULATOR
POWER ADAPTER
ACCESSORIES / CONSUMABLES
#UPS #OLLETS #OLLET"ODIES
4UNGSTEN%LECTRODES
"ACK#AP
COMPLETE WELDING SYSTEM INCLUDES:
s MT200-AC/DC
s CK17 Flex-Head Torch with 12.5' (3.8m)
Super-Flex
™
Cable
s Dinse Connector
s AK-3 Accessories/Consumables Kit
s Foot Pedal Amperage Control
s Ground Clamp with 12.5' (3.8m) Cable
s Single Flow Regulator
s 6' (1.8m) Argon Hose
s 220V to 115V Power Adapter
CK17 FLEX-HEAD TORCH
GROUND
CLAMP
DINSE CONNECTOR
SUPER-FLEX
™
POWER CABLES
12.5 feet (3.8m) long
ARGON HOSE
6 feet
(1.8m)
150 amp ACHF or DCSP @ 100%
Gas-Cooled
Length: 8-3/4" (22.2cm)
Weight: 5 oz. (141gm)
&LEXIBLETORCH
NECKFORPRECISE
POSITIONING
P
SU
PO
M
INCLUD
ES
:
m)
b
le
T
O
DC
S
"
(2
z.
(
CK
17
F
LE
X-HEAD
S
P
15
0 amp ACHF or
D
Ga
s-Cool
ed
Le
ngth: 8-3/
4"
We
ight: 5 o
z
12.5 feet
(3.8m)
POWER
ADAPTER

8
WELDS: Aluminum, Zinc Alloy, Carbon Steels, Alloy Steels, Stainless, Cast Iron, Bronze, Copper
200AMP AC/DC TIG WELDING MACHINE
SQUARE WAVE, PULSE, REMOTE CONTROL
GTAW (TIG)/SMAW (Stick) 200 Amp AC/DC Inverter Welder
High Frequency (HF), Pulse, Post Gas, Remote,
Square Wave AC
&EATURES
s ,ATEST)'"4)NVERTER4ECHNOLOGY
s!#$#4)'
s(&4)'&UNCTIONPROVIDESEASYARCSTART
PREVENTSTUNGSTENDAMAGE
s !#3QUARE7AVEWITH!DJUSTABLE
!#"ALANCE#ONTROL
s!DJUSTABLE0ULSE#ONTROL
n(Z
s !DJUSTABLE"ACKGROUND#URRENT
n
s !DJUSTABLE0OST'AS
nSECONDS
s $#3-!7STICK
s2EMOTE!MPERAGE
#ONTROL
)NPUT6OLTAGE
115VAC ±15%, 50/60Hz
220VAC ±15%, 50/60Hz,
single phase
)NPUT#URRENT)MAX
115V: 33.5 Amps
220V: 34 Amps
/UTPUT#URRENT2ANGE
'4!7
115V: 5 – 140 Amps
220V: 5 – 200 Amps
/UTPUT#URRENT2ANGE
3-!7
115V: 10 – 110 Amps
220V: 10 – 160 Amps
2ATED/UTPUT
'4!7
115V: 140A @ 15.6V,
40% duty cycle
220V: 200A @ 18.0V,
25% duty cycle
2ATED/UTPUT
3-!7
115V: 110A @ 24.4V,
25% duty cycle
220V: 160A @ 26.4V,
30% duty cycle
-AX/PEN#IRCUIT6OLTS
74 volts
'AS0REmOW
0.5 seconds
'AS0OSTmOW
0.5 – 20 seconds
!#&REQUENCY
20 – 250 Hz
0ULSE&REQUENCY
1 – 200 Hz
0ULSE7IDTH
50%
"ACKGROUND#URRENT
10 – 100%
!RC3TART
High Frequency
$IMENSIONS
Height: 15 in. (381mm)
Width: 8.5 in. (217 mm)
Length: 20 in. (502 mm)
7EIGHT
32 lb. (14.5 kg)
MT200-AC/DC SPECIFICATIONS
www.CKWORLDWIDE.com

9
9
FRONT VIEW
BACK VIEW
!MPERAGE$ISPLAY
0ULSE3ELECTOR
2EMOTE#ONTROL3ELECTOR
!#$#3ELECTOR
!#&REQUENCY
#ONTROL
!#"ALANCE
#ONTROL
.EGATIVE/UTPUT
4ERMINAL
'AS/UT
#ONNECTOR
2EMOTE
#ONTROL3OCKET
3ERIAL.UMBER
)NPUT'AS
#ONNECTOR
/N/FF3WITCH
/./&&37)4#(
(Located on the back of the
machine)
0RIMARY
0OWER)NPUT
4)'3TICK
3ELECTOR
"ACKGROUND
!MPS
#ONTROL
0ULSE
&REQUENCY
#ONTROL
0OST&LOW'AS
#ONTROL
0OSITIVE/UTPUT
4ERMINAL
!MPERAGE
3ELECTOR
MT200-AC/DC
www.CKWORLDWIDE.com
The blue zones on the control
dial indicators are standard
starting positions for most
TIG welding operations.

