Page is loading ...

1
2
FOLD LINE ‘A’
FOLD LINE ‘B’
3
4
TRIGGER
WIRE
MIG GUN
TRIM
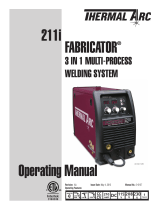
2. SETUP Gas Regulator
Cylinder Valve
Regulator
A) Attach the regulator to the cylinder valve and tighten securely with a wrench.
B) Connect the 215ic gas hose to the gas outlet on the regulator.
C) Purge the regulator and 215ic gas hose by SLIGHTLY opening the
cylinder valve for 3-to-5 seconds and then close.
D) Connect the 215ic gas hose to the gas port on the back of the 215ic.
Wrench tight to 1/4 turn.
E) Slowly and carefully open the cylinder valve until the maximum pressure shows
on the High-Pressure gauge.
F) Adjust regulator knob on the Low-Pressure gauge so the needle is
in the sMIG, (Green Section).
C
y
l
in
d
er Va
l
ve
High-PressureLow-Pressure
Gas Outlet
Tighten with
wrench
Regulator
Adjusting
Knob
Clamp to work piece
before starting to weld.
Work Clamp
Work Clamp
Connector
8 Pin Socket
A) On the front panel, identify the process knob and turn until knob indicator
is pointing to desired wire diameter.
• Identify plate thickness by turning the wire feed speed knob until the indicator is pointing
to desired thickness shaded in yellow.
B) Determine what shielding gas you plan to use (75% Ar/25% CO
2
recommended).
C) Attach dangle to positive polarity setting - see picture -->
• Attach work clamp connector to 215ic, negative -
D) Attach work clamp to work piece.
Performing the test weld
A) Weld for 4 seconds, you will only have to do this once.
B) The machine will calabrate the arc for maximum performance.
C) When nished welding, remember to properly shut down the 215ic.
C) Plug the 215ic into a 120V, 15A/20A or 230V, 50A outlet.
A) Loosen MIG Gun Locking Screw (located inside side panel), then t the wire into the MIG Gun
connector as you slip the Connector into the MIG Gun Adaptor, then tighten the
Thumb Screw (clockwise).
B) Fit the 8 pin plug into the 8 pin socket and rotate
threaded collar fully clockwise to lock the plug into position.
3. SETUP MIG Gun
4. SET sMIG Welding Parameters
D) Turn the Power Switch ON. (Located on the rear of the machine.)
E) Viewing the front panel, select any of the processes in the
process selection section. Set the wire feed speed to 250 ipm
highlighted on the digital meter panel.
F) Lay the MIG Gun out so the cable is straight with NO twist or links.
* Unscrew nozzle and pop out the contact tip from the MIG Gun.
* Point the MIG Gun AWAY from your body. Press and hold the
MIG Gun trigger. The wire will advance through the cable and
out the MIG Gun conductor tube. Release the MIG Gun trigger.
* Reinstall MIG Gun tip and nozzle.
* Trim the wire at the MIG Gun nozzle to desired stick out. (3/8”)
* Close the 215ic side panel.
You may begin welding.
G
215ic Shut Down
A) Turn the Power Switch OFF.
(Located on the rear of the machine.)
B) Turn cylinder valve OFF and
bleed downstream gas line by loosening
hose at back of 215ic.
When nished welding, remember to
properly shut down the 215ic.
OPTIONAL: Installing or Replacing Nozzle or Tip
1.) Unplug the 215ic.
2.) Unscrew worn nozzle and pop out the tip.
3.) Slide new contact tip into the conductor tube end.
(Tip does not screw in.)
4.) Replace the nozzle. Hand tighten (Nozzle secures tip).
NOTE: For proper operation the nozzle MUST be tight.
5.) Trim wire to desired stick out.
