Miller FT-1 CART Owner's manual
- Category
- Welding System
- Type
- Owner's manual
This manual is also suitable for

August
1985
FORM:
OM-1542A
OWN
ERS
MANUAL
Effective
With
Style
No.
JE-12
MODEL
GA-6OCF
Gun
AFT-100
Flux
Tank
Fr-i
Cart
ALE
COPY
RETURN
TO
FOLDER
MILLER
ELECTRIC
MFG.
CO.
718
S.
BOUNDS
ST,
P.O.
Box
1079
APPLETON,
WI
54912
USA
ADDITIONAL
COPY
PRICE
40
CENTS
IMPORTANT:
Read
and
understand
the
entire
contents
of
both
this
manual
and
the
power
source
manual
used
with
this
unit,
with
special
emphasis
on
the
safety
material
throughout
both
manuals,
before
installing,
operating,
or
maintaining
this
equipment.
This
unit
and
these
instructions
are
for
use
only
by
persons
trained
and
experienced
in
the
safe
operation
of
welding
equipment.
Do
not
allow
untrained
persons
to
install,
operate,
or
maintain
this
unit.
Contact
your
distributor
if
you
do
not
fully
understand
these
instructions.
111111E11
NWSA
CODE
NO.
4579
PRINTED
IN
U.S.A.

LIMITED
WARRANTY
EFFECTIVE:
FEBRUARY
25,
1985
This
warranty
supersedes
all
previous
MILLER
warranties
and
is
ex
clusive
with
no
other
guarantees
or
warranties
expressed
or
implied.
LIMITED
WARRANTY
-
Subject
to
the
terms
and
condi-
In
the
case
of
Millers
breach
of
warranty
or
any
other
duty
tions
hereof,
Miller
Electric
Mfg.
Co..
Appleton,
Wisconsin
with
respect
to
the
quality
of
any
goods,
the
exclusive
remedies
warrants
to
its
Distributor/Dealer
that
all
new
and
unused
therefore
shall
be,
at
Millers
option
Ii)
repair
or
(21
replacement
Equipment
furnished
by
Miller
is
free
from
defect
in
workman-
or,
where
authorized
in
writing
by
Miller
in
appropriate
cases,
(3)
ship
and
material
as
of
the
time
and
place
of
delivery
by
Miller.
the
reasonable
cost
of
repair
or
replacement
at
an
authorized
No
warranty
is
made
by
Miller
with
respect
to
engines,
trade
Miller
service
station
or
(4)
payment
of
or
credit for
the
purchase
~
accessories
or
other
items
manufactured
by
others.
Such
pnce
(less
reasonable
depreciation
based
upon
actual
use)
upon
~
engines,
trade
accessories
and
other
items
are
sold
subject
to
retum
of
the
goods
at
Customers
risk
and
expense.
MILLERs
the
warranties
of
their
respective
manufacturers,
if
any
.
All
option
of
repair
or
replacement
will
be
F.O.B.,
Factory,
at
engines
are
warranted
by
their
manufacturer
for
one
year
from
Appleton,
Wisconsin,
or
FOB.,
at
a
MILLER
authorized
service
~4
~
date
of
original
purchase,
except
Tecumseh
engines
which
facility,
therefore,
no
compensation
for
transportation
costs
of
have
a
two
year
warranty.
any
kind
will
be
allowed.
Upon
receipt
of
notice
of
apparent
defect
or
failure,
Miller
shall
instruct
the
claimant
on
the
warranty
Except
as
specified
below,
Millers
warranty
does
not
apply
claim
procedures
to
be
followed.
r,
to
components
having
normal
useful
life
of
less
than
one
(1)
year,
such
as
spot
welder
tips,
relay
and
contactor
points,
MILLERMATIC
parts
that
come
in
contact
with
the
welding
ANY
EXPRESS
WARRANTY
NOT
PROVIDED
HEREIN
AND
j,~)
wire
including
nozzles
and
nozzle
insulators
where
failure
does
ANY
IMPLIED
WARRANTY,
GUARANTY
OR
REPRESENTA-
t~
r,
not
result
from
defect
in
workmanship
or
material.
TION
AS
TO
PERFORMANCE,
AND
ANY
REMEDY
FOR
BREACH
OF
CONTRACT
WHICH,
BUT
FOR
THIS
PROVISION,
Miller
shall
be
required
to
honor
warranty
claims
on
war-
MIGHT
ARISE
BY
IMPLICATION,
OPERATION
OF
LAW,
.~
ranted
Equipment
in
the
event
of
failure
resulting
from
a
defect
CUSTOM
OF
TRADE
OR
COURSE
OF
DEALING,
INCLUDING
~
within
the
following
periods
from
the
date
of
delivery
of
Equip-
ANY
IMPLIED
WARRANTY
OF
MERCHANTABILITY
OR
OF
~
ment
to
the
original
user:
FITNESS
FOR
PARTICULAR
PURPOSE.
WITH
RESPECT
TO
ANY
AND
ALL
EQUIPMENT
FURNISHED
BY
MILLER
IS
EX
~
~:
A
de~powes
CLUDED
AND
DISCLAIMED
BY
MILLER.
3.
Allweldingguris,feeder/gunsandplasmatorches...
90daye
EXCEPT
AS
EXPRESSLY
PROVIDED
BY
MILLER
IN
4.
All
other
Millermatic
Feeders
1
year
WRITING,
MILLER
PRODUCTS
ARE
INTENDED
FOR
5.
Replacement
or
repair
parts,
exclusive
of
labor..
60
days
ULTIMATE
PURCHASE
BY
COMMERCIAL/INDUSTRIAL
6.
Batteries
6
months
USERS
AND
FOR
OPERATION
BY
PERSONS
TRAINED
AND
EXPERIENCED
IN
THE
USE
AND
MAINTENANCE
OF
?
provided
that
Miller
is
notified
in
writing
within
thirty
(30)
days
WELDING
EQUIPMENT
AND
NOT
FOR
CONSUMERS
OR
of
the
date
of
such
failure.
CONSUMER
USE.
MILLERS
WARRANTIES
DO
NOT
EXTEND
submthed
by
the
or~nal
user
withi
the
foregoing
~
MILLERS
WAR
RANTI
ES
TO,
ANY
CONSUMER.
EXTEND
~
~
j~.
~
,,!~
~
j1
~
~
~
~
.~,.,
~
j1~
~,
,r
.