10
ON/OFF: 4HISSWITCHPOWERSTHEMACHINEUPWHENSWITCHEDTOTHEONPOSITION
ANDPOWERSTHEMACHINEDOWNWHENSWITCHEDTOTHEOFFPOSITION
NOTE: The On/Off
switch is on the back of the MT200-AC/DC.
AC/DC: 0ROVIDESSELECTIONOF!#OR$#CURRENTIN4)'MODE
3ELECTINGTHEACPOSITIONPROVIDESFOR!#WELDINGCURRENTOUTPUT
3ELECTINGTHEDCPOSITIONPROVIDESFOR$#WELDINGCURRENTOUTPUT
SELECTOR SWITCH FUNCTION DESCRIPTIONS
21 3 4 5
1
2
3
4
5
PANEL/REMOTE: 0ROVIDESSELECTIONOFREMOTEORPANELOUTPUTCURRENTCONTROLIN4)'MODE
3ELECTINGTHE0!.%,POSITIONALLOWSCURRENTCONTROLFROMTHEFRONTPANEL!MPSCONTROL
3ELECTINGTHEREMOTEPOSITIONALLOWSUSEOFAREMOTECURRENTCONTROL
PULSE SELECTOR: 0ROVIDESSELECTIONOF0ULSEWELDINGMODEIN4)'MODE
3ELECTINGTHEPULSE ONPOSITIONPLACESTHEMACHINEIN0ULSEWELDINGMODE
3ELECTINGTHEPULSE OFFPOSITIONPLACESTHEMACHINEINSTANDARDNONPULSE
WELDINGMODE
TIG/STICK:0ROVIDESSELECTIONOF4)'OR3-!73TICKWELDINGMODES
3ELECTINGTHETIGPOSITIONPROVIDESFOR4)'WELDINGFUNCTION
3ELECTINGTHESTICKPOSITIONPROVIDESFOR$#3-!73TICKWELDINGFUNCTION
www.CKWORLDWIDE.com

11
CONTROL DIAL FUNCTION DESCRIPTIONS
AMPS:0ROVIDESADJUSTMENTAND
CONTROLOFTHEMAINWELDINGCURRENT
!DJUSTMENTRANGEn !MPS
6n!MPS6
A
B E
F
C
D
A
B
C
D
E
F
PULSE FREQUENCY:0ROVIDES
ADJUSTMENTANDSETTINGOFTHEPULSE
FREQUENCYWHENTHEMACHINEISSET
IN0ULSEMODE)TADJUSTSTHEAMOUNT
OFTIMESPERSECOND(ZTHEOUTPUT
CURRENTSWITCHESFROMTHEPEAKCURRENT
SETTINGTOBACKGROUNDCURRENTSETTING
!DJUSTMENTISn(Z
AC FREQUENCY:!DJUSTSTHE!#
OUTPUTFREQUENCYTOCONTROLTHEARC
CONEWIDTHANDIMPROVEDIRECTIONAL
CONTROLOFTHEARC!DJUSTMENTRANGE
n(Z
AC BALANCE: 4OUNDERSTANDHOWBALANCE
CONTROLWORKSYOUlRSTNEEDTOUNDERSTAND
WHYALUMINUMANDMAGNESIUMREQUIRE
AN!#WELDINGOUTPUT4HESEMATERIALS
HAVEANINSULATINGSURFACEOXIDELAYERTHAT
MELTSATAHIGHERTEMPERATURETHANTHE
BASEMETALMAKINGITDIFlCULTTOWELDTHE
BASEMETALIFTHEOXIDESARENOTREMOVED
!#WELDINGCURRENTISIDEALBECAUSETHE
NATUREOFTHE!#OUTPUTASSISTSINBREAKING
THESURFACEOXIDELAYER4HE!#"ALANCE
DIALISFORADJUSTINGTHECURRENTmOWTIME
BETWEENPOSITIVEANDNEGATIVE
7HENSETATTHE-AX#LEANINGPOSITION
THETIMETHATTHETUNGSTENISPOSITIVE
ISWHICHPROMOTESANAGGRESSIVE
CLEANINGACTIONOFTHEOXIDElLMFROM
THEMATERIALSURFACE7HENSETATTHE
-AX0ENETRATIONPOSITIONTHETIMETHAT
THETUNGSTENISPOSITIVEISWHICH
TIGHTENSTHEARCANDPROVIDESDEEPER
PENETRATION
POST GAS FLOW: 0ROVIDESADJUSTMENT
ANDCONTROLOFGASmOWAFTERTHE
WELDINGARCISEXTINGUISHED0OSTGAS
mOWPREVENTSCONTAMINATIONOFTHE
WELDPOOLDURINGITSCOOLDOWNPERIOD
FROMMOLTENSTATETOSOLIDATTHEWELD
lNISHANDKEEPSTHETUNGSTENELECTRODE
PROTECTEDFROMOXIDIZINGATMOSPHERE
DURINGTHECOOLDOWNCYCLE4HE0OST
'ASmOWTIMEWILLDEPENDONTHE
TUNGSTENSIZEANDWELDINGCURRENTTHAT
ISBEINGUSEDWHENTHE0OST'ASmOWIS
SETCORRECTLYTHETUNGSTENELECTRODEWILL
HAVEACLEANSHINYlNISH!DJUSTMENT
nSECONDS
BACKGROUND AMPS:0ROVIDES
ADJUSTMENTANDCONTROLOFTHE
BACKGROUNDWELDINGCURRENTDURING
PULSEWELDING3ETTINGSREPRESENT
APERCENTAGEOFTHEPEAKWELDING
CURRENT&OREXAMPLEPEAKCURRENT
SETATAMPSWITHBACKGROUND
CURRENTSETATAMPSITMEANS
THEOUTPUTCURRENTDURINGTHEPULSE
CYCLEWILLGOFROMAMPSDOWN
TOAMPSDURINGEACHPULSECYCLE
!DJUSTMENTRANGEn
The blue zones
on the control
dial indicators are
standard starting
positions for
most TIG welding
operations.

