AUTO
ARCS
June
1996
Form:
OM-151
015C
Effective
With
Serial
No.
KG171
523
OWNERS
MANUAL
Read
and
follow
these
instructions
and
all
safety
blocks
carefully.
Have
only
trained
and
qualified
persons
install,
operate,
or
service
this
unit.
Call
your
distributor
if
you
do
not
understand
the
directions.
U
Give
this
manual
to
the
operator.
6i~
1I~fl
For
help,
call
your
distributor,
MILLER
Electric
Mfg.
Co.,
P.O.
Box
Appleton,
WI
54912
414-734-9821
or:
1079,
Auto
Arcfi
120
CV/DC
Welding
Power
Source/Wire
Feeder
For
GMAW
And
FCAW
Welding
90
Amperes,
18
Volts
At
20%
Duty
Cycle
Usable
Range
Of
30
To
130
Amperes
Uses
115
Volts
AC,
Single-Phase
Input
Power
Overheating,
Short
Circuit,
And
Motor
Overload
Protection
Includes
Gun,
Welding
Wire,
Gas
Valve,
And
Instructional
Video
auto_arv
7/93
ST-149
330
PRINTED
IN
USA

I
tax
I
J
LIMITED
WARRANTY
Effective
February
7,
1996
(Equipment
with
a
serial
number
preface
of
lCD
or
newer)
This
limited
werrenty
supersedes
elI
previous
menufecturers
werrenties
end
is
exclusive
with
no
other
guerentees
or
werrenties
expressed
or
implied.
LIMITED
WARRANTY
Subject
to
the
terms
end
conditions
below,
werrentx
to
its
originel
reteil
purcheser
thet
new
equipment
sold
eher
the
effective
dete
of
this
lim
ited
wenenty
is
free
of
defects
in
metedel
end
wortmenship
et
the
time
it
is
shipped
from
tectory.
THIS
WARRANTY
IS
EXPRESSLY
IN
LIEU
OF
ALL
OTHER
WAR
RANTIES,
EXPRESS
OR
IMPLIED,
INCLUDING
THE
WARRANTIES
OF
MER
CHANTABILITY
AND
FIThESS.
Within
the
werrenty
periods
listed
below,
menufecturerwill
mpeiror
replece
eny
wer
rented
pens
orcomponents
thet
feit
due
to
such
defects
in
meteriel
orworkmenehip.
Menufecturer
must
be
notified
in
writing
within
thirty
(30)
deye
of
such
defect
or
feil
urn,
et
which
time
menufecturer
will
provide
instructions
on
the
werrenty
cleim
pro
cedures
to
be
followed.
Menufecturer
shell
honor
werrenty
cleime
on
werrsnted
equipment
listed
below
in
the
event
of
such
e
feilure
within
the
werrentytime
periods.
Alt
werrenty
time
periods
stert
on
the
dete
thet
the
equipment
wee
delivered
to
the
originel
reteil
purcheser,
or
one
yeer
efter
the
equipment
ie
sent
to
e
North
Americen
distributor
or
eighteen
months
efter
the
equipment
ix
sent
to
en
Intemetionel
distributor.
1.
SYeers
Perte3Veers
Lebor
*
Odginel
mein
power
rectifiers
*
Inverters
(input
end
output
rectifiers
ontly)
2.
3
Veers
Pens
end
Labor
Trsnsfornier/Rectifier
Power
Sources
Plesme
Arc
Cutting
Power
Sources
*
Semi-Autometic
end
Autometic
Wire
Feeders
Invener
Power
Supplies
*
Intellitig
*
Robots
(1
yeer
lebor)
3.
2
Veers
Pens
end
Labor
Engine
Driven
Welding
Generstors
(NOTE:
Engines
ere
werrsnted
seperstely
by
the
engine
menufecturer.)
*
Air
Compressors
4.
1
Veer
Pens
end
Labor
*
Motor
Driven
Guns
*
Process
Controllers
IHPS
Power
Sources
*
Weter
Coolent
Systems
*
HF
Unite
*
Grids
*
Spot
Welders
*
Loed Benks
*
SDX
Trsnsforniers
*
Running
Geer/Treilers
*
Plesme
Cutting
Torches
(except
APT,
ZIPCUT
&
PLAZCUT
Models)
*
Tecumseh
Engines
*
Deutz
Engines
(outside
North
Americe)
Pield
Options
(NOTE:
Field
options
em
covered
under
the
limited
werrenty
for
the
rs
meining
werrsnty
period
of
the
product
they
ere
inetelled
in,
orfor
e
mini
mum
of
one
yeer
whichever
is
greeter.)
5.
6
Months
BeBeries
6.
90
Deys
Pens
end
Labor
a]
MIG
Guns/tiG
Torches
*
APT,
ZIPCUT
&
PLAZCUT
Model
Plesme
Cutting
Torches
Remote
Controls
*
Accessory
Kits
*
Reptecement
Pens
Umited
Werrsnty
shell
not
epply
to:
1.
Itemsfumished
by
menufectumr,
but
menufectured
by
others,
such
es
engines
ortrsde
ecceesories.
These
items
em
covered
bythe
menufecturerswerrenty,
if
eny.
2.
Consumeble
components;
such
ee
contect
tips,
cutting
nozzles,
contectors
end
releys
or
pens
thet
feil
due
to
normel
weer.
3.
Equipment
thet
hex
been
modified
by
eny
petty
other
then
menufecturer,
or
equipment
thet
hex
been
improperiy
instelled,
improperiy
opereted
or
misused
besed
upon
industry
st~nderde,
or
equipment
which
hee
not
hed
mesoneble
end
necessery
meintenence,
orequipment
which
hex
been
used
for
operetion
outside
of
the
epecificetione
for
the
equipment.
MANUFACTURERS
PRODUCTS
ARE
INTENDED
FOR
PURCHASE
AND
USE
BY
COMMERCIAL/INDUSTRIAL
USERS
AND
PERSONS
TRAINED
AND
EXPE
RIENCED
IN
ThE
USE
AND
MAINTENANCE
OF
WELDING
EQUIPMENt
In
the
event
of
e
werrenty
cleim
covered
by
this
werrenty,
the exclusive
remedies
shell
be,
et
menufectumrs
option:
(1)
mpei~
or(2)
replecement;
or,
where
euthorized
in
writing
by
menufecturer
in
eppropriete
cesee,
(3)
the
reesoneble
cost
of
repeir
or
replecement
et
en
euthorized
service
stetion;
or
(4)
peyment
of
or
credit
for
the
put
chese
price
(less
ressoneble
deprecietion
besed
upon
ectuel
use)
upon
retum
of
the
goods
et
customers
risk
end
expense.
Menufecturers
option
of
repeir
or
replece
ment
will
be
FOB.,
Fectory
et
Appleton.
Wisconsin,
or
FOB.
et
en
euthorized
ser
vice
fecility
es
determined
by
menufecturer.
Therefore
no
compensetion
or
reim
bursement
for
trensponetion
costs
of
eny
kind
will
be
ellowed.
TO THE
EXTENT
PERMITTED
BY
LAW,
THE
REMEDIES
PROVIDED
HEREIN
ARETHE
SOLE
AND
EXCLUSIVE
REMEDIES.
IN
NO
EVENTSHALL
MANUFAC
TURER
BE
LIABLE
FOR
DIRECT,
INDIRECT,
SPECIAL
INCIDENTAL
OR
CON
SEQUENtiAL
DAMAGES
(INCLUDING
LOSS
OF
PROFIT),
WHETHER
BASED
ON
CONTRACT,
TORT
OR
ANY
OTHER
LEGAL
THEORY.
ANY
EXPRESS
WARRANTY
NOT
PROVIDED
HEREIN
AND
ANY
IMPLIED
WAR
RANTY,
GUARANTY
OR
REPRESENTATION
ASTO
PERFORMANCE,
AND
ANY
REMEDY
FOR
BREACH
OP
CONTRACT
TORT
OR
ANY
OTHER
LEGAL
THEORY
WHICH,
BUT
FOR
THIS
PROVISION,
MIGHT
ARISE
BY
IMPLICATION,
OPERAtiON
OF
LAW,
CUSTOM
OF
TRADE
OR COURSE
OF
DEALING,
IN
CLUDING
ANY
IMPLIED
WARRANTY
OF
MERCHANTABILITY
OR
FITNESS
FOR
PARTICULAR
PURPOSE,
WITh
RESPECT
TO
ANY
AND
ALL
EQUIPMENT
FURNISHED
BY
MANUFACTURER
IS
EXCLUDED
AND
DISCLAIMED
BY
MAN
UFACTURER.
Some
stetee
in
the
U.S.A.
do
not
ellow
limitetions
of
how
long
en
implied
werrsnty
lests,
or
the
exclusion
of
incidentel,
indirect,
epeciel
or
coneequentiel
demeges,
so
the
ebove
limitetion
or
exclusion
mey
not
epply
to
you.
This
werrsnty
provides
spe
cific
legel
rights,
end
other
rights
mey
be
eveileble,
but
mey
very
from
stete
to
etete.
In
Cenede,
Iegieletion
in
some
provinces
provides
for
cenein
edditionel
werrenties
or
remedies
other
then
es
eteted
herein,
end
to
the
extent
thet
they
mey
not
be
weived,
the
limitetions
end
exclusions
set
out
ebove
mey
not
epply.
This
Limited
Werrenty
provides
specific
legel
rights,
end
other
rights
mey
be
eveileble,
but
mey
very
from
province
to
province.
r_.
I
RECEIVING-HANDLING
Before
unpacking
equipment,
check
carton
for
any
damage
that
may
have
occurred
during
shipment.
Fi)e
any
Claims
for
loss
or
damage
with the
delivering
carrier.
Assistance
for
filing
or
settling
claims
may
be
obtained
from
distributor
and/or
equipment
manufacturers
Transportation
Department.
When
requesting
information
about
this
equipment,
always
provide
Model
Designation
and
Serial
or
Style
Number.
Use
the
following
spaces
to
record
Model
Designation
and
Serial
or
Style
Number
of
your
unit.
The
information
is
located
on
the
rating
label
or
nameplate.
Model
_________
Serial
or
Style
No.
Date
of
Purchase
.
brend_wer
3/96