ERRATA
SHEET
After
this
manual
was
printed,
refinements
in
equipment
design
occurred.
This
sheet
lists
exceptions
to
data
appearing
later
in
this
manual.
Effective
With
Style
No.
JF-38
Item
Part
Replaced
No.
No.
With
Description
Quantity
49
094
701
082
750
ADAPTER,
hose-flux
1
51
094669
082754
TUBING,5/l6IDxl/l6walIx6
1
106449
TUBING,1/2x5/8
1
106450
TUBING,1/2x2
1
BE
SURE
TO
PROVIDE
MODEL
AND
SERIAL
NUMBER
WHEN
ORDERING
REPLACEMENT
PARTS.
F
~
~QPY
~vc~
Sept.
9,
1985
FORM:
OM-1542A


SECTION
1
-
INTRODUCTION
GUN
Rating
100%
Duty
Cycle
Wire
Diameter
Capacity
Cable
And
Hose
Length
Cooling
Method
Weight
Net
Ship
600
Amperes
1/16
in.
(1.6mm)
through
3/32
in.
(2.4
mm)
10
ft.
(3.05
m)
15
ft.
(4.57
m)
Air
12
lbs.
(5.44
kg)
13
lbs.
(5.89
kg)
17
lbs.
(7.71
kg)
18
lbs.
(8.16
kg)
TAN
K
Air
Requirements
Capacity
Dimensions
Weight
Net
Ship
Pressure:
60
to
120
pounds
per
square
inch
(414
to
827
kilopascals)
100
lbs.
(45.4
kg)
Height
-
37-1/2
in.
(953
mm)
Diameter
-
16
in.
(407
mm)
107
lbs.
(48.5
kg)
124
lbs.
(56.2
kg)
Includes
3-1/4
lbs.
(1
.47
kg)
for
supplied
funnel.
CART
(Optional)
Dimensions
Weight
Net
Ship
Height
34-1 /2
in.
(876
mm)
Width
-
24-1/4
in.
(616
mm)
Length
-65
in.
(1651
mm)
91
lbs.
(41.3
kg)
98
lbs.
(44.5
kg)
Figure
1-1.
Specifications
1-1.
GENERAL
INFORMATION
AND
SAFETY
A.
General
ment.
B.
Safety
WARNING
CAUTION
WARNING
Information
presented
in
this
manual
and
on
various
labels,
tags,
and
plates
on
the
units
pertains
to
equip
ment
design,
installation,
operation,
maintenance,
and
troubleshooting
which
should
be
read,
understood,
and
followed
for
the
safe
and
effective
use
of
the
this
equip-
The
installation,
operation,
maintenance,
and
troubleshooting
of
arc
welding
equipment
requires
practices
and
procedures
which
ensure
personal
safety
and
the
safety
of
others.
Therefore,
this
equipment
is
to
be
installed,
operated,
and
maintained
only
by
qualified
persons
in
accordance
with
this
manual
and
all
ap
plicable
codes
such
as,
but
not
limited
to,
those
listed
at
CAUTION
the
end
of
Section
1
-
Safety
Rules
For
Operation
Of
Arc
Welding
Power
Source
in
the
welding
power
source
Owners
Manual.
Safety
instructions
specifically
pertaining
to
this
unit
ap
pear
throughout
this
manual
highlighted
by
the
signal
words
____________
and
___________
which
identify
different
levels
of
hazard.
____________statements
include
installation,
operating,
and
maintenance
procedures
or
practices
which
if
not
carefully
followed
could
result
in
serious
personal
injury
or
loss
of
life.
___________
statements
include
installation,
operating,
and
maintenance
procedures
or
practices
which
if
not
carefully
followed
could
result
in
minor
personal
injury
or
damage
to
this
equipment.
OM.1
542
Page
1