12 www.CKWORLDWIDE.com
1. WORKING ENVIRONMENT
1.1 4HEENVIRONMENTINWHICHTHISWELDINGEQUIPMENTISINSTALLEDMUSTBEFREEOFGRINDINGDUST
CORROSIVECHEMICALSmAMMABLEGASORMATERIALSETCANDATNOMORETHANMAXIMUMOFHUMIDITY
1.2 7HENUSINGTHEMACHINEOUTDOORSPROTECTTHEMACHINEFROMDIRECTSUNLIGHTRAINWATERANDSNOW
ETCTHETEMPERATUREOFWORKINGENVIRONMENTSHOULDBEMAINTAINEDWITHINnª&TOª&nª#
TOª#
1.3 +EEPTHISEQUIPMENTFOOTMAWAYFROMTHEWALL
1.4 %NSURETHEWORKINGENVIRONMENTISWELLVENTILATED
2. SAFETY TIPS
2.1 Ventilation:4HISEQUIPMENTISSMALLINSIZECOMPACTINSTRUCTUREANDISEFlCIENTIN
PRODUCINGWELDINGOUTPUT4HEFANISUSEDTODISSIPATEHEATGENERATEDBYTHISEQUIPMENT
DURINGTHEWELDINGOPERATION
)-0/24!.4-AINTAINGOODVENTILATIONOFTHELOUVERSOFTHISEQUIPMENT4HEMINIMUMDISTANCE
BETWEENTHISEQUIPMENTANDANYOTHEROBJECTSINORNEARTHEWORKINGAREASHOULDBEFOOTM
'OODVENTILATIONISOFCRITICALIMPORTANCEFORTHENORMALPERFORMANCEANDSERVICELIFEOFTHISEQUIPMENT
2.2 Thermal Overload Protection:
3HOULDTHEMACHINEBEUSEDTOANEXCESSIVELEVELORINHIGH
TEMPERATUREENVIRONMENTPOORLYVENTILATEDAREAORIFTHEFANMALFUNCTIONSTHE4HERMAL/VERLOAD
3WITCHWILLBEACTIVATEDANDTHEMACHINEWILLCEASETOOPERATE5NDERTHISCIRCUMSTANCELEAVETHE
MACHINESWITCHEDONTOKEEPTHEBUILTINFANWORKINGTOBRINGDOWNTHETEMPERATUREINSIDETHE
EQUIPMENT4HEMACHINEWILLBEREADYFORUSEAGAINWHENTHEINTERNALTEMPERATUREREACHESSAFELEVEL
2.3 Over-Voltage Supply:2EGARDINGTHEPOWERSUPPLYVOLTAGERANGEOFTHEMACHINEPLEASEREFER
TO3PECIlCATIONS4HE-4!#$#FEATURESAUTOMATICVOLTAGECOMPENSATIONWITHINTHEGIVENRANGE
)FTHEINPUTPOWEREXCEEDSTHESTIPULATEDVALUEITISPOSSIBLETOCAUSEDAMAGETOTHECOMPONENTSOF
THISEQUIPMENT0LEASEENSUREYOURPRIMARYPOWERSUPPLYISCORRECT
2.4 $ONOTCOMEINTOCONTACTWITHTHEOUTPUTTERMINALSWHILETHEMACHINEISINOPERATION
!NELECTRICSHOCKMAYPOSSIBLYOCCUR
MAINTENANCE
%XPOSURETOEXTREMELYDUSTYDAMPORCORROSIVEAIRISDAMAGINGTOTHEWELDINGMACHINE)NORDERTO
PREVENTANYPOSSIBLEFAILUREORFAULTOFTHISWELDINGEQUIPMENTBLOWTHEDUSTOUTATREGULARINTERVALS
WITHCLEANANDDRYCOMPRESSEDAIROFREQUIREDPRESSURE
0,%!3%./4%,ACKOFMAINTENANCECANRESULTINTHECANCELLATIONOFTHEWARRANTYTHEWARRANTYOF
THISWELDINGEQUIPMENTWILLBEVOIDIFTHEMACHINEHASBEENMODIlEDORIFANATTEMPTISMADETO
TAKEAPARTTHEMACHINEOROPENTHEFACTORYSEALOFTHEMACHINEWITHOUTTHECONSENTOFANAUTHORIZED
REPRESENTATIVEOFTHEMANUFACTURER
TROUBLESHOOTING
CAUTION: Only qualified technicians are authorized to undertake the repair of this welding
equipment. For your safety and to avoid electrical shock, please observe all safety notes and
precautions detailed in this manual.