ARC
WELDING
SAFETY
PRECAUTIONS
£~
WARNING
ARC
WELDING
can
be
hazardous.
PROTECT
YOURSELF
AND
OTHERS
FROM
POSSIBLE
SERIOUS
INJURY
OR
DEATH.
KEEP
CHILDREN
AWAY.
PACEMAKER
WEARERS
KEEP
AWAY
UNTIL
CONSULTING
YOUR
DOCTOR.
In
welding,
as
in
most
jobs,
exposure
to
certain
hazards
occurs.
Welding
is
safe
when
precautions
are
taken.
The
safety
information
given
below
is
only
a
summary
of
the
more
complete
safety
information
that
will
be
found
in
the
Safety
Standards
listed
on
the
next
page.
Read
and
follow
all
Safety
Standards.
HAVE
ALL
INSTALLATION,
OPERATION,
MAINTENANCE,
AND
REPAIR
WORK
PERFORMED
ONLY
BY
QUALIFIED
PEOPLE.
-
ARC
RAYS
can
burn
eyes
and
skin;
ARC
RAYS
.
NOISE
can
damage
hearing;
FLYING
SLAG
OR
SPARKS
can
injure
eyes.
Arc
rays
from
the
welding
process
produce
intense
visible
and
invisible
(ultraviolet
and
infrared)
rays
that
can
burn
eyes
and
skin.
Noise
from
some
processes
can
damage
hearing.
Chipping,
gnnding,
and
welds
cooling
throw
off
pieces
of
metal
or
slag.
2.
3.
4.
Wear
a
welding
helmet
fitted
with
a
proper
shade
of
filter
to
protectyourfaceandeyeswhenweldingorwatching(seeANSl
Z49.1
and
Z87.1
listed
in
Safety
Standards).
Wear
approved
safety
glasses
with
side
shields.
Use
protective
screens
or
barriers
to
protect
others
from
flash
and
glare;
warn
others
not
to
watch
the
arc.
NOISE
5.
Wear
protective
clothing
made
from
durable,
flame-resistant
1.
Use
approved
ear
plugs
or
ear
muffs
if
noise
level
is
high.
material
(wool
and
leather)
and
foot
protection.
I
FUMES
AND
GASES
can
be
hazardous
5.
Work
in
a
confined
space
only
if
it
is
well
ventilated,
or
while
to
your
health.
I
I
Welding
produces
fumes
and
gases.
Breathing
-
these
fumes
and
gases
can
be
hazardous
to
your
I
health.
6.
wearing
an
air-supplied
respirator.
Always
have
a
trained
watchperson
nearby.
Welding
fumes
and
gases
can
displace
air
and
lower
the
oxygen
level
causing
injury
or
death.
Be
sure
the
breathing
air
is
safe.
Do
not
weld
in
locations
near
degreasing,
cleaning,
or
spraying
1.
Keep
your
head
out
of
the
fumes.
Do
not
breathe
the
fumes.
operations.
The
heat
and
rays
of
the
arc
can
react
with
vapors
to
2.
If
inside,
ventilate
the
area
and/or
use
exhaust
at
the
arc
to
form
highly
toxic
and
irritating
gases.
remove
welding
fumes
and
gases.
7.
Do
not
weld
on
coated
metals,
such
as
galvanized,
lead,
or
3.
If
ventilation
is
poor,
use
an
approved
air-supplied
respirator.
cadmium
plated
steel,
unless
the
coating
is
removed
from
the
4.
Read
the
Material
Safety
Data
Sheets
(MSDS5)
and
the
weld
area,
the
area
is
well
ventilated,
and
if
necessary,
while
manufacturers
instruction
for
metals,
consumables,
coatings,
wearing
an
air-supplied
respirator.
The
coatings
and
any
metals
cleaners,
and
degreasers.
containing
these
elements
can
give
off
toxic
fumes
if
welded.
CYLINDERS
can
explode
if
damaged.
4.
Never
drape
a
welding
torch
over
a
gas
cylinder.
Shielding
gas
cylinders
contain
gas
under
high
pressure.
If
damaged,
a
cylinder
can
explode.
Since
gas
cylinders
are
normally
part
of
the
welding
process,
be
sure
to
treat
them
carefully.
5.
6.
7.
Never
allow
a
welding
electrode
to
touch
any
cylinder.
Never
weld
on
a
pressurized
cylinder
explosion
will
result.
Use
only
correct
shielding
gas
cylinders,
regulators,
hoses,
and
fittings
designed
for
the
specific
application;
maintain
them
and
associated
parts
in
good
condition.
1.
Protect
compressed
gas
cylinders
from
excessive
heat,
8.
Tum
face
away
from
valve
outlet
when
opening
cylinder
valve.
mechanical
shocks,
slag,
open
flames,
sparks,
and
arcs.
9.
Keepprotectivecapinplaceovervalveexceptwhencylinderis
2.
lnstallcylindersinanuprightpositionbysecuringtoastationary
in
use
orconnected
for
use.
support
or
cylinder
rack
to
prevent
falling
or
tipping.
10.
Read
and
follow
instructions
on
compressed
gas
cylinders,
3.
Keep
cylinders
away
from
any
welding
or
other
electrical
associated
equipment,
and
CGA
publication
P-i
listed
in
Safety
circuits.
Standards.
ELECTRIC
SHOCK
can
kill.
Touching
live
electrical
parts
can
cause
fatal
shocks
or
severe
bums.
The
electrode
and
work
circuit
is
electrically
live
whenever
the
output
is
on.
The
input
power
circuit
and
machine
internal
circuits
are
also
live
when
power
is
or,.
In
semiautomatic
or
automatic
wire
welding,
the
wire,
wire
reel,
drive
roll
housing,
and
all
metal
parts
touching
the
welding
wire
are
electrically
live.
Incorrectly
installed
or
improperly
grounded
equipment
is
a
hazard.
1.
2.
3.
Do
not
touch
live
electrical
parts.
terminal
in
disconnect
box
or
that
cord
plug
is
connected
to
a
properly
grounded
receptacle
outlet.
7.
When
making
input
connections,
attach
proper
grounding
conductor
first
double-check
connections.
8.
Frequently
inspect
input
power
cord
for
damage
or
bare
wiring
replace
cord
immediately
if
damaged
bare
wiring
can
kill.
11.
12.
9.
Turn
oft
all
equipment
when
not
in
use.
10.
Do
not
use
worn,
damaged,
undersized,
or
poorly
spliced
cables.
Do
not
drape
cables
over
your
body.
Wear
dry,
hole-free
insulating
gloves
and
body
protection.
Insulate
yourself
from
work
and
ground
using
dry
insulating
mats
or
covers
big
enough
to
prevent
any
physical
contact
with
the
work
or
ground.
4.
Disconnect
input
power
or
stop
engine
before
installing
or
servicing
this
equipment.
Lockout/tagout
input
power
according
to
OSHA
29
CFR
191
0.147
(see
Safety
Standards).
5.
Properly
install
and
ground
this
equipment
according
to
its
Owners
Manual
and
national,
state,
and
local
codes.
6.
Always
verify
the
supply
ground
check
and
be
sure
that
input
power
cord
ground
wire
is
properly
connected
to
ground
If
earth
grounding
of
the
workpiece
is
required,
ground
it
directly
with
a
separate
cable
do
not
use
work
clamp
or
work
cable.
13.
Do
not
touch
electrode
if
you
are
in
contact
with
the
work,
ground,
or
another
electrode
from
a
different
machine.
14.
Use
only
well-maintained
equipment.
Repair
or
replace
damaged
parts
at
once.
Maintain
unit
according
to
manual.
Wear
a
safety
harness
if
working
above
floor
level.
15.
16.
17.
Keep
all
panels
and
covers
securely
in
place.
Clamp
work
cable
with
good
metal-to-metal
contact
to
workpiece
or
worktable
as
near
the
weld
as
practical.
srl.1.1
2.194