A
third
signal
word,
II~I~s]:If~1~Il
highlights
instruc
tions
which
need
special
emphasis
to
obtain
the
most
efficient
operation
of
this
equipment.
1-2.
RECEIVING-HANDLING
-
Prior
to
installing
this
equipment,
clean
all
packing
material
from
around
the
unit
and
carefully
inspect
for
any
damage
that
may
have
occurred
during
shipment.
Any
claims
for
loss
or
damage
that
may
have
occurred
in
transit
must
be
filed
by
the
purchaser
with
the
carrier.
A
copy
of
the
bill
of
lading
will
be
furnished
by
the
manufacturer
on
re
quest
if
occasion
to
file
claim
arises.
When
requesting
information
concerning
this
equip
ment,
it
is
essential
that
Model
Description
and
Style
Number
of
the
equipment
be
supplied.
1-3.
DESCRIPTION
-
The
pressurized
flux
delivery
system
is
designed
for
use
with
the
semiautomatic
Submerged
Arc
Welding
(SAW)
process
and
includes
two
pieces
of
equipment:
A
GA-6OCF
gun
and
an
AFT-i
00
flux
tank.
An
optional
FT-i
cart
is
available
to
make
the
system
portable.
A
wire
feeder
and
constant
potential
welding
power
source
are
required
to
com
plete
the
package.
The
alpha-numeric
designations
of
the
components
are
explained
as
follows:
Gun
Air-Cooled
Ampere
Rating:
600
Amperes
Curved
Head
Tube
Flux
(For
Flux
Use)
The
gun
is
equipped
with
a
trigger
lock
for
operator
comfort
during
long
welds.
The
gun
trigger
is
dual
pur
pose
-
it
controls
flux
flow
and
energizes
the
wire
feeder.
Tank
AFT-100
=
Air-Operated
Flux
Tank
With
100
lbs.
(45.4
kg)
Flux
Capacity
Cart
(Optional)
FT-i
=
Flux
Tank
Model
1
Cart
SECTION
2
-
INSTALLATION
2-1.
CART
ASSEMBLY
AND
COMPONENT
IN
STALLATION
(Figure
2-1)
-
Assemble
cart,
if
ap
plicable,
as
shown
in
Figure
2-1.
Be
sure
all
bolts,
nuts,
etc.,
are
tightened
securely.
Install
flux
tank
onto
cart,
if
applicable,
as
shown
in
Figure
2-i.
Tighten
all
mounting
hardware
securely.
If
applicable,
install
wire
feeder
onto
cart
as
shown
in
Figure
2-i.
Tighten
bolts
securely.
the
unit
can
be
lifted
with
a
hoist
or
overhead
crane
us
ing
the
provided
lifting
bail
on
cart
(see
Figure
2-1).
CAUTION
_________
IMPROPER
LIFTING
OF
EQUIPMENT
can
result
in
personal
injury
and
equipment
damage.
Use
equipment
of
adequate
capacity
to
lift
the
unit.
Lifting
eyes
are
provided
on
the
sides
of
the
tank
for
handling
purposes
when
the
tank
is
not
installed
on
a
TC-084
388-A
Gun
G=
A=
60
=
C=
F=
Once
the
cart
is
assembled
and
components
installed,
cart.
Figure
2-1.
Assembly
And
Installation
OM-1542
Page
2

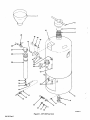
2-2.
FLUX
TANK
CONNECTIONS
AND
INFORMA
To
Add
Flux
TION
(Figure
2-2)
~
Cover;
Remove
Air
Hose
Fitting
Air
Valve
Air
Pres8ure
Regulator
Air
Dryer
With
Bleeder
Line
Gun
Flux
Hoae
Air
Pressure
Fitting
Safety
Valve
Ret:
TC~84
388-A
With
Bleeder
Handle
Flux
Drain
Cover
Figure
2-2.
Flux
Tank
Component
Identifications
Connect
gun
flux
hose
to
tank
fitting,
and
secure
with
To
bleed
air
pressure
from
tank,
pull
out
and
hold
safety
supplied
hose
clamp
(see
Figures
2-2
and
2-3).
valve
bleeder
handle
(see
Figure
2-2).
Connect
air
supply
to
air
hose
fitting
(see
Figure
2-2).
To
add
flux,
proceed
as
follows:
This
fitting
will
accept
standard
air
hose
connectors.
1.
Close
air
valve,
bleed
pressure
from
tank,
and
For
normal
welding
conditions,
open
air
valve
and
ad-
disconnect
air
supply.
just
the
regulator
for
30
pounds
per
square
inch
(207
kilopascals)
of
air
pressure.
If
necessary,
readjust
air
2.
Remove
cover
from
tank
slowly.
(A
screen
is
pressure
for
different
welding
conditions.
If
the
flux
is
provided
inside
the
tank
and
must
remain
in
pushed
up
and
over
a
boom,
or
the
hoses
are
extended,
place.)
the
pressure
will
also
have
to
be
increased.
~NARNlNG
and
skin.
Do
not
allow
flux
flow
to
stop
while
welding.
Do
not
use
wet
or
damp
flux.
Do
not
restrict
flux
feed
hose.
Ensure
continuous
air
supply
to
flux
system.
Keep
foreign
material
out
of
flux
system.
Use
reclaimed
flux
only
which
has
been
sifted
through
.062
inch
(1.57
mm)
mesh.
Do
not
allow
flux
flow
to
stop
while
welding
to
avoid
be
ing
exposed
to
a
bare
arc.
The
arc
must
be
covered
at
all
times
to
prevent
arc
flashing.
EXPOSED
ARC
RAYS
can
burn
eyes
3.
Place
supplied
funnel
into
tank
opening,
and
pour
in
flux.
Prescreen
reclaimed
flux
through
.062
inch
(1
.57
mm)
mesh
before
adding
to
tank.
4.
Remove
funnel
and
reinstall
cover
tightly
onto
tank.
5.
Reconnect
air
supply
and
open
air
valve.
To
change
to
a
different
flux,
proceed
as
follows:
1.
Close
air
valve,
bleed
pressure
from
tank,
and
FLYING
FLUX
PARTICLES
can
punc-
disconnect
air
supply.
2.
Remove
bottom
tank
cover
(see
Figure
2-2),
and
drain
existing
flux
into
an
appropriate
container.
3.
Reinstall
bottom
tank
cover
tightely.
4.
Add
desired
flux
to
tank
according
to
the
preceeding
instructions.
OM-1542Page3
ture
eyes
and
skin.
Wear
proper
eye,
hand.
and
body
protection.
Close
air
line
valve
and
bleed
pressure
from
tank
before
disconnecting
air
supply
or
opening
top
or
bottom
cover(s).
After
connecting
air
supply,
open
air
line
valve
to
energize
tank.
Consult
the
flux
manufacturer
for
the
proper
ratio
of
new
to
recycled
flux.
WARNING
IMPORTANT:

2-3.
GUN/WIRE
FEEDER
CONNECTIONS
(Figure
2-1)
IMPORTANT
______________
If
an
optional
gun/feeder
adapter
kit
is
to
be
used,
make
gun/feeder
connections
according
to
the
instructions
furnished
with
the
kit.
A.
Gun/Feeder
Connector
Installation
Loosen
the
gun/feeder
connector
securing
knob
on
wire
feeder
drive
housing
(see
wire
feeder
Owners
Manual
for
location).
Insert
the
gun/feeder
connector
into
opening
in
housing
(see
Figure
2-1).
IMPORTANT
Whenever
the
electrode
wire
size
is
changed,
blow
out
both
the
monocoil
finer
and
monocoil
casing
with
compressed
air.
1.
Remove
the
nozzle
and
extension
if
applicable.
2.
Cut
off
any
portion
of
the
electrode
wire
which
extends
beyond
the
end
of
the
contact
tube.
3.
Remove
the
contact
tube.
4.
Retract
remaining
electrode
wire
onto
wire
spool.
Install
connector
so
that
outlet
wire
guide
is
as
close
to
drive
rolls
as
possible
without
touching.
5.
Install
the
appropriate
contact
tube.
6.
Reinstall
the
nozzle
and
extension
if
applicable.
WARNING
Tighten
the
gun/feeder
connector
securing
knob.
B.
Gun
Trigger
Connections
Locate
TRIGGER
receptacle
on
wire
feeder
control.
Connect
gun
trigger
plug
to
this
receptacle
and
secure.
2-4.
GUN
TRIGGER
OPERATION
-
The
gun
trigger
has
two
standard
features:
a
locking
device,
and
control
of
both
flux
flow
and
wire
feeder.
The
locking
device
allows
the
trigger
to
be
held
fully
depressed
providing
operator
comfort
on
long
or
sus
tained
welds.
The
control
of
flux
flow
and
wire
feeder
is
obtained
by
depressing
the
trigger.
Up
to
approximately
2/3
depres
sion
will
allow
partial
flux
flow
only
without
energizing
the
wire
feeder.
Full
depression
gives
full
flux
flow
and
energizes
wire
feeder.
__________
FLYING
FLUX
PARTICLES
can
punc
ture
eyes
and
skin;
WELDING
WIRE
can
cause
puncture
wounds.
Do
not
point
gun
toward
any
part
of
the
body
or
other
personnel.
Do
not
depress
gun
trigger
until
ready
to
begin
welding.
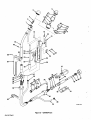
2-5.
CHANGING
WIRE
SIZE
(Figure
2-3)
-
To
change
the
size
of
the
electrode
wire,
the
only
gun
part
necessary
to
change
is
the
contact
tube.
It
may
be
necessary
to
change
the
wire
feeder
inlet
wire
guide
-see
wire
feeder
Owners
Manual
for
information.
I~:~II~Ic~
ELECTRIC
SHOCK
can
kill;
FLYING
FLUX
PARTICLES
can
puncture
eyes
and
skin;
WELDING
WIRE
can
cause
puncture
wounds.
Do
not
touch
five
electrical
parts.
Shut
down
we/ding
power
source
and
wire
feeder
and
be
sure
they
cannot
be
accidentally
energized
before
working
on
gun
components.
Close
air
valve,
bleed
pressure
from
tank,
and
disconnect
air
supply.
Do
not
point
gun
toward
any
part
of
the
body
or
other
personnel.
7.
Make
necessary
changes
to
wire
feeder
to
ac
comodate
new
wire
size.
8.
Thread
new
size
electrode
wire
(see
wire
feeder
Owners
Manual).
9.
Reconnect
air
supply
to
flux
tank.
10.
Resume
operation.
TC-084
443
Moriocoil
Liner
Extension
(Optional)
Contact
Tuba
Outlet
Wire
Guide
Monocoll
Liner
Monocoil
Liner
Setscrew
Gun
Trigger
Flux
Hose
Figure
2-3.
Gun
Components
OM-1542
Page
4