./4%-INIMUM-OTOR'ENERATOR0OWER3UGGESTED+6!
Good ventilation is of
critical importance
for the normal
performance and
service life of this
equipment
Exposure to extremely
dusty, damp, or
corrosive air is
damaging to the
welding machine
For your safety and
to avoid electrical
shock, please observe
all safety notes and
precautions detailed
in this manual
CAUTION

13
RECOMMENDED PROCEDURE IS AS FOLLOWS:
#ONNECTTHEREGULATORTOTHEGASCYLINDERANDTHEGASHOSEASSEMBLYTOTHEREGULATORAND
MACHINE3ECURELYTIGHTENALLCONNECTIONS
3LOWLYOPENTHECYLINDERVALVE
3ETTHEmOWRATEONTHEREGULATORTOAPPROXIMATELYn #&(n,-.
#LOSETHECYLINDERVALVEANDPAYATTENTIONTOTHENEEDLEINDICATOROFTHECONTENTSPRESSURE
GAUGEONTHEREGULATORIFTHENEEDLEDROPSAWAYTOWARDSZEROTHEREISAGASLEAK
3OMETIMESAGASLEAKCANBESLOWANDTOIDENTIFYITWILLREQUIRELEAVINGTHEGASPRESSURE
INTHEREGULATORANDLINEFORANEXTENDEDTIMEPERIOD)NTHISSITUATIONITISRECOMMENDED
TOOPENTHECYLINDERVALVESETTHEmOWRATETO n #&(n,-.CLOSETHECYLINDER
VALVEANDCHECKAFTERAMINIMUMOFMINUTES
)FTHEREISAGASLOSSTHENCHECKALLCONNECTORSFORLEAKAGEBYBRUSHINGORSPRAYINGWITH
SOAPYWATER"UBBLESWILLAPPEARATTHELEAKAGEPOINT
4IGHTENlTTINGCONNECTIONSTOELIMINATEGASLEAKAGE
IMPORTANT! We strongly recommend that you check for gas leakage prior to
operation of your machine. We recommend that you close the cylinder valve
when the machine is not in use.
CK Worldwide, Inc. authorized representatives or agents of CK Worldwide, Inc.
will not be liable or responsible for the loss of any gas.
ATTENTION! CHECK FOR GAS LEAKS
Please install the machine strictly according to the following steps.
The protection class of this machine is IP21S, so avoid using it in rain.
CONNECTION OF INPUT CABLES
0RIMARYINPUTCABLEISSUPPLIEDWITHTHISWELDINGEQUIPMENT#ONNECTTHEPRIMARY
INPUTCABLEWITHPOWERSUPPLYOFREQUIREDINPUTVOLTAGE2EFERTODATAPLATEON
MACHINEFOR)NPUTVOLTAGE)-!8
INSTALLATION & OPERATION
At initial set up and at
regular intervals we
recommend checking
for gas leakage
Avoid using this
machine in the rain
www.CKWORLDWIDE.com

14
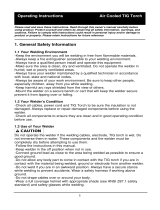
INSTALLATION SET UP FOR DC TIG WELDING
INSTALLATION SET-UP FOR DC TIG WELDING
1 6
7
8
9
2
3
4
5
4
7 6
5
2
8
9
1
3
#ONNECTTHE4)'TORCHTOTHE
TERMINAL
#ONNECTTHE'ROUND#LAMPCABLE
TOTHETERMINAL
4URNONTHEMACHINEUSINGTHE/./&&SWITCH (located
on the back of the machine).
3ELECTTHE4)'FUNCTIONWITHTHE4)'34)#+SELECTORSWITCH
3ELECT$#USINGTHE!#$#SELECTORSWITCH
#ONNECTTHE4)'TORCHCONNECTORTOTHENEGATIVETERMINAL
ANDTIGHTENIT
#ONNECTTHEGROUNDCABLECONNECTORINTOTHEPOSITIVE
TERMINALANDTIGHTENIT
#ONNECTTHEFOOTPEDALREMOTELEADINTOTHE
REMOTESOCKET
#ONNECTTHETORCHGASCONNECTORINTOTHEGAS
RECEPTACLE
#ONNECTTHEGASREGULATORTOTHECYLINDERAND
CONNECTGASLINETOTHEREGULATOR
#AREFULLYOPENTHEVALVEOFTHEGASCYLINDER
SETTHEmOWTO#&(,-.