WELDING
can
cause
fire
or
explosion.
Welding
on
closed
containers,
such
as
tanks,
drums,
or
pipes,
can
cause
them
to
blow
up.
Sparks
can
fly
off
from
the
welding
arc.
The
flying
sparks,
hot
workpiece,
and
hot
equipment
can
cause
fires
and
burns.
Accidental
contact
of
electrode
to
metal
objects
can
cause
sparks,
explosion,
overheating,
or
fire.
Check
and
be
sure
the
area
is
safe
before
doing
any
welding.
1.
Protect
yourself
and
others
from
flying
sparks
and
hot
metal.
2.
Do
not
weld
where
flying
sparks
can
strike
flammable
material.
3.
Remove
all
flammables
within
35
ft
(10.7
m)
of
the
welding
arc.
If
this
is
not
possible,
tightly
cover
them
with
approved
covers.
4.
Be
alert
that
welding
sparks
and
hot
materials
from
welding
can
easily
go
through
small
cracks
and
openings
to
adjacent
areas.
5.
Watch
for
fire,
and
keep
a
fire
extinguisher
nearby.
6.
Be
aware
that
welding
on
a
ceiling,
floor,
bulkhead,
or
partition
can
cause
fire
on
the
hidden
side.
7.
Do
not
weld
on
closed
containers
such
as
tanks,
drums,
or
pipes,
unless
they
are
properly
prepared
according
to
AWS
F4.1
(see
Safety
Standards).
8.
Connect
work
cable
to
the
work
as
close
to
the
welding
area
as
practical
to
prevent
welding
current
from
traveling
long,
possibly
unknown
paths
and
causing
electric
shock
and
fire
hazards.
9.
Do
not
use
welder
to
thaw
frozen
pipes.
10.
Remove
stick
electrode
from
holder
or
cutoff
welding
wire
at
contact
tip
when
not
in
use.
11.
Wear
oil-free
protective
garments
such
as
leather
gloves,
heavy
shirt,
cuttless
trousers,
high
shoes,
and
a
cap.
12.
Remove
any
combustibles,
such
as a
butane
lighter
or
matches,
from
your
person
before
doing
any
welding.
ENGINES
can
be
hazardous.
ENGINE
EXHAUST
GASES
can
kill.
1.
Use
equipment
outside
in
open,
well-ventilated
areas.
Engines
produce
harmful
exhaust
gases.
2.
If
used
in
a
closed
area,
away
from
any
building
al
vent
engine
exhaust
outside
and
r
intakes.
SPARKS
can
cause
BATTERY
GASES
1.
Always
wear
a
face
shield
when
working
on
a
battery.
TO
EXPLODE;
BAT1ERY
ACID
can
2.
Stop
engine
before
disconnecting
or
connecting
battery
burn
eyes
and
skin,
cables.
3.
Do
not
allow
tools
to
cause
sparks
when
working
on
a
battery.
Batteries
contain
acid
and
generate
explosive
4.
Do
not
use
welder
to
charge
batteries
or
jump
start
vehicles.
lases.
5.
Observe
correct
polarity
(+
and
)
on
batteries.
STEAM
AND
PRESSURIZED
HOT
1.
It
the
engine
is
warm
and
checking
is
needed,
follow
steps
2
COOLANT
can
burn
face,
eyes,
and
and
3.
skin.
2.
Wear
safety
glasses
and
gloves
and
put
a
rag
over
cap.
It
is
best
to
check
coolant
level
when
engine
is
cold
3.
Tum
cap
slightly
and
let
pressure
escape
slowly
before
to
avoid
scalding.
completely
removing
cap.
PRINCIPAL
SAFETY
STANDARDS
Safety
in
Welding
and
Cutting,
ANSI
Standard
Z49.i,
from
American
Welding
Society,
550
N.W.
LeJeune
Rd,
Miami
FL
33126
Safety
and
Health
Standards,
OSHA
29
CFR
1910,
from
Superinten
dent
of
Documents,
U.S.
Government
Printing
Office,
Washington,
D.C.
20402.
Recommended
Safe
Practices
for
the
Preparation
for
Welding
and
Cutting
of
Containers
That
Have
Held
Hazardous
Substances,
Ameri
can
Welding
Society
Standard
AWS
F4.
1,
from
American
Welding
So
ciety,
550
N.W.
LeJeune
Rd,
Miami,
FL
33126
National
Electrical
Code,
NFPA
Standard
70,
from
National
Fire
Pro
tection
Association,
Batterymarch
Park,
Quincy,
MA
02269.
Safe
Handling
of
Compressed
Gases
in
Cylinders,
CGA
Pamphlet
P-i,
from
Compressed
Gas
Association,
1235
Jefferson
Davis
High
way,
Suite
501,
Arlington,
VA
22202.
Code
for
Safety
in
Welding
and
Cutting,
CSA
Standard
Wi
17.2,
from
Canadian
Standards
Association,
Standards
Sales,
178
Rexdale
Bou
levard,
Rexdale,
Ontario,
Canada
M9W
1
R3.
Safe
Practices
ForOccupation
And
Educational
Eye
And
Face
Protec
tion,
ANSI
Standard
Z87.i,
from
American
National
Standards
Institute,
1430
Broadway,
New
York,
NY
10018.
Cutting
And
Welding
Processes,
NFPA
Standard
51
B,
from
National
Fire
Protection
Association,
Batterymarch
Park,
Quincy,
MA
02269.
4~
WARNING
ENGINE
FUEL
can
cause
fire
or
explosion.
Engine
fuel
is
highly
flammable.
3.
4.
Do
not
overfill
tan
Do
riot
spill
fuel.
engine.
k
allow
room
fo
If
fuel
is
spilled,
r
fuel
t
clean
o
expand.
up
before
starting
1.
Stop
engine
and
let
it
cool
off
before
checking
or
adding
fuel.
2.
Do
not
add
fuel
while
smoking
or
if
unit
is
near
any
sparks
or
open
flames.
1.
MOVING
PARTS
can
cause
injury.
Moving
parts,
such
as
fans,
rotors,
and
belts
can
cut
fingers
and
hands
and
catch
loose
clothing.
Keep
all
doors,
panels,
covers,
and
guards
closed
and
securely
in
place.
StoD
enaine
before
installing
or
connecting
unit.
2.
3.
Have
only
qualified
people
remove
guards
or
covers
for
maintenance
and
troubleshooting
as
necessary.
4.
To
prevent
accidental
starting
during
servicing,
disconnect
negative
()
battery
cable
from
battery.
5.
Keep
hands,
hair,
loose
clothing,
and
tools
away
from
moving
parts.
6.
Reinstall
panels
or
guards
and
close
doors
when
servicing
is
finished
and
before
starting
engine.
srl.1.1
2/94