NOZZLE
TIP
TRIGGER
MIG GUN
MIG Gun Adaptor
(outside surface)
MIG Gun
Connector
MIG Gun Locking Screw
Thumb Screw
8 pin socket
Wire
.030
0.8
C
D
B
.030” (0.8 mm) Stamp
Tack Weld
MIG Gun
Quick Start Guide
MIG WELDING (0.030” Solid Wire)
sMIG WELDING Step outline:
1) INSTALL Wire spool
2) SETUP Gas Regulator
3) SETUP MIG Gun
4) SET Welding Parameters
ESAB EM 215ic
Publication Date: March 2016Revision: AQuick Start Guide Number: 0-5464
Multi Process Welding Systems
Nut with Nylon Insert
(This sets Brake Tension)
4” (100mm)
diameter spool *
Retention Ring & Bolt
(This sets Wire Tension)
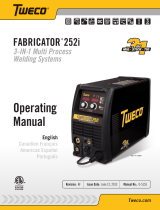
1. INSTALL Wire Spool
Wire Drive Tension
Screw Arm
Outlet Guide
Inlet Guide
Wire Drive Tension Screw
Pressure Roller Arm
Feed Wire
TILT
A) Drive Roll installed on machine is .030". If running other wire sizes and wire types please
see Operators Manual.
B) Install Spool
• Open side panel of 215ic and mount a 4” diameter wire spool on the spool hub.
Ensure wire spool seats into spool hub pin. (See Operators Manual for alternate 8”
diameter spool set up.)
• Tilt the Wire Drive Tension Screw Arm toward you and lift the pressure roller up.
With the MIG welding wire feeding from the bottom of the spool, hand feed the wire
through the inlet guide, between the rollers and through the outlet guide until it
comes out of the front of the 215ic about 3”.
• Return the Wire Drive Tension Screw Arm to the upright position locking the Pressure
Roller Arm underneath it. Ensure wire is seating in drive roll groove.
• Turn wire drive tension arm clockwise until drive roll grips wire.
Drive Roll and Drive Roll Knob
Drive Roll
Feed Wire
System
{
T
I
G
H
T
E
N
Spool Hub
Pin hole
Side Panel
8 Pin Connector
MIG Gun Connector
Main Knob

A) Identify the process selector knob and select desired material.
- If you will be welding with uxcored wire, select FCAW.
- Identify the wire feed speed knob and select desired speed highlighted 1-10 in white.
(refer to parameter guide for recommended settings)
B) Determine what shielding gas you plan to use (75% Ar/25% CO2 recommended).
C) Attach dangle to positive polarity setting - see picture -->
• Attach work clamp connector to 215ic, negative -
D) Attach work clamp to the work piece.
NOTES
• If the wire does NOT advance through the MIG Gun, release MIG Gun trigger, lay the gun down,
unplug the machine and adjust the Wire Drive Tension Screw inside the 215ic side panel.
SAFETY STATEMENTS
Recommended Settings Chart
(see information in Operator manual.)
This area is blank intentionally.
Select material
Set SPEED
A
A
Main Knob
Quick Start Guide
MIG WELDING in standard mode
1
FOLDLINE
‘
A
’
FOLDLINE
‘
B
’
.030
0.8
.030” (0.8 mm) Stamp
Quick Start Guide
MIG WELDING
(0.030” Solid Wire)
sMIG WELDING Step outline:
1) INSTALL Wire spool
2) SETUP Gas Regulator
3) SETUP MIG Gun
4) SET Welding Parameters
ESAB EM 215ic
Publication Date: March 2016Revision: AQuick Start Guide Number: 0-5464
Multi Process Welding Systems
Nut with Nylon Insert
(This sets Brake Tension)
8” (200mm)
diameter spool *
Retention Ring & Bolt
(This sets Wire Tension)
1. INSTALL Wire Spool
Wire Drive Tension
Screw Arm
Outlet Guide
Inlet Guide
Wire Drive Tension Screw
Pressure Roller Arm
Feed Wire
TILT
A) Drive Roll installed on machine is .030". If running other wire sizes and wire types please
see Operators Manual.