3ET4)'34)#+SELECTOR
SWITCHTO4)'
#ONNECTTHEREGULATORTOTHE
CYLINDERCONNECTTHEGASLEAD
TOTHEREGULATOR
#AREFULLYOPENTHEVALVEOFTHEGASCYLINDER
SETTHEmOWTO#&(,-.
Valve located underneath the safety cover.
4URNTHEMACHINE/.USINGTHE
/./&&SWITCH
(located on the
back of the machine).
3ELECT$#USINGTHE
!#$#SELECTORSWITCH
)NSERTTHETORCHGASCONNECTOR
INTOTHERECEPTACLE
#ONNECTTHEFOOTPEDALLEAD
TOTHEREMOTESOCKET

15
OPERATION FOR DC TIG WELDING
!SSEMBLETHEFRONTENDTORCHPARTSUSINGTHECORRECTSIZE
ANDTYPEOFTUNGSTENELECTRODENEEDEDFORTHEJOB4HE
TUNGSTENREQUIRESASHARPENEDPOINTFOR$#WELDING
3ETTHEMAXIMUMWELDINGCURRENTAMPSTOBEUSEDWITH
THE!MPSCONTROLKNOBOBSERVINGTHEVALUESETONTHE
DIGITALDISPLAY
(OLDTHETORCHABOVETHEWORKPIECEWITHAMM
GAPBETWEENTHETUNGSTENANDWORKPIECE
$EPRESSTHEFOOTPEDALPARTIALLYTOIGNITETHEARCACROSS
THEGAPBETWEENTUNGSTENANDTHEWORKPIECE-AINTAIN
THEMMGAPBETWEENTHETUNGSTENANDTHEWORK
PIECETOMAINTAINTHEARC
4HEFOOTPEDALMAYBEDEPRESSEDMORETOINCREASE
THEWELDINGCURRENTUPTOTHEPANELPRESETVALUEON
THEDISPLAYORDEPRESSEDLESSTODECREASETHEWELDING
CURRENT
4ODISCONTINUEWELDINGSLOWLYDECREASEDEPRESSING
THEFOOTPEDAL
#ONTINUEHOLDINGTHETORCHOVERTHEENDOFTHEWELDUNTIL
THEGASSTOPSmOWING
A
B
C
D
E
F
G
(&HIGHFREQUENCYIGNITIONALLOWSTHEARCTOBESTARTEDIN4)'WELDINGWITHOUTTOUCHINGTHETUNGSTENTOTHEWORK
PIECE"YDEPRESSINGTHEFOOTPEDALTHEMACHINEWILLACTIVATETHEGASmOWANDTHE(&IGNITIONRESULTINGINTHEARC
IGNITINGACROSSTHEGAPBETWEENTHETUNGSTENELECTRODEANDTHEWORKPIECE4HEDISTANCEBETWEENTHEELECTRODE
ANDTHEWORKPIECECANBEUPTOMM4HISARCIGNITIONMETHODPREVENTSTUNGSTENINCLUSIONINTHEWORK
PIECEPROMOTESLONGERTUNGSTENLIFEANDOFFERSBETTEROPERATORCONTROLOVERSTARTINGANDSTOPPINGTHEARC
A
B
Having trouble? Please see GTAW (TIG)
troubleshooting information on pages 34 & 35
(OLDTHETORCHABOVETHE
WORKPIECEWITHA
MMGAPBETWEENTHE
TUNGSTENANDWORKPIECE
$EPRESSTHEFOOTPEDAL
PARTIALLYANDTHEARCWILL
IGNITEACROSSTHEGAP
BETWEENTHETUNGSTENAND
WORKPIECE(OLDEVEN
MMGAPBETWEENTHE
WORKPIECEANDTHETUNGSTEN
TOMAINTAINTHEARC
D E

16
HF ARC IGNITION FOR TIG WELDING
(&HIGHFREQUENCYIGNITIONALLOWSTHEARCTOBESTARTEDIN4)'TUNGSTENINERTGASWELDING
WITHOUTTOUCHINGTHETUNGSTENTOTHEWORKPIECE"YDEPRESSINGTHEFOOTPEDALTHEMACHINEWILL
ACTIVATETHEGASmOWANDINTRODUCETHE(&HIGHFREQUENCYHIGHVOLTAGESPARKTHIShIONIZESv
THEAIRGAPMAKINGITCONDUCTIVEALLOWINGANARCTOBECREATEDWITHOUTTOUCHINGTHETUNGSTEN