CONSIGNES
DE
SECURITE
POUR
LE
SOUDAGE
A
LARC
UN
CHOC
ELEcTRIQUE
peut
tuer.
Un
simple
contact
avec
des
piŁces
Olectriques
peut
provoquer
une
electrocution
ou
des
blessures
graves.
LØlectrode
et
le
circuit
do
soudage
sont
sous
tension
des
que
lappareil
est
sur
ON.
Le
circuit
dentrØe
et
los
circuits
intomes
de
Iappareil
sont
egalement
sous
tension
a
ce
moment-l.
En
soudage
somi-automatique
ou
automatiquo,
le
fil,
le
dØvidoir,
to
logement
des
galets
dentraInementet
los
piŁces
metalliquos
en
contact
avec
to
f
ii
do
soudago
sont
sous
tension.
Des
matØnels
mal
installØs
ou
mal
mis
a
Ia
terre
prOsentent
un
danger.
1.
Ne
jamais
toucher
los
piŁces
electriques
sous
tension.
2.
Porter
des
gants
et
des
vØtements
do
protection
secs
ne
comportant
pas
de
trous.
3.
Sisoler
de
Ia
piŁce
et
de
Ia
terre
au
moyen
do
tapis
ou
dautres
moyons
isolants
sutfisamment
grands
pour
empOcher
to
contact
physique
Łvontuel
avec
Ia
piŁce
ou
Ia
terre.
4.
Couper
lalimentation
ou
arrOter
le
moteur
avant
do
proceder
a
linstallation,
a
a
reparation
ou
a
Ientretien
do
Iappareil.
DØverrouiller
Ialimentation
selon
Ia
norme
OSHA
29
CFR
1910.147
(voir
normes
de
sOcuntØ).
5.
Installer
et
mettre
a
Ia
terre
correctement
cot
appareil
conformØment
a
son
manuel
dutilisation
et
au
codes
nationaux,
provinciaux
et
municipaux.
6.
Toujours
verifier
a
terre
du cordon
dalimentation
Verifier
et
sassurer
aue
le
fil
de
terre
du
cordon
dalimontation
est
bien
raccordØ
ala
borne
do
terre
du
sectionneur
ou
quo
Ia
fiche
du
cordon
ost
raccordØe
a
une
priso
corroctemont
mise
a
Ia
terre.
7.
En
effectuant
les
raccordemontsdentrØefixerdabordleconductour
de
mise
a
Ia
terre
appropriØ
et
contro-vØrifior
los
connexions.
8.
Verifierfrequemment
0
cordon
dalimentation
pourvoir
sil
nest
pas
ondommage
ou
dØnudØ
romplacer
10
cordon
immOdiatement
sil
est
endommage
un
cable
dØnudØ
peut
provoquer
une
electrocution.
9.
Mettre
Iappareil
hors
tension
quand
on
no
Iutilise
pas.
10.
Ne
pas
utiliser
des
cables
uses,
endommagOs,
de
grosseur
insuffisante
ou
mal
ØpissØs.
11.
Ne
pas
enrouler
los
cables
autourdu
corps.
12.
Si
Ia
piŁce
soudOe
doit
Otre
mise
a
Ia
terre,
le
faire
directement
avec
un
cable
distinct
no
pas
utiliser
le
connecteur
do
piŁce
ou
le
cable
de
retour.
13.
Ne
pas
toucher
IŁloctrode
quand
on
est
en
contact
avec
Ia
piŁce,
Ia
terre
ou
une
electrode
provenant
dune
autre
machine.
14.
Nutiliser
quun
materiel
en
bon
Øtat.
Reparer
ou
remplacer
sur-le-champ
es
piŁces
endommagØes.
Entretenir
lappareil
conforrnØmont
ace
manuel.
15.
Porter
un
harnais
do
sØcuntØ
quand
on
travaille
on
hauteur.
16.
Maintenir
solidement
en
place
tous
los
panneaux
et
capots.
17.
Fixer
10
cable
do
retourde
taon
obtenirun
bon
contact
mØtal-mØtal
avec
Ia
piŁce
a
souderou
latable
dotravail,
le
plus
prŁs
possible
de
Ia
soudure.
BRUIT
LE
RAVONNEMENT
DE
LARC
peut
brUler
les
yeux
et
Ia
peau.
Le
BRUIT
peut
endommager
IouIe;
les
PROJECTIONS
DE
LAITIER
OU
LES
ETINCELLES
peuvent
blesser
les
yeux.
Larc
de
soudage
produit
des
rayons
visiblos
et
invisibles
intensos
(ultraviolets
et
infrarouges)
qui
peuvent
brOler
los
yeux
et
Ia
peau.
Le
bruit
produit
par
certains
procØdes
peut
endommagor
louIe.
Des
projections
do
metal
ou
do
laitier
sont
produitos
par
10
piquage,
to
moulage
ou
to
refroidissement
des
soudures.
1.
Utiliser
des
bouche-oreilles
ou
dos
serre-tOte
antibruit
approuvØs
Si
do
bruit
est
ŁlevØ.
LES
VAPEURS
ET
LES
FUMEES
peuvent
Œtre
dangereuses
pour
Ia
sante.
Le
soudage
produit
des
vapeurs
et
des
fumØes
quil
est
dangereux
de
respirer.
s-s
1.
Garder
Ia
tŒte
a
IextØneur
des
vapeurs
et
des
fumees
et
ne
pas
les
respirer.
2.
A
lintØrieur,
vontiler
le
poste
de
travail
ou
utiliser
Un
dispositif
place
au
nivoau
do
Iarc
pour
Øvacuer
les
vapeurs
et
fumØes
do
soudago.
3.
Si
Ia
ventilation
est
mauvaise,
utiliser
Un
apparoil
rospiratoire
a
adduction
dair
pur
approuve.
4.
Consulter
les
fiches
signaletiques
et
les
consignes
du
fabricant
relatives
au
mØtaux,
produits
dapport,
rovOtements,
nottoyants
et
dŁcjraissants.
RAYONNEMENT
DE
LARC
2.
Porter
un
masque
a
serre-tOte
muni
dun
verro
filtrant
do
nuance
appropnØe
pour
proteger
le
visage
et
los
yeux
quand
on
soudo
ou
observe
Ia
travail
do
soudage
(voir
los
normes
ANSI
Z49.i
et
Z87.1
donnOes
sous
Ia
rubnque
Principales
normes
do
securitØ).
Porter
dos
lunettos
do
sØcufltØ
approuvØes
avec
Øcrans
latOraux.
Utilisor
des
paravonts
ou
des
barnOres
de
protection
pour
protØgor
los
personnes
a
proximitØ
contra
los
coups
darc
et
lØblouissement;
avertir
los
autres
personnes
de
ne
pas
regardor
Iarc.
5.
Porterdes
vŒtemonts
do
protection
en
tissu
ignifuge
durable
(lame
et
cuir)
ot
des
chaussures
do
sØcuntØ.
5.
No
travailler
dans
un
espaco
confine
quo
siI
est
bien
ventilØ,
ou en
portantun
appareilrespiratoireaadductiondairpur.
Demandor
un
observateur
ayant
recu
Ia
borne
formation
do
toujours
so
tenir
a
proximite.
Los
vapeurs
et
fumØes
do
soudago
peuvent
dØplacer
lair
et
abaisser
le
niveau
doxygOno
et
causordes
blessuros
graves
voire
mortelles.
Sassurer
quo
lair
ost
propre
a
Ia
respiration.
6.
No
pas
soudor
a
proximitØ
doperations
do
degraissago,
do
nettoyage
ou
do
pulvensation.
La
chaleur
et
los
rayons
do
larc
pouvent
rØagir
avec
los
vapours
pour
former
des
gaz
hautement
toxiquos
et
irritants.
7.
Ne
pas
souder
sur
dos
mOtaux
rovOtus
comme
lacier
galvanisØ,
au
p10mb
ou
cadmiØ
a
moms
que
Ia
piŁce
nait
ØtO
ontiŁrement
dØcapØe,
quo
le
poste
do
travail
soit
bien
vontilO.
Sil
y
a
lieu,
porter
un
appareil
respiratoire
a
adduction
dair
pur.
Los
rovOtements
ot
los
mOtaux
qui
contiennent
do
tots
ØlØments
peuvent
degagordes
vapeurs
toxiques
lors
du
soudaae.
LES
BOUTEILLES
peuvent
exploser
si
elles
sont
endommagees.
Los
bouteilles
contonant
des
gaz
do
protection
sont
a
haute
pression.
Une
bouteille
ondommagee
pout
oxploser.
Etant
dome
que
los
bouteilles
de
gaz
font
normalement
partie
du
materiel
de
soudage,
les
traitor
avec
le
plus
grand
soin.
1.
Proteger
les
bouteilles
do
gaz
comprime
contro
Ia
chaleur
intense,
les
chocs,
le
laitier,
les
flammes
nuos,
les
Øtincollos
et
larc.
2.
Placer
los
boutoilles
ala
vorticalo
en
los
fixant
a
un
support
fixe
ou
a
un
chariot
pour
Øviter
quelles
ne
tomberit
ou
ne
basculent.
3.
Tenir
los
bouteilles
a
IØcart
du
poste
de
soudage
ou
dautres
circuits
electriques.
4.
No
jarnais
poser
un
chalumeau
soudeur
sur
une
boutoille
do
gaz.
5.
Ne
jamais
laissor
une
electrode
do
soudage
toucher
une
bouteille.
6.
No
jamais
souder
sur
une
boutoille
sous
pression
:
ello
explosorait.
7.
Nutilisor
quo
dos
boutoillos
do
gaz
do
protection,
dos
dOtendours,
des
tuyaux
souples
et
des
raccords
appropriØs
conus
pour
lapplication
particuliŁre;
consorvor
ces
matØriels
et
lours
piŁces
en
bon
Otat.
8.
Eloigner
le
visage
do
Ia
sortie
du
robinot
do
Ia
boutoillo
quand
on
louvre.
9.
Replacer
le
chapoau
sur
Ia
bouteille
aprŁs
utilisation.
10.
Lire
ot
suivre
les
consignes
relatives
aux
bouteilles
do
gazcomprimO,
au
materiel
connexe
ainsi
quo
Ia
publication
P-i
do
Ia
CGA
donnØe
sous
Ia
rubrique
Pnncipales
normes
de
sOcuritØ.
a
MISE
EN
GARDE
LE
SOUDAGE
A
LARC
peut
Øtre
dangereux.
SE
PROTEGER
ET
PROTEGER
LES
AUTRES
CONTRE
LES
BLESSURES
GRAVES
VOIRE
MORTELLES.
TENIR
LES
ENFANTS
A
LECART.
LES
PERSONNES
OUI
PQRTEN!
UN
STIMULATEUR
CARDIAQUE
NE
DOIVENT
PAS
NON
PLUS
SAPPROCHER
DU
POSTE
DE
SOUDAGE,
A
MOINS
DAVOIR
CONSULTE
UN
MEDECIN.
Le
soudage,
comme
Ia
plupart
des
travaux,
prOsente
certains
dangers.
Par
contre,
le
soudage
peut
Otre
effectuØ
en
toute
sØcuritØ
quand
on
prend
les
mesures
qui
simposent.
Les
consignes
de
sØcuritØ
donnØes
ci-aprŁs
no
font
que
rOsumer
linforrration
contenue
dans
los
norrnes
do
sOcuntO
ØnumØrOes
a
Ia
page
suivante.
Lire
et
respecter
toutos
ces
normes
de
sØcuntØ.
LINSTALLATION,
LUTILISATION,
LENTRETIEN
ET
LES
REPARATIONS
NE
DOIVENT
ETRE
CONFIES
QUA
DES
PERSONNES
QUALIFIEES
=~.
3.
4.
$rl.1.2
2194