2-6.
CHANGING
CONTACT
TUBE
(Figure
2-3)
1.
Remove
the
nozzle
and
extension
if
applicable.
WARNING
__________
ELECTRIC
SHOCK
can
kill;
FLYING
FLUX
PARTICLES
can
puncture
eyes
and
skin;
WELDING
WIRE
can
cause
puncture
wounds.
Do
not
touch
live
electrical
parts.
Shut
down
welding
power
source
and
wire
feeder
and
be
sure
they
cannot
be
accidentally
energized
before
working
on
gun
components.
Close
air
valve,
bleed
pressure
from
tank,
and
disconnect
air
supply.
Do
not
point
gun
toward
any
part
of
the
body
or
other
personnel.
2.
Cut
off
any
portion
of
the
electrode
wire
which
extends
beyond
the
end
of
the
contact
tube.
3.
Remove
the
contact
tube.
4.
Install
new
contact
tube.
5.
Reinstall
the
nozzle
and
extension
if
applicable.
6.
Resume
operation.
SECTION
3
-
SEQUENCE
OF
OPERATION
WARNING
EXPOSED
ARC
RAYS
can
burn
eyes
and
skin.
Do
not
allow
flux
flow
to
stop
while
welding.
Do
not
use
wet
or
damp
flux.
Do
not
restrict
flux
feed
hose.
Ensure
continuous
air
supply
to
flux
system.
Keep
foreign
material
out
of
flux
system.
Use
reclaimed
flux
only
which
has
been
sifted
through
.062
inch
(1.57
mm)
mesh.
Do
not
allow
flux
flow
to
stop
while
welding
to
avoid
be
ing
exposed
to
a
bare
arc.
The
arc
must
be
covered
at
all
times
to
prevent
arc
flashing.
ITAY1~t1~lIk~IC~
ELECTRIC
SHOCK
can
kill;
FLYING
FLUX
PARTICLES
can
puncture
eyes
and
skin.
Do
not
touch
live
electrical
parts.
Do
not
energize
welding
power
source
or
wire
feeder
until
instructed
to
do
so.
Do
not
touch
welding
wire
or
any
metal
part
in
contact
with
it
while
welding.
Wear
proper
eye,
hand;
and
body
protection
when
welding.
Welding
wire
and
all
metal
parts
in
contact
with
it
carry
weld
current
when
the
gun
trigger
is
depressed
and
the
welding
power
source
contactor
is
energized.
See
Sec
tion
1
-
Safety
Rules
For
Operation
Of
Arc
Welding
Power
Source
in
welding
power
source
Owners
Manual
for
basic
welding
safety
information.
1.
Assemble,
install,
and
connect
components
as
applicable
as
instructed
in
Section
2.
2.
Fill
tank with
flux
as
instructed
in
Section
2-2.
WARNING
FLYING
FLUX
PARTICLES
can
punc
ture
eyes
and
skin.
Wear
proper
eye,
hand;
and
body
protection.
Close
air
line
valve
and
bleed
pressure
from
tank
before
disconnecting
air
supply
or
opening
top
or
bottom
cover(s).
After
connecting
air
supply,
open
air
line
valve
to
energize
tank.
3.
Connect
air
supply
to
tank,
open
air
valve,
and
adjust
pressure
as
instructed
in
Section
2-2.
4.
Make
connections
to
welding
power
source
as
instructed
in
power
source
and
wire
feeder
Owners
Manuals.
5.
Begin
welding.
3-2.
SHUTFING
DOWN
1.
Turn
off
all
equipment.
2.
Close
air
valve,
bleed
pressure
from
tank,
and
disconnect
air
supply
as
instructed
in
Section
2-2.
SECTION
4
-
MAINTENANCE
Periodically
inspect
the
labels
on
this
unit
for
legibility.
All
labels
must
be
maintained
in
a
clearly
readable
state
and
replaced
when
necessary.
See
the
Parts
List
for
part
number
of
labels.
4-1.
GUN
INSPECTION
AND
UPKEEP
WARNING
_________
ELECTRIC
SHOCK
can
kill;
FLYING
FLUX
PARTICLES
can
puncture
eyes
and
skin;
WELDING
WIRE
can
cause
puncture
wounds.
Do
not
touch
live
electrical
parts.
Shut
down
welding
power
source
and
wire
feeder
and
be
sure
they
cannot
be
accidentally
energized
before
inspecting
or
servicing
gun.
Close
air
valve,
bleed
pressure
from
tan/c
and
disconnect
air
supply.
Usage
and
shop
conditions
will
determine
frequency
and
type
of
maintenance
required.
1.
Inspect
gun
for
broken
areas,
cracks
and
loose
parts;
tighten,
repair
and
replace
as
required.
2.
Carefully
remove
any
weld
spatter
or
foreign
matter
which
may
accumulate
around
the
nozzle
orifice
and
inside
nozzle.
3.
Repair
or
replace
as
required
all
hose
and
cables;
give
particular
attention
to
frayed
and
cracked
in
sulation
and
areas
where
it
enters
equipment.
4.
Remove
grease
and
grime
from
components;
moisture
from
electrical
parts
and
cables.
3-1.
SUBMERGED
ARC
WELDING
IMPORTANT
OM-1
542
Page
5