TOTHEWORKPIECE4HEGASMOLECULESARESUPERHEATEDBYTHEARCCREATINGASTREAMOFSUPER
HEATEDGASTHATCHANGESTHEMOLECULARSTRUCTUREPRODUCINGAPLASMASTREAM4HISPLASMA
STREAMPROVIDESHEATANDENERGYTHATALLOWSUSTOMELTANDFUSEMETALSINANINERTGASSHIELDED
ENVIRONMENTKNOWNAS4)'TUNGSTENINERTGASWELDING
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Gas
molecules
Gas flow
HF
Plasma
stream
High
current
Low
current
Power source
Argon
gas
Nozzle
DC TIG WELDING
www.CKWORLDWIDE.com
4HE$#POWERSOURCEPRODUCESWHATISKNOWNAS$#DIRECTCURRENTINWHICHTHEMAIN
ELECTRICALCOMPONENTKNOWNASELECTRONSmOWINONLYONEDIRECTIONFROMTHENEGATIVEPOLE
TERMINALTOTHEPOSITIVEPOLETERMINAL)NTHE$#ELECTRICALCIRCUITTHEREISANELECTRICAL
PRINCIPLEATWORKWHICHSHOULDALWAYSBETAKENINTOACCOUNTWHENUSINGANY$#CIRCUIT
7ITHA$#CIRCUITOFTHEENERGYHEATISALWAYSONTHEPOSITIVESIDE4HISNEEDSTOBE
UNDERSTOODBECAUSEITDETERMINESWHATTERMINALTHE4)'TORCHWILLBECONNECTEDTOTHISRULE
APPLIESTOALLTHEOTHERFORMSOF$#WELDINGASWELL
$#4)'WELDINGISAPROCESSINWHICHANARCISSTRUCKBETWEENATUNGSTENELECTRODEANDTHE
METALWORKPIECE4HEWELDAREAISSHIELDEDBYANINERTGASmOWTOPREVENTCONTAMINATIONOF
THETUNGSTENMOLTENPOOLANDWELDAREA7HENTHE4)'ARCISSTRUCKTHEINERTGASISIONIZED
ANDSUPERHEATEDCHANGINGITSMOLECULARSTRUCTUREWHICHCONVERTSITINTOAPLASMASTREAM
4HISPLASMASTREAMmOWINGBETWEENTHETUNGSTENANDTHEWORKPIECEISTHE4)'ARCANDCAN
BEASHOTASª&ª#)TISAVERYPUREANDCONCENTRATEDARCWHICHPROVIDESTHE
CONTROLLEDMELTINGOFMOSTMETALSINTOAWELDPOOL4)'WELDINGOFFERSTHEUSERTHEGREATEST
AMOUNTOFmEXIBILITYTOWELDTHEWIDESTRANGEOFMATERIALANDTHICKNESSANDTYPES$#4)'
WELDINGISALSOTHECLEANESTWELDWITHNOSPARKSORSPATTER
4HEINTENSITYOFTHEARCISPROPORTIONALTOTHECURRENTTHATmOWSFROMTHETUNGSTEN
4HEWELDERREGULATESTHEWELDINGCURRENTTOADJUSTTHEPOWEROFTHEARC4HINMATERIAL
REQUIRESALESSPOWERFULARCWITHLESSHEATTOMELTTHEMATERIALSOLESSCURRENTAMPSIS
REQUIRED4HICKERMATERIALREQUIRESAMOREPOWERFULARCWITHMOREHEATSOMORECURRENT
AMPSARENECESSARYTOMELTTHEMATERIAL

17
No pulse
High frequency
pulsing
0ULSE4)'WELDINGISWHENTHEOUTPUTCURRENTCHANGESBETWEENHIGHANDLOWCURRENT
%LECTRONICSWITHINTHEWELDINGMACHINECREATETHEPULSECYCLE7ELDINGISDONEDURINGTHE
HIGHCURRENTINTERVALREFERREDTOASPEAKCURRENT$URINGTHELOWCURRENTINTERVALREFERREDTOAS
BACKGROUNDCURRENTTHEWELDPOOLCOOLSDUETOANOVERALLLOWERHEATINPUTINTOTHEBASEMETAL
0ULSEDOUTPUTALLOWSFORCONTROLLEDHEATINGANDCOOLINGPERIODSDURINGWELDINGPROVIDINGBETTER
OPERATORCONTROLOFHEATINPUTWELDPENETRATIONANDWELDAPPEARANCE