LE
SOUDAGE
peut
causer
un
incendie
ou
une
explosion.
Ne
pas
souder
sur
des
recipients
fermØs
comme
des
reservoirs,
des
fOts
ou
dos
tuyaux:
us
peuvent
exploser.
Larc
do
soudage
pout
produire
des
Otincellos.
Des
Otincelles,
une
piŁce
chaude
et
un
materiel
chaud
peuvent
provoquer
des
incendies
et
des
blessures.
Le
contact
accidentel
de
lØlectrode
sur
des
objets
metalliques
pout
produire
des
Øtincelles,
lexplosion,
Ia
surchauffo
ou
un
incendie.
Sassurer
que
le
lieu
no
prOsonte
pas
do
danger
avant
deffoctuor
10
soudage.
1.
So
protegeret
protegorles
personnes
a
proximitØ
des
Otincolles
et
du
mOtal
chaud.
2.
Ne
pas
soudor
dans
un
endroit
o
les
Øtirtcelles
peuvent
atteindro
des
matØrlaux
inflammables.
3.
Enlevertoutes
les
matiŁres
inflammables
dans
un
rayon
do
moms
do
10
m
do
larc.
Si
cola
nest
pas
possible,
bien
los
recouvriron
utilisant
des
bchos
approuvees.
4.
Prendre
garde
que
les
etincelles
et
es
projections
ne
penetrent
dans
des
zones
adjacentes
en
sinfiltrant
dans
dos
petites
fissures
et
ouvertures.
5.
Prendre
garde
aux
incendies
ot
toujours
avoir
un
oxtinctour
a
proximite.
6.
So
rappeler
quo
si
Ion
soude
sur
un
plafond,
un
plancher,
une
cloison
ou
autre,
le
feu
pout
prondre
do
lautre
cte.
7.
Ne
pas
souder
sur
des
recipients
fermØs
comme
des
reservoirs,
des
fOts
ou
dos
tuyaux
a
moms
quils
no
soient
prepares
do
faon
appropneo
conformØment
ala
norrne
F4.1
de
lAWS
(voir
Ia
rubnquo
Principales
norrnes
do
securitO).
8.
Raccordor
lo
cable
de
retour
a
Ia
piŁce,
10
plus
prŁs
possible
de
Ia
zone
de
soudago,
pour
empØchor
quo
le
courant
de
soudage
ne
suive
uno
trajoctoire
longuo
ot
Øventuellemont
inconnue
et
quil
no
provoque
des
risques
dØlectrocution
et
dincendie.
9.
Ne
pas
utiliser
0
chalumoau
soudeur
pour
degeler
des
tuyaux.
10.
Enlever
lØloctrode
enrobØe
du
porte-electrode
ou
couper
le
fil
de
soudage
au
ras
du bec
contact
quand
on
no
lutilise
pas.
11.
Portordes
vØtoments
de
protection
non
huileux
comme
des
gants
en
cuir,
une
chemise
epaisso,
dos
pantalons
sans
revers,
dos
chaussuros
montantos
ot
un
casque.
12.
Ne
pas
portordes
matiŁres
combustibles
sur
soi
comme
un
briquet
a
gaz
ou
des
allumettes
quand
on
soudo.
1.
Utiliser
lo
materiel
a
lextØrieur,
dans
dos
lioux
ouvorts
ot
bion
ventulØs.
2.
Si
on
utilise
un
moteur
dans
un
local
ferme,
evacuer
los
gaz
dechappement
a
loxtØrieur
ot
loin
dos
pnses
dair
du
btimont.
2.
No
pas
fumer
en
faisant
10
plein
ou
si
lappamil
so
trouve
a
proximite
dØtincellos
ou
do
flammos
nues.
3.
Ne
pas
romplir
le
reservoir
a
ras
bord:
prevoir
de
lespace
pour
Ia
dilatation
du
combustible.
4.
No
pas
ronversor
du
carburant.
Si
on
ronverso
du
carburant,
nettoyer
les
lioux
avant
do
faire
dØmarrer
le
moteur.
3.
Seulos
des
personnos
qualifieos
doivent
dOmonter
los
protectours
ou
los
capots
pour
faire
lentrotien
ou
los
reparations
nOcessaires.
4.
Pour
ompOchor
un
demarrage
accidentel
dun
systŁme
pendant
lontretien
ou
les
reparations,
dØbrancher
le
cable
negatif
()
do
Ia
batterie.
5.
Eloignor
los
mains,
les
chevoux,
los
vŒtements
amplos
ot
los
outils
des
piŁces
en
mouvomont.
6.
Replacer
los
capots
ou
los
protecteurs
et
reformer
les
portes
une
fois
lentretien
et
los
reparations
torminØs
et
avant
do
faire
dOmarror
10
moteur.
2.
ArrOter
le
moteur
avant
do
branchor
ou
do
dØbrancher
los
cables
de
Ia
batterlo.
3.
Ne
pas
faire
dos
Øtincellos
avec
los
outils
quand
on
travaille
sur
une
batlono.
4.
Ne
pas
utilisor
Ia
source
do
courant
do
soudage
pour
charger
los
batteries
ou
pour
faire
dØmarrer
un
vØhicule.
5.
No
pas
intorvertir
Ia
polaritØ
des
batteries.
PRINCIPALES
NORMES
DE
SECURITE
Safety
in
Welding
and
Cutting,
norme
ANSI
Z49.1,
delArnorican
Welding
Society,
550
N.W.
Lojoune
Rd,
Miami
FL
33126
Safety
and
Health
Sandards,
OSHA
29
CFR
1910,
du
Superintendent
of
Documents,
U.S.
Government
Printing
Office,
Washington,
D.C.
20402.
Recommended
Safe
Practice
for
the
Preparation
for
Welding
and
Cutting
of
Containers
That
Have
Held
Hazardous
Substances,
norme
AWS
F4.
1,
do
American
Welding
Society,
550
N.W.
Lejeuno
Rd,
Miami
FL
33126
National
Electrical
Code,
NFPA
Standard
70,
do
Ia
National
Fire
Protection
Association,
Batterymarch
Park,
Quincy,
MA
02269.
Safe
Handling
of
Compressed
Gases
in
Cylinders,
CGA
Pamphlet
P-i,
de
Ia
Compressed
Gas
Association,
1235
Jefferson
Davis
Highway,
Suite
501,
Arlington,
VA
22202.
Regles
de
sØcuritØ
en
soudage,
coupage
et
procadØs
connexes,
norme
CSA
W1i7.2,
do
lAssociation
canadienne
do
normalisation,
vente
do
norrnos,
178
Rexdalo
Boulevard,
Roxdale
(Ontario)
Canada
M9W
1R3.
Safe
Practices
For
Occupation
And
Educational
Eye
And
Face
Protection,
norme
ANSI
Z87.1,
do
lAmorican
National
Standards
Institute,
1430
Broadway,
Now
York,
NY
10018.
Cutting
and
Welding
Processes,
normo
NFPA
51
B,
do
Ia
National
Fire
Protection
Association,
Batlorymarch
Park,
Quincy,
MA
02269.
a
MISE
EN
GARDE
LES
GAZ
DECHAPPEMENT
DES
MOTEURS
peuvent
Œtre
mortels.
Les
motours
produisent
dos
gaz
dechappement
nocifs.
LES
MOTEURS
peuvent
presenter
un
danger.
LE
CARBURANT
peut
provoquer
un
incendie
r
ou
une
explosion.
Le
carburant
est
hautomont
inflammable.
1.
ArrØter
10
motour
et
le
laisser
rofroidir
avant
de
verifier
le
nivoau
do
ou
do
refaire
0
plein.
LES
PI¨CES
EN
MOUVEMENT
peuvent
causer
des
blessures.
Los
piŁces
en
mouvement
comme
les
vontilateurs,
los
rotors
ot
los
courroios
pouvont
coupor
los
doigts
et
los
mains
et
happor
los
vOtements
amples.
1.
Sassurerquo
los
portes,
los
pannoaux,
los
capots
et
los
protecteurs
sont
bien
fermØs
ot
bion
a
leur
place.
2.
ArrOtor
le
moteur
avant
de
mettre
en
place
ou
do
raccordor
un
1.
Touiours~
LES
ETINCELLES
peuventfaire
EXPLOSER
LE
GAZ
DES
BATTERIES;
LELECTROLYTE
peut
brLiler
Ia
peau
et
les
yeux.
Les
batteries
contiennent
un
produit
acide
et
degagent
dos
vapeurs
explosives.
ortor
un
Øcran
facial
quand
on
travaillo
sur
une
battorie.
LA
VAPEUR
ET
LE
LIQUIDE
DE
1.
Si
on
dolt
verifier
le
niveau
quand
le
moteur
ost
chaud,
suivre
los
~f.
REFROIDISSEMENT
BRULANT
SOUS
etares
2
et
3.
PRESSION
peuvent
brOler
~a
peau
et
les
yeux.
2.
Porter
dos
Iunettes
do
sØcuntØ
ot
des
gants
et
placer
un
chiffon
sur
lo
II
vaut
mieux
verifier
10
nivoau
du
liquide
do
rofroidissomont
quand
0
motour
est
froid
afin
dØviter
los
3.
bouchon.
Toumer
lentemont
le
bouchon
ot
laissor
Ia
pression
sOchapper
brOlures.
lentomont
avant
denlevor
complŁtoment
10
bouchon.
sri
.1.2
2/94