B) Install Spool
• Open side panel of 215ic and mount a 4” diameter wire spool on the spool hub.
Ensure wire spool seats into spool hub pin. (See Operators Manual for alternate 8”
diameter spool set up.)
• Tilt the Wire Drive Tension Screw Arm toward you and lift the pressure roller up.
With the MIG welding wire feeding from the bottom of the spool, hand feed the wire
through the inlet guide, between the rollers and through the outlet guide until it
comes out of the front of the 215ic about 3”.
• Return the Wire Drive Tension Screw Arm to the upright position locking the Pressure
Roller Arm underneath it. Ensure wire is seating in drive roll groove.
• Turn wire drive tension arm clockwise until drive roll grips wire.
Drive Roll and Drive Roll Knob
Drive Roll
Feed Wire
System
{
Spool Hub
Pin hole
Side Panel
USE
NO
OI
L
-
3
0
-
2
0
-
10
0
5
1
0
1
5
20
2
5
3
0
30
0
-
50
-
1
0
0
2
0
0
1
00
150
p
s
i
p
si
p
s
i
=
p
o
u
n
d
s
p
e
r
s
q
.
i
n
.
k
P
a
=
k
ilo
p
a
s
c
a
l
k
P
a
k
P
a
k
P
a
in
.
H
g
U
S
E
N
O
O
I
L
3
5
0
0
4
0
0
0
30
0
0
2
5
0
0
2
0
0
0
1
5
0
0
1
0
0
0
5
0
0
8
0
0
0
12
0
0
0
16
0
00
2
0
0
0
0
2
4
0
0
0
2
8
000
4
0
00
p
s
i
p
s
i
p
si
p
s
i
=
p
o
u
n
d
s
p
e
r
s
q
.
i
n
.
k
P
a
=
k
i
l
o
p
a
s
c
a
l
kPa
k
P
a
k
P
a
H
I
G
H
P
U
R
I
T
Y
A
N
D
I
N
S
T
R
U
M
E
N
T
A
T
IO
N
.035
0.9
.030
0.8
A-1297
6
0463 407001 20151207 Validfor: serial no. 552-xxx-xxx
EM 215ic
US Instruction manual
CA Manueld'instructions
XL Instrucciones de uso
E
S
A
B
Operators Manual & CD
Copyright © 2016 ESAB. All rights reserved.
Reproduction of this work, in whole or in part, without written permission of
the publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to any
party for any loss or damage caused by any error or omission in this Quick Start Guide,
whether such error results from negligence, accident, or any other cause.
Publication Date: 03/15/2016
©2016 ESAB
W
elding and Cutting Products
ESAB Welding & Cutting Products
Tel: +1 843 669 44 11 Fax: +1 843 664 57 48
For addresses and phone numbers to our distributors
in o
ther countries,
please visit our home page www.esab.eu
ESAB EM 215ic
Multi Process Welding Systems
Tools required:
Parts Included:
(Not Shown to Scale)
Tweco Fusion 180A MIG Gun
Tweco 200A Ground Clamp
Power Cord Adapter
Drive Rolls
Quick Start Guide
Victor Argon
Regulator/Gauge
and Hose
215ic Shut Down
A) Turn the Power Switch OFF.
(Located on the rear of the machine.)
Read and understand this entire guide, the Operating Manual and your
employer’s safety practices before installing, operating, or servicing the equipment.
While the information contained in this guide represents the Manufacturer’s
best judgment, the Manufacturer assumes no liability for its use.
Refer to the 215ic ESAB Operation Manual for detailed safety and operation instructions.
WARNINGS and CAUTIONS
•
ELECTRIC SHOCK can kill. Touching live electrical parts can cause fatal shocks or severe burns.
•
Incorrectly installed or improperly grounded equipment is a hazard.
•
The MIG welding wire and work circuit is electrically live