The MT200-AC/DC has three variables within the pulse cycle:
Peak Current - Background Current - Pulse Frequency
3ETTINGANDMANIPULATIONOFTHESEVARIABLESWILLDETERMINETHENATUREOFTHEWELDCURRENTOUTPUT
ANDISATTHEDISCRETIONOFTHEOPERATOR
PEAK CURRENTISTHEMAINWELDINGCURRENTSETTOMELTTHEMATERIALBEINGWELDEDANDWORKS
THESAMEASSETTINGMAXIMUMCURRENTVALUESFORREGULAR4)'WELDING
BACKGROUND CURRENT ISTHELEVELSETTOCOOLTHEWELDPUDDLEANDLOWERTHEOVERALLHEAT
INPUT"ACKGROUNDCURRENTISAPERCENTAGEOFPEAKCURRENT!SARULEUSEENOUGHBACKGROUND
CURRENTTOREDUCETHEWELDPOOLTOABOUTHALFITSNORMALSIZEWHILESTILLKEEPINGTHEWELDPOOL
mUID!SAGUIDESTARTBYSETTINGTHEBACKGROUNDCURRENTATTOPERCENTOFPEAKCURRENT
PULSE FREQUENCYISTHECONTROLOFTHEAMOUNTOFTIMESPERSECOND(ZTHATTHEWELDING
CURRENTSWITCHESFROMPEAKCURRENTTOBACKGROUNDCURRENT$#0ULSE4)'FREQUENCYRANGESFROM
TO(ZDEPENDINGONTHEJOBAPPLICATION#ONTROLOFTHEPULSEFREQUENCY
ALSODETERMINESTHEAPPEARANCEOFTHEWELD
DC PULSE TIG WELDING
$#0ULSE4)'WELDINGALLOWSFASTERWELDINGSPEEDSWITHBETTER
CONTROLOFTHEHEATINPUTTOTHEWORKWHICHISANADVANTAGEINTHE
WELDINGOFTHINSTAINLESSANDCARBONSTEELS)TREDUCESTHEHEAT
INPUTMINIMIZINGDISTORTIONANDWARPINGOFTHEWORK4HEHIGH
PULSEFREQUENCYCAPABILITYOFTHEADVANCEDINVERTERAGITATESTHE
WELDPUDDLEANDALLOWSYOUTOMOVEQUICKLYWITHOUTTRANSFERRING
TOOMUCHHEATTOTHESURROUNDINGMETAL0ULSINGALSOCONSTRICTSAND
FOCUSESTHEARCCONEWHICHINCREASESARCSTABILITYANDPENETRATION
No pulse
High frequency
pulsing
PULSE TIG WELDING
www.CKWORLDWIDE.com
The MT200-AC/DC has
three variables within
the pulse cycle:
Peak Current
Background Current
Pulse Frequency
Peak
Background
ON
OFF
CURRENT
TIME

18
PULSE DC TIG WELDING — SET UP PARAMETERS:
4HEFOLLOWINGSTEPSAREAGUIDEFORYOUTOSETTHEMACHINEUPIN0ULSEMODE9OUCANEXPERIMENT
BYCHANGINGANYOFTHEVARIABLESTOSEEWHATEFFECTITHASOVERTHEWELD)TISSUGGESTEDTHATYOU
CHANGEONLYONEVARIABLEATATIMEANDTHENCHECKTHERESULTS)NTHISWAYYOUACQUIREABETTER
UNDERSTANDINGOFHOWEACHVARIABLEAFFECTSTHEOUTCOMEOFTHEWELD
TIME = 1 SECOND
PEAK CURRENT
BACKGROUND AMPS
/N
4IME
PULSE WIDTH
%XAMPLEOF0ULSEVS.ON0ULSE
WELDlNISH
EXAMPLE OF PULSE DC TIG WELDING
1
2
3
4
5
0REPARETHEMACHINEFOR$#4)'WELDING
3ETTHE0ULSESWITCHTO05,3%/.
3ETTHE0EAK#URRENTAT!MPS
3ETTHE"ACKGROUND!MPSAROUND
"ACKGROUND!MPSISAPERCENTOFTHE0EAK#URRENT
EGOF!MPS
3ETTHE0ULSE&REQUENCYAROUND(ZPULSES
PERSECOND
3 2
45
3ETTHE0EAK#URRENTAT!MPS 3ETTO05,3%/.