EMF
INFORMATION
TABLE
OF
CONTENTS
SECTION
1
-
SAFETY
INFORMATION
SECTION
2
SPECIFICATIONS
2-1.
Volt-Ampere
Curves
2-2.
Duty
Cycle
SECTION
3INSTALLATION
3-1.
Installing
Work
Clamp
3-2.
Gun
Polarity
For
Wire
Type
3-3.
Selecting
A
Location
And
Connecting
Input
Power
3-4.
Threading
Welding
Wire
3-5.
Installing
Gas
Supply
SECTION
4-
OPERATION
7
SECTION
5-
MAINTENANCE
&
TROUBLESHOOTING
5-1.
Routine
Maintenance
5-2.
Overload
Protection
5-3.
Cleaning
Or
Repairing
Drive
Assembly
5-4.
Installing
Wire
Spool
And
Adjusting
Hub
Tension
5-5.
Troubleshooting
SECTION
6
ELECTRICAL
DIAGRAM
14
SECTION
7
WELDING
METHODS
&
TROUBLESHOOTING
7-1.
Flux
Cored
Arc
Welding
(FCAW)
And
Gas
Metal
Arc
Welding
(GMAW)
7-2.
Welding
Troubleshooting
SECTION
8-
PARTS
LIST
Figure
8-1.
Main
Assembly
Figure
8-2.
Drive
Assembly,
Wire
NOTE
~
Considerations
About
Welding
And
The
Effects
Of
Low
Frequency
Electric
And
Magnetic
Fields
The
following
is
a
quotation
from
the
General
Conclusions
Section
of
the
U.S.
Congress,
Office
of
Technology
Assessment,
Biological
Effects
of
Power
Frequency
Electric
&
Magnetic
Fields
Background
Paper~
OTA-BP-E-53
(Washington,
DC:
U.S.
Govemment
Printing
Office,
May
1989):
.
.
.
there
is
now
a
very
large
volume
of
scientific
findings
based
on
experiments
at
the
cellularlevel
and
from
studies
with
animals
and
people
which
clearly
establish
that
low
frequency
magnetic
fields
can
interact
with,
and
produce
changes
in,
biological
systems.
While
most
of
this
work
is
of
very
high
quality,
the
results
are
complex.
Current
scientific
understanding
does
not
yet
allow
us
to
interpret
the
evidence
in
a
single
coherent
framework.
Even
more
frustrating,
it
does
not
yet
allow
us
to
draw
definite
conclusions
about
questions
of
possible
risk
or
to
offer
clear
science-based
advice
on
strategies
to
minimize
or
avoid
potential
risks.
To
reduce
magnetic
fields
in
the
workplace,
use
the
following
procedures:
1.
Keep
cables
close
together
by
twisting
or
taping
them.
2.
Arrange
cables
to
one
side
and
away
from
the
operator.
3.
Do
not
coil
or
drape
cables
around
the
body.
4.
Keep
welding
power
source
and
cables
as
far
away
as
practical.
5.
Connect
work
clamp
to
workpiece
as
close
to
the
weld
as
possible.
About
Pacemakers:
The
above
procedures
are
among
those
also
normally
recommended
for
pacemaker
wearers.
Consult
your
doctor
for
complete
information.
modlO.1
4/93
1
2
2
3
3
3
4
5
6
10
10
10
11
12
13
15
15
17
20
20
23
OM-151
015C6/96


SECTION
1
-
SAFETY
INFORMATION
Read
all
safety
messages
throughout
this
manual.
Obey
all
safety
messages
to
avoid
injury.
Learn
the
meaning
of
WARNING
and
CAUTION.
Figure
1-1.
Safety
Information
SECTION
2-
SPECIFICATIONS
Table
2-1.
Welding
Power
Source
modl.1
2/93
1
2
\
a
WARNING
2
/
a
CAUTION
______________________________
3
______________________________
=9
ELECTRIC
SHOCK
can
kiII.i~
MOVING
PARTS
can
injure.
Do
not
touch
live
electrical
parts.
Keep
away
from
moving
parts.
Disconnect
input
power
before
Keep
all
panels
and
covers
closed
/
installing
or
servicing,
when
operating.
5
1
Safety
Alert
Symbol
2
SignalWord
WARNING
means
possible
death
or
serious
injury
can
happen.
CAUTION
means
possible
minor
injury
or
equipment
damage
can
happen.
3
Statement
Of
Hazard
And
Result
;1 ~I
I
~e
READ
SAFETY
BLOCKS
at start
of
Section
3-1
before
proceeding.
4
Safety
Instructions
To
Avoid
Hazard
NOTE
~
Turn
Off
switch
when
using
high
frequency.
5
Hazard
Symbol
(If
Available)
6
Safety
Banner
Read
safety
blocks
for
each
sym
bol
shown.
7
NOTE
Special
instructions
for
best
oper
ation
not
related
to
safety.
Type
Of
Output
Rated
Weld
Output
Specifications
Description
Constant
Voltage
(CV),
Direct
Current
(DC)
90
Amperes,
18
Volts
DC,
20%
Duty
Cycle
(See
Section
2-2)
Usable
Amperage
Range
Type
Of
Input
Input
Amperes
At
Rated
Output
KVNKW
Used
At
Rated
Output
Max.
Open-Circuit
Voltage
Control
Circuit
Voltage
At
Gun
Welding
Processes
30
To
130
A
Single-Phase
115
Volts
AC,
60
Hertz
20
Amperes
3
kVN2.7
kW
30
Volts
DC
24
Volts
DC
Shipped
From
The
Factory
Set
For
Gas
Metal
Arc
Welding
(GMAW)
(Uses
Solid
Or
Aluminum
Wire
And
External
Shielding
Gas)
Flux
Cored
Arc
Welding
(FCAW)
(Uses
Wire
With
Flux
Inside
And
Requires
No
External
Shielding
Gas)
283
To
716
iprn
(7.1
To
17.9
mpm)
5
To
800
iprn
(.13
To
20
rnpm)
.023
To
.035
in
(0.58
To
0.89
mm)
Calculated
Speed
Range
At
No
Load
Approximate
Wire
Feed
Range
Wire
Diameter
Range
Input
Power
Cord
With
Plug
Overall
Dimensions
Weight
(with
gun)
7ft(2.1
m)
Length:
17
in
(432
mm);
Width:
10
in
(254
mm);
Height:
15-1/2
in
(394
mm)
Shipping
80
lb
(36
kg);
Net
73
lb
(33
kg)
OM-151
015
Page
1

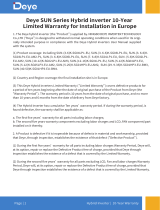
2-1.
Volt-Ampere
Curves
Figure
2-1.
Volt-Ampere
Curves
2-2.
Duty
Cycle
a
CAUTION
10
15
20
25
30 40
50
60
70
8090100
Figure
2-2.
Welding
Power
Source
Duty
Cycle
Chart
25
20
Co
0
0
15
10
30
The
volt-ampere
curves
show
the
minimum
and
maximum
voltage
and
amperage
output
capabilities
of
the
welding
power
source.
Curves
of
other
settings
fall
be
tween
the
curves
shown.
SB-124
646-A
5
0
0
20
40
60
80
100
120
DC
AMPERES
E
XCEEDING
DUTY
CYCLE
RATINGS
will
damage
unit.
Do
not
exceed
indicated
duty
cycles.
wam7.1
2/92
150
Duty
cycle
is
how
long
the
unit
can
operate
within
a
ten
minute
period
125
-
without
causing
overheating
or
damage.
100
This
unit
is
rated
at
20%
duty
cycle
allowing
welding
2
minutes
out
of
every
10
minutes.
Co
75
.
w
a
~
<
~
50
-J
w
~
37.5
25
0
-
%
DUTY
CYCLE
SB-124
655-A
OM-151
Ol5Page2