5.
Blow
out
the
casing
with
compressed
air
when
1.
Cut
off
any
portion
of
the
electrode
wire
which
changing
wire.
This
removes
any
loose
metal
extends
beyond
the
end
of
the
nozzle.
chips
and
dirt
that
may
have
accumulated.
2.
Retract
remaining
electrode
wire
onto
wire
4-2.
FLUX
SYSTEM
spool.
Flux
is
very
abrasive
and
has
a
wear
ing
and
clogging
effect
on
all
parts
and
pieces
exposed
to
it.
Good
maintenance
is
essential
for
proper
opera
tion.
Periodically,
depending
on
usage
and
conditions,
check
flux
hose
and
tank
for
secure
connections.
Be
sure
hose
is
securely
installed
onto
tank
and
gun
fittings
and
that
clamps
are
tight.
Be
sure
all
component
mounting
bolts
are
tight.
Using
a
soft
brush
or
cloth,
clean
dirt
and
flux
particles
off
all
components.
Check
hose
and
air
lines
for
damage
or
leaks.
Repair
or
replace
defective
com
ponents
as
necessary.
Periodically
examine
flux
screen
inside
tank
and
clean
out
large
particles
if
necessary.
4-3.
CHANGING
MONOCOIL
LINER
(Figure
2-3)
ITi!i~:hIl~Ie~
ELECTRIC
SHOCK
can
kill;
FLYING
FLUX
PARTICLES
can
puncture
eyes
and
skin;
WELDING
WIRE
can
cause
puncture
wounds.
Do
not
touch
live
electrical
parts.
Shut
down
we/ding
power
source
and
wire
feeder
and
be
sure
they
cannot
be
accidentally
energized
before
working
on
gun
components.
Close
air
valve,
bleed
pressure
from
tank,
and
disconnect
air
supply.
Do
not
point
gun
toward
any
part
of
the
body
or
other
personnel.
3.
Disconnect
gun
from
wire
feeder
and
lay
gun
out
flat
(no
coils
in
cable/conduit).
4.
Remove
outlet
wire
guide
from
gun/feeder
con
nector.
5.
Loosen
setscrew
in
gun
handle
and
large
setscrew
in
gun/feeder
connector
(see
Figure
2-3).
6.
Pull
out
monocoil
liner
from
gun/feeder
connec
tor
end
of
casing.
7.
Insert
new
liner
fully
into
casing
and
tighten
both
setscrews
to
hold
liner
in
place.
~
OVERTIGHTENING
MONOCOIL
LINER
SETSCREWS
will
damage
liner.
Do
not
overtighten
setscrews.
8.
Reinstall
outlet
wire
guide
into
gun/feeder
con
nector.
9.
Cut
off
new
liner
so
that
it
sticks
out
approx
imately
1/8
in.
(3.2
mm)
from
wire
guide.
10.
Reconnect
gun
to
wire
feeder.
11.
Thread
electrode
wire
through
gun
(see
wire
feeder
Owners
Manual).
12.
Reconnect
air
supply
to
flux
tank.
13.
Resume
operation.
IMPORTANT
IMPORTANT
Whenever
the
monocoil
liner,
is
changed,
blow
out
both
the
monocoil
finer
and
monocoil
casing
with
compressed
air.
OM-1
542
Page
6