3ETTHE"ACKGROUND
!MPSAROUND
3ETTHE0ULSE&REQUENCYAROUND
(ZPULSESPERSECOND
05,3%
./.05,3%
www.CKWORLDWIDE.com

19
TIG FUSION TECHNIQUE
TIG FILLER WIRE
TECHNIQUE
TIG WELDING WITH FILLER WIRE TECHNIQUE
)TISNECESSARYINMANYSITUATIONSWITH4)'WELDINGTOADDAlLLERWIREINTOTHEWELDPOOLTOBUILD
UPWELDREINFORCEMENTANDCREATEASTRONGWELD/NCETHEARCISSTARTEDTHETUNGSTENISHELDIN
PLACEUNTILAWELDPOOLISCREATEDACIRCULARMOVEMENTOFTHETUNGSTENWILLASSISTINCREATINGA
WELDPOOLOFTHEDESIREDSIZE/NCETHEWELDPOOLISESTABLISHEDTILTTHETORCHATABOUTAªANGLE
ANDMOVESMOOTHLYANDEVENLYALONGTHEJOINT4HElLLERMETALISINTRODUCEDTOTHELEADINGEDGEOF
THEWELDPOOL4HElLLERWIREISUSUALLYHELDATABOUTAªANGLEANDFEDINTOTHELEADINGEDGE
OFTHEMOLTENPOOL4HEARCWILLMELTTHElLLERWIREINTOTHEWELDPOOLASTHETORCHISMOVED
FORWARD!DABBINGTECHNIQUECANBEUSEDTOCONTROLTHEAMOUNTOFlLLERWIREADDEDTHEWIRE
ISFEDINTOTHEMOLTENPOOLANDRETRACTEDINAREPEATINGSEQUENCEASTHETORCHISMOVEDSLOWLY
ANDEVENLYFORWARD)TISIMPORTANTDURINGTHEWELDPROCESSTOKEEPTHEMOLTENENDOFTHElLLER
WIREINSIDETHEGASSHIELDASTHISPROTECTSTHEENDOFTHElLLERWIREFROMBEINGOXIDIZEDAND
CONTAMINATINGTHEWELDPOOL
75°
15°
Form a weld pool
Travel direction
Angle torch Add TIG filler wire
Retract the filler wire Move the torch forward to
the front of the weld pool
Repeat the process
TIG WELDING FUSION TECHNIQUE
-ANUAL4)'WELDINGISOFTENCONSIDEREDTHEMOSTDIFlCULTOFALLTHEWELDINGPROCESSES"ECAUSE
THEWELDERMUSTMAINTAINASHORTARCLENGTHGREATCAREANDSKILLAREREQUIREDTOPREVENTCONTACT
BETWEENTHEELECTRODEANDTHEWORKPIECE3IMILARTO/XYGEN!CETYLENETORCHWELDING4)'WELDING
NORMALLYREQUIRESTWOHANDS4HEWELDERMANUALLYFEEDSAlLLERWIREINTOTHEWELDPOOLWITHONE
HANDWHILEMANIPULATINGTHEWELDINGTORCHINTHEOTHER(OWEVERSOMEWELDSCOMBININGTHIN
MATERIALSCANBEACCOMPLISHEDWITHOUTlLLERMETALLIKEEDGECORNERANDBUTTJOINTS4HISISKNOWN
AS&USIONWELDINGWHERETHEEDGESOFTHEMETALPIECESAREMELTEDTOGETHERUSINGONLYTHEHEAT
ANDARCFORCEGENERATEDBYTHE4)'ARC/NCETHEARCISSTARTEDTHETORCHTUNGSTENISHELDINPLACE
UNTILAWELDPOOLISCREATEDACIRCULARMOVEMENTOFTHETUNGSTENWILLASSISTINCREATINGAWELDPOOL
OFTHEDESIREDSIZE/NCETHEWELDPOOLISESTABLISHEDTILTTHETORCHATABOUTAªANGLEANDMOVE
SMOOTHLYANDEVENLYALONGTHEJOINTWHILEFUSINGTHEMATERIALSTOGETHER
75°
Form a weld pool Angle torch
Move the torch slowly and
evenly forward
TIG WELDING FUSION/FILLER WIRE TECHNIQUES
www.CKWORLDWIDE.com

20
INSTALLATION SET-UP FOR AC TIG WELDING
INSTALLATION SET UP FOR AC TIG WELDING
1 6
7
8
9
2
3
4
5
4
7 6
5
2
8
9
1
3
#ONNECTTHE4)'TORCHTOTHE
TERMINAL
#ONNECTTHE'ROUND#LAMPCABLE
TOTHETERMINAL
4URNONTHEMACHINEUSINGTHE/./&&SWITCH (located
on the back of the machine).
3ELECTTHE4)'FUNCTIONWITHTHE4)'34)#+SELECTORSWITCH
3ELECT!#USINGTHE!#$#SELECTORSWITCH
#ONNECTTHE4)'TORCHCONNECTORTOTHENEGATIVETERMINAL
ANDTIGHTENIT
#ONNECTTHEGROUNDCABLECONNECTORINTOTHEPOSITIVE
TERMINALANDTIGHTENIT
#ONNECTTHEFOOTPEDALREMOTELEADINTOTHE
REMOTESOCKET
#ONNECTTHETORCHGASCONNECTORINTOTHEGAS
RECEPTACLE
#ONNECTTHEREGULATORTOTHECYLINDERCONNECT
THEGASLEADTOTHEREGULATOR
#AREFULLYOPENTHEVALVEOFTHEGASCYLINDER
SETTHEmOWTO#&(,-.
3ET4)'34)#+SELECTOR
SWITCHTO4)'
#ONNECTTHEREGULATORTOTHE
CYLINDERCONNECTTHEGASLEAD
TOTHEREGULATOR
#AREFULLYOPENTHEVALVEOFTHEGASCYLINDER
SETTHEmOWTO#&(,-.
Valve located underneath the safety cover.
4URNTHEMACHINE/.USINGTHE
/./&&SWITCH
(located on the
back of the machine).
3ELECT!#USINGTHE
!#$#SELECTORSWITCH
)NSERTTHETORCHGASCONNECTOR
INTOTHERECEPTACLE
#ONNECTTHEFOOTPEDALLEAD
TOTHEREMOTESOCKET
/