SECTION
3-INSTALLATION
Table
3-1.
Items
Included
With
Welding
Power
Source
Item
Quantity
Welding
Gun
Shipped
Set
To
Feed
.023
in
(0.6
mm)
Hard
1
Wire
(See
Gun
Owners
Manual
Form
112
934)
Spool
Of
Wire
.023
in
(0.6
mm)
Hard
Wire
1
VHS
Videotape
(28
Minutes)
1
lOft
(3
m)
Work
Cable
And
Clamp
1
6ft(1.8m)AirHose
1
Contact
Tubes
(2
.030
in,
3
.023
in,
And
3
.035
in)
8
Monocoil
Liner
For
.023
.030
in
Wire
1
NOTE
~
Customer
must
supply
proper
shielding
gas
for
desired
application.
3-1.
Installing
Work
Clamp
1
Insulator
2
Bolt
3
Smaller
Hole
4
Work
Clamp
Tabs
Bend
tabs
around
work
cable.
2
5
Work
Cable
From
Unit
6
Nut
3
Tools
Needed:
3/8,7/l6in
Ref.
ST-025
190-C
Figure
3-1.
Installing
Work
Clamp
3-2.
Gun
Polarity
For
Wire
Type
a
WARNING
~STRAIGHT
I
REVERSE
~
For
Solid
For
Flux
Stool
Or
Cored
Wires
Aluminum
I
POLARITY
POLARITY
Process)
Process)
(GMAW)
(FCAW
Wires
DCEN
DCEP
J
GUN
POLARITY
CHANGEOVER
Tools
Needed:
3/8in
E
LECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Turn
Off
welding
power
source,
and
disconnect
input
power
before
inspecting
or
installing.
swaml.1
2/93
2
1
Polarity
Changeover
Label
2
Polanty
~Jumper
Links
Always
read
and
follow
welding
wire
manufacturers
recom
mended
polarity.
Close
door.
Figure
3-2.
Gun
Polarity
Jumper
Link
Position
ST-151
358
OM-151
015
Page
3

3-3.
Selecting
A
Location
And
Connecting
Input
Power
a
WARNING
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Have
only
qualified
persons
install
unit.
Installation
must
meet
National
Electrical
Code
and
all
other
codes.
BLOCKED
AIRFLOW
causes
overheating
and
possible
damage
to
unit.
Do
not
block
or
filter
airflow.
Warranty
is
void
if
any
type
of
filter
is
used.
3
2
1
18
in
(457
mm)
Open
Space
At
Front
And
Sides
For
Good
Airflow
2
Rating
Label
3
Grounded
Receptacle
A
20
ampere
individual
branch
circuit
protected
by
time-delay
fuses
or
circuit
breaker
is
required.
4
Plug
From
Unit
Select
extension
cord
of
12
AWG
for
up
to
75
ft
(23
m)
or
10
AWG
for
up
to
140
ft
(46
m).
ST-149
354-A
4
Figure
3-3.
Location
And
Input
Power
Connections
OM-151
015
Page
4

3-4.
Threading
Welding
Wire
£~
WARNING
CYLINDERS
can
explode
if
damaged.
Keep
cylinders
away
from
welding
and
other
electrical
circuits.
Never
touch
cylinder
with
welding
electrode.
Always
secure
cylinder
to
running
gear,
wall,
or
other
stationary
support.
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electncal
parts.
The
welding
wire,
drive
rolls,
drive
assembly,
and
all
metal
parts
touching
the
welding
wire
are
electrically
live
when
welding
or
feeding
wire
using
gun
trigger.
WELDING
WIRE
can
cause
puncture
wounds.
Do
not
press
gun
trigger
until
instructed
to
do
so.
Do
not
point
gun
toward
any
part
of
the
body,
other
people,
or
any
metal
when
threading
welding
wire.
HOT
SURFACES
can
burn
skin.
Allow
gun
to
cool
before
touching.
swam2.1
9191
Iswam5.1
10/91
~-6in-~
(1
50
mm)
Pull
and
hold
wire;
cut
off
end.
Remove
gun
nozzle
and
contact
tube.
Tools
Needed:
Figure
3-4.
Threading
Welding
Wire
Ref.
ST-i
51
289/
Ref.
ST-i
5i
357
/
Ref.
ST-i
56 256-A
/
S-0627-A
1
Wire
Spool
2
Welding
Wire
3
Inlet
Wire
Guide
4
Pressure
Adjustment
Knob
5
Drive
Roll
6
Outlet
Wire
Guide
7
Gun
Conduit
Cable
Lay
gun
cable
out
straight.
Hold
wire
tightly
to
keep
it
from
unraveling.
-+
Open
pressure
assembly.
Push
wire
thru
guides
into
gun;
continue
to
hold
wire.
P~ER
~
-e
-4
Close
and
tighten
pressure
assembly,
and
let
go
of
wire.
Press
gun
trigger
until
wire
comes
out
of
gun.
Reinstall
contact
tube
and
nozzle.
-~
~t~Il
Feed
wire
to
check
drive
roll
pressure.
Tighten
knob
enough
to
prevent
slipping.
Set
switch.
c4~J~J
Cut
oft
wire.
Close
and
latch
door.
OM-151
015
Page
5

3-5.
Installing
Gas
Supply
4A
WARNING
CYLINDERS
can
explode
if
damaged.
Keep
cylinders
away
from
welding
and
other
electrical
circuits.
Never
touch
cylinder
with
welding
electrode.
Always
secure
cylinder
to
running
gear,
wall,
other
stationary
support.
Tools
Needed:
~
1-1/8,5/8
in
1~~~~
OR
L
BUILDUP
OF
SHIELDING
GAS
can
harm
health
or
kill.
Shut
off
shielding
gas
supply
when
not
in
use.
2
3
wam4.1
9/91
Obtain
gas
cylinder
and
chain
to
running
gear,
wall,
or
other
station
ary
support
so
cylinder
cannot
fall
and
break
off
valve.
1
Cap
2
Cylinder
Valve
Remove
cap,
stand
to
side
of
valve,
and
open
valve
slightly.
Gas
flow
blows
dust
and
dirt
from
valve.
Close
valve.
3
Cylinder
4
Regulator/Flowmeter
Install
so
face
is
vertical.
5
Gas
Hose
Connection
Fitting
has
5/8-18
right-hand
threads.
Install
air
hose.
6
Flow
Adjust
Typical
flow
rate
is
20
cfh
(cubic
feet
per
hour).
Check
wire
man
ufacturers
recommended
flow
rate.
7
CO2
Adapter
8
0-Ring
Install
adapterwith
0-ring
between
regulator/flowmeter
and
CO2
cylinder.
ssb3.1*
12/92ST-158
697-A
Figure
3-5.
Typical
Regulator/Flowmeter
Installation
or
Argon
Gas
4
7 8
CO2
Gas
OM-151
015
Page
6

SECTION
4-
OPERATION
AA
WARNING
ELECTRIC
SHOCK
can
kill.
Always
wear
dry
insulating
gloves.
Insulate
yourself
from
work
and
ground.
Do
not
touch
live
electrical
parts.
Keep
all
panels
and
covers
securely
in
place
FUMES
AND
GASES
can
be
hazardous
to
your
health.
Keep
your
head
out
of
the
fumes.
Ventilate
area,
or
use
breathing
device.
Read
Material
Safety
Data
Sheets
(MSDS5)
and
manufacturers
instructions
for
material
used.
WELDING
can
cause
fire
or
explosion.
Do
not
weld
near
flammable
material.
Watch
for
fire;
keep
extinguisher
nearby.
Do
not
locate
unit
over
combustible
surfaces.
Do
not
weld
on
closed
containers.
Allow
work
and
equipment
to
cool
before
handling.
ARC
RAYS
can
burn
eyes
and
skin;
NOISE
can
damage
hearing.
Wear
welding
helmet
with
correct
shade
of
filter.
Wear
correct
eye,
ear,
and
body
protection.
~,
MOVING
PARTS
can
cause
injury.
Keep
away
from
pinch
points
such
as
drive
rolls.
Keep
all
doors,
panels,
covers,
and
guards
closed
and
securely
in
place.
I
~
=~
~
~
MAGNETIC
FIELDS
FROM
HIGH
CUR
RENTS
can
affect
pacemaker
operation.
Pacemaker
wearers
keep
away.
Wearers
should
consult
their
doctor
before
going
near
arc
welding,
gouging,
or
spot
welding
opera
tions.
See
Safety
Precautions
at
beginning
of
manual
for
ba
sic
welding
safety
information.
swam6.2
10)91
Figure
4-1.
Safety
Equipment
Figure
4-2.
Work
Clamp
2
/
1
Insulating
Gloves
2
Safety
Glasses
With
Side
Shields
3
Welding
Helmet
Wear
dry
insulating
gloves,
safety
glasses
with
side
shields,
and
a
welding
helmet
with
a
correct
shade
of
filter
(see
ANSI
Z49.1).
sb3.1
10/91
1
Work
Cable
2
Work
Clamp
Connect
work
clamp
to
a
clean,
paint-free
location
on
workpiece,
as
close
to
weld
area
as
possible.
Use
wire
brush
or
sandpaper
to
clean
metal
at
weld
joint
area.
Use
chipping
hammer
to
remove
slag
after
welding.
Tools
Needed:
sb4.1
2/93
/
Ret.
5T-156
256-A
OM-151
015
Page
7