August
1985
FORM:
OM-1542A
PARTS
LIST
Effective
With
Style
No.
JE-12

CD
U)
N
CD
0
I-.
I.
N
t
U
K
4
0
N
a,
I1~
/
/
U
OM-1
542
Page
1

Item
No.
Figure
A
Gun,
Flux
Tank
&
Cart
1
601
956
2
032
524
3
602 250
4
605
755
5
082
643
6
601
965
7
602213
8
601
872
9
Figure
B
10
601
948
11
602211
12
082646
13
082637
14
604631
15
082636
16
602207
17
601
865
18 601
957
19
027
376
20
602216
21
601
879
22
082
644
23
604
423
24
Figure
C
BE
SURE
TO
PROVIDE
MODEL
AND
SERIAL
NUMBER
WHEN
ORDERING
REPLACEMENT
PARTS.
4
2
2
4
4
7
7
2
2
4
4
2
2
2
2
Part
No.
Description
Quantity
SCREW,cap-hexhdl/4-20x1-1/4
PIN,
cotter3/16x1-1/2
WASHER,
flat
SAE
-
3/4
WHEEL,
rubber
10
OD
x
2-3/4
x
3/4
bore
BRACKET,
lifting
-
cart
SCREW,
cap
-
hex
hd
3/8-16
x
1
WASHER,
lock-split
3/8
NUT,
hex-full
3/8-16
FLUX
TANK,
AFT-i 00
(Pg
4)
SCREW,
cap-hex
hd5/16-18x1
WASHER,
lock-split
5/16
BASE
AXLE
SCREW,
cap-hex
hdi/4-20x1
BRACE,
handle
WASHER,
lock
-
split
1/4
NUT,
hex
full
1/4-20
SCREW,
cap
-
hex
hd
1/4-20
x
1-1/2
CASTER,
swivel
5
inch
WASHER,
lock
-
split
1/2
NUT,
hex-fulIl/2-13
HANDLE
GRIP,
handle
GA-6OCF
Gun
(Pg
6)
OM-1542
Page
2

0
01
II
(0
C
-
0
I
-I
C)
8
t0
-J
C)
3
0
(0
-4
C~)
F..)

Item
Part
No.
No.
Description
Quantity
Figure
B
AFT-100
Flux
Tank
1
083757
1
2
082544
1
602
178
1
3
082540
1
4
082622
1
5
083485
1
6
082546
1
7605106
1
8
082613
1
9071270
1
10
082621
4ft
11
082589
1
12
010678
1
13
082 579
1
14
082536
1
15
082587
1
16
082
537
1
17
082586
1
18
602934
3
19
602920
3
20
601
117
3
21
082
593
1
084
640
1
22
082
578
1
23
082
588
1
24
082
541
1
25
082
538
1
26
082
577
1
27
082
594
1
28
073 524
1
29
602
902
1
30
082614
1
31
084
939
1
602
085
2
601
925
2
602
200
2
602
207
2
601
860
2
FUNNEL
CAP,
tank
-
flux
(consisting
of)
SCREW,
set
socket
hd
1/4-20
x
3/8
SEAL,
cap-tank
STRAINER,
tank
-
flux
TANK
FITTING,
Y-45
deg
tank
bottom
FITTING,
pipe
-
cap
2
NPT
FITTING,
w/screen
FITTING,
pipe
-
tee
st
L
1/4
NPT
TUBING,
copper
1/4
00
x
0.030
waIl
(order
by
ft)
FITTING,
brass
-
cOmpression
connector
M
1/4
TBG
x
1/4
NPT
FITTING,
pipe
-
brass
elbow
St
1/4
NPT
L
VALVE,
relief
-
pressure
75
PSi
G
1/4
NPTF
VENT,
air
-
filter
FITTING,
brass
-
compression
union
1/2
TBG
TUBE,
filter
-
final
FITTING,
brass
-
compression
elbow
F
1/2
TBG
x
1/4
FITTING,
pipe
-
coupling
1/4
NPT
FITTING,
pipe
-
nipple
L
1/4
NPT
x
2
CLIP,
jiffy
-
tubing
1/2
inch
REGULATOR,
pressure
-
air
KIT,
repair
-
regulator
GAUGE,
pressure-air
0.60
+
0-4
PS1G
FITTING,
brass
-
compression
elbow
F
1/4
TBG
x
1/4
BRACKET,
mtg
-
components
CANNISTER,
filter
0-RING,
2-1/8
ID
x
2-5/16
OD
x
3/32
FILTER,
air
-5
oz
1/4
NPT
FITTING,
pipe
-
brass
quick
disconnect
M
1/4
NPT
FITTING,
pipe
-
valve
2
way
1/4
FPT
x
1/4
NP
VALVE,
check
1
PSIG
1/4
MNPT
both
ends
LABEL,
warning
-
flux
particles,
etc
Attaching
Hardware
SCREW,
round
-
hd
8-32
x
3/4
SCREW,
cap
-
hex
hd
1/4-20
x
1/2
WASHER,
lock
-
split
No.
8
WASHER,
lock
-
split
1/4
NUT,
hex
8-32
BE
SURE
TO
PROVIDE
MODEL
AND
SERIAL
NUMBER
WHEN
ORDERING
REPLACEMENT
PARTS.
OM-1542
Page
4