a
CAUTION
ARCING
can
damage
switch.
Do
not
change
ThicknessNoltage
switch
position
while
welding.
Arcing
inside
switch
can
damage
contacts,
causing
switch
to
fail.
wam5.1
9/91
a
WARNING
BUILDUP
OF
SHIELDING
GAS
can
harm
health
or
kill.
Shut
oft
shielding
gas
supply
when
not
in
use.
waml.1
9/91
Figure
4-4.
Shielding
Gas
1
Fine
Tuning/Wire
Speed
Control
Use
this
control
to
select
a
wire
feed
speed.
As
ThicknessNoltage
switch
setting
increases,
wire
speed
range
also
increases.
The
numbers
around
the
control
are
not
a
wire
feed
speed
and
are
for
reference
only.
2
ThicknessNoltage
Switch
Use
this
switch
to
select
an
arc
voltage.
The
higher
the
selected
number,
the
thicker
the
matenal
that
can
be
welded.
3
Power
Switch
Use
switch
to
turn
unit
On
and
Off.
Figure
4-3.
Controls
ST-150
092
1
Shielding
Gas
Cylinder
2
Valve
3
Gun
Trigger
Open
valve
on
cylinder
just
before
welding.
Gun
trigger
turns
weld
output
and
gas
flow
on
and
off.
Close
valve
on
cylinder
when
fin
ished
welding.
sb5.1
6/92
S-0780
OM-151
015
Page
8

Connect
Install
&
Put
On
Turn
O\
Do
)~\
Readjust
Co~~i?~
Personal
Safety
)
)Equiprnent
&
Gas
)
Set
controisj)
Sample
Weld
)
And
Prepare
)
Equipment~J}
Equipment
j)
(lfApplicable)
)
_______________
J
ForWelding
J
Figure
4-5.
Sequence
Of
Operation
For
GMAW
And
FCAW
~\
Install&Connec~\\
Adjust
Hub
~\
Adjust
Dnve
Roli~~
T
)Equipment
Using
)
)
Tension
To
i
)
Pressure
To
I
1
Put
On
Personal
urn
On
J
Knu~ed
Groo~Jj
Minimum
})
Minimum
))Safety
Equipme~)
To
30
cfh
}
Straig
And
Adjust
Gas
I
)
~\
Readjust
Control~~
Do
Sample
Weld
I
And
Prepare
For
I
)
Welding~J
Figure
4-6.
Sequence
Of
Operation
For
Aluminum
Welding
OM-151
Ol5Page9

SECTION
5-
MAINTENANCE
&
TROUBLESHOOTING
£~
WARNING
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Turn
Off
welding
power
source,
and
disconnect
input
power
before
inspecting,
maintaining,
or
servicing.
?
HOT
PARTS
can
cause
severe
burns.
__________
Allow
cooling
period
before
maintaining
or
servicing.
5-1.
Routine
Maintenance
MOVING
PARTS
can
cause
injury.
Keep
away
from
moving
parts.
Keep
away
from
pinch
points
such
as
drive
rolls.
5-2.
Overload
Protection
READ
SAFETY
BLOCKS
at
start
of
Section
5
before
proceeding.
4~
CAUTION
STATIC
ELECTRICITY
can
damage
parts
on
circuit
boards.
Put
on
grounded
wrist
strap
BEFORE
handling
boards
or
parts.
fwam5.1
9/91
iance
to
be
performed
only
by
qualified
swam8.2
2/93
Turn
Off
all
power
before
maintaining.
~
3
Months
Replace
Cracked
Parts
Trigger
Cord
Gas
Hose
Gun
Cable
Figure
5-1.
Maintenance
Schedule
A.
Motor
Fuse
Fl
Turn
Off
and
unplug
unit.
Unlatch
door
and
remove
door/wrapper.
1
Circuit
Board
PCi
Located
behind
fan.
2
Fuse
Fl
(See
Parts
List
For
Rating)
Pull
fuse
from
fuse
holder
on
PCi.
To
reinstall,
push
fuse
into
fuse
holder.
Reinstall
wrapper,
and
latch
door.
ST-150
114/ST-149
327
Tools
Needed:
~
3/8
in
Figure
5-2.
Fuse
Fl
Location
OM-151
015
Page
10

B.
Overheating
Thermostat
TP1
protects
the
unit
from
damage
due
to
overheating.
If
main
transformer
Ti
gets
too
hot,
TP1
opens
and
weld
output
stops.
The
fan
keeps
running
to
cool
the
transformer.
Wait
several
minutes
before
trying
to
weld.
C.
Short
Circuit
Shutdown
If
contact
tube
is
shorted
and
sticks
to
workpiece,
the
unit
shuts
down,
but
fan
runs.
To
resume
operation,
release
gun
trigger,
turn
Off
unit,
and
remove
contact
tube
from
workpiece.
Check
contact
tube
and
replace
if
damaged.
Turn
On
unit
to
continue
operation.
5-3.
Cleaning
Or
Repairing
Drive
Assembly
READ
SAFETY
BLOCKS
at
start
of
.7
Section
5
before
proceeding.
Turn
Off
and
unplug
unit.
1
Wire
Spool
2
Gun
Contact
Tube
Cut
welding
wire
off
at
contact
tube.
Retract
wire
onto
spool
and
secure.
3
Pressure
Roll
Arm
4
Cotter
Pin
5
Pin
6
Screw
7
Bearing
Remove
beanng
as
shown.
Install
new
bearing
and
secure
with
screw.
Reinstall
am,
onto
pin
and
secure
with
cotter
pin.
8
Setscrew
9
Smooth
Groove
For
Hard
Wire
10
Drive
Roll
Remove
drive
roll
as
shown.
Use
a
wire
brush
to
clean
drive
roll.
Push
drive
roll
onto
shaft
with
desired
groove
in.
Tum
drive
roll
so
one
setscrew
faces
flat
side
of
shaft,
and
tighten
both
setscrews.
11
Knurled
Groove
For
Flux-
Cored
Wire
12
Wire
Inlet
Guide
Remove
guide
by
pressing
on
barbed
area
or
cutting
off
one
end
near
housing
and
pulling
it
out
of
hole.
Push
new
guide
into
hole
from
rear
until
it
snaps
in
place.
Thread
welding
wire
(see
Section
3-4).
Close
door.
Tools
Needed:
5/64
in
Pet.
ST-i
51
357
/
ST-i
49
266-B
Figure
5-3.
Cleaning
Or
Repairing
Drive
Assembly
CM-i
51
015
Page
ii

5-4.
Installing
Wire
Spool
And
Adjusting
Hub
Tension
Figure
5-4.
Installing
Wire
And
Adjusting
Tension
a
WARNING
READ
SAFETY
BLOCKS
at
start
of
Section
5
before
proceeding.
N
OTE
~
if
hub
tension
is
too
tight,
motor
fuse
Fican
open
(see
Section
5-2).
If
hub
tension
is
_____________________
too
loose,
wire
unravels
and
can
become
tangled
inside
unit.
Turn
Off
and
unplug
unit.
1
Wire
Spool
2
Gun
Contact
Tube
If
necessary,
cut
welding
wire
oft
at
contact
tube,
and
retract
wire
onto
spool
and
secure.
3
Retaining
Pin
Remove
pin
and
pull
off
spool.
4
Flub
5
Hub
Pin
Slide
spool
onto
hub
so
wire
feeds
off
bottom.
Turn
spool
until
hub
pin
fits
hole
in
back
of
spooi.
Push
retaining
pin
through
hub.
6
Hub
Tension
Nut
Grasp
spool
in
one
hand
and
turn
while
using
a
wrench
to
adjust
hub
tension
nut.
When
a
slight
force
is
needed
to
turn
spool,
tension
is
set.
Close
and
secure
pressure
roll
assembly.
Thread
welding
wire
(see
Section
3-4).
Close
door.
6
Tools
Needed:
9/16
in
Ref.
ST-i
51
357/S-0499
OM-151
015
Page
12
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
/