5,
39,
37
36
44
1
2.
3
21
Figure
C
-
GA-6OCF
Gun
41
TC-084
444-0
OM-1
542
PageS

Item
Part
No.
No.
Description
Quantity
Figure
C
GA-6OCF
Gun
1
082741
1
2
052098
1
3
009709
1
3
052055
1
4
082298
1
5
t082
297
1
6
t083
697
1
7
000425
2
8
083610
1
9
094703
1
10
094705
1
11
094698
1
12
t082
322
1
13
094698
1
14
094704
1
15
094702
1
16
082312
1
17
000425
2
18
082782
1
19
059290
1
20
082 870
1
21
082
745
1
22 084 463
2
23
602
196
2
24
082
858
1
25
082
856
1
26
084
465
1
27
084
464
2
28
023 562
2
29
049 872
1
30
079
878
1
31
079
535
4
32
048
834
1
33
604
525
2
ft
34
081
909
2
35
082
796
1
35
082
797
1
36
004
732
2
37
004 733
2
38
082
757
1
39
004
731
1
40
078 892
1
41
091
602
1
42
049312
3
43
095015
1
44
094
554
1
44
094
555
1
45 082
749
1
46
602
173
2
47
605
422
15
ft
47
605
422
20
ft
48
073
476
12
49
094701
1
50
082861
1
51
094699
1
52
082
747
1
ADAPTER,
nozzle
SCREW,
set
-
hollow
lock
3/8-16
x
3/16
(included
with
head
tube)
TUBE,
contact
1/16
wire
TUBE,
contact
5/64
wire
NOZZLE,
screw
type
3/4
orifice
x
1-3/8
NOZZLE,
screw
type
5/8
orifice
x
1-3/8
EXTENSION,
nozzle
(consisting
of)
SCREW,
4-40
x
3/8
flat
head
EXTENSION,
nozzle
GUIDE,
wire
INSERT,
nozzle-extension
RING,
retaining
~/8
shaft
EXTENSION,
nozzle
(consisting
of)
RING,
retaining
3/8
shaft
INSERT,
nozzle-extension
GUIDE,
wire
EXTENSION,
nozzle
SCREW,
flat-hd
4-40
x
3/8
RIVET,
round
hd
5/32
dia
x
7/8
NUT,
speed
-
push
on
0.320
ID
x7/16
OD
SPRING,
compression
0.22
OD
x
3/4
inches
TRIGGER,
gun
SCREW,
pan
-
hd
4-40
x
9/16
WASHER,
lock
-
internal
tooth
No.
4
LOCK,
trigger
HANDLE,
gun
-
bottom
SWITCH
TUBING,
No.
7
x
2
inches
long
CLAMP,
hose
5/16-7/8
dia
CORD,
power
(consisting
of)
HOUSING
PLUG
&
PINS
(consisting
of)
TERMINAL,
male
CLAMP,
cable
CORD,
No.
18
2/c
(order
by
ft)
SPLICE,
20-16
wire
-
insulated
CABLE/CONDUIT,
lOft.
(consisting
of)
CABLE/CONDUIT,
15
ft.
(consisting
of)
CLAMP,
cable
conduit
CLAMP,
cable
conduit
ADAPTER,
gun/feeder
ADAPTER,
head
tube/power
cable
SCREW,
set
-
socket
hd
3/8-16
x
3/8
STRAIN
RELIEF
RING,
locking
-
handle
GUIDE,
wire
-
outlet
1/16-5/64
wire
MONOCOIL
MONOCOIL
SLEEVE,
centering
-
monocoil
SCREW,
set
-
socket
hd
10-32
x
1/4
HOSE,
No.
1
x
3/8
ID
(order
by
ft)
HOSE,
No.
1
x
3/8
ID
(order
by
ft)
CLAMP,
strap
3/8
x
4-5/8
ADAPTER,
hose
-
flux
INSULATOR,
terminal
-
switch
TUBING,5/l6IDxl/l6wallx4
GUARD,
switch
OM-1542
Page
6

Item
Part
No. No.
Description
Quantity
Figure
C
GA-6OCF
Gun
(Contd)
53
082 746
CLIP,
wire
-
trigger
1
54
082
748
HANDLE,
gun
-
top
1
55
052
884
SCREW,
set
-
socket
hd
10-32
x
1/4
2
56
082781
SCREW,set-sockethd5/16-18x3/8
1
57
082
743
TUBE,
head
(includes
item
2)
1
t085
277
ADAPTER,
gun/feeder
(LN-7,
8
&
9)
(consisting
of)
1
085
697
.
ADAPTER,
gun/feeder
1
048
713
.CLAMP,
power
1
t084
172
ADAPTER,
gun/feeder
(Hobart
27)
(consisting
of)
1
O84
358
.
ADAPTER,
gun/feeder
1
084
355
.
ADAPTER,
cord-power
1
602
177
.
SCREW,
set-socket
hd
1/4-20
x
1/4
1
tOptional
Parts.
BE
SURE
TO
PROVIDE
MODEL
AND
STYLE
NUMBER
WHEN
ORDERING
REPLACEMENT
PARTS.
OM-1542Page7


-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















Miller FT-1 CART Owner's manual
- Category
- Welding System
- Type
- Owner's manual
- This manual is also suitable for
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
Other documents
-
 T & S Brass & Bronze Works B-0452 Datasheet
T & S Brass & Bronze Works B-0452 Datasheet
-
Miller Electric M-25 User manual
-
ESAB A6 TPC 75 User manual
-
 OMNIPURE OMNIPURE-CL10ROT33-B Installation guide
OMNIPURE OMNIPURE-CL10ROT33-B Installation guide
-
ESAB Adaptors for Attaching 'Linde' Torch Conduits to Competitive Wire Feeders Installation guide
-
Burnham Bypass & Shot Feed Systems User manual
-
 Ampgard 25L4 Installation Instructions Manual
Ampgard 25L4 Installation Instructions Manual
-
HANYOUNG NUX T series Owner's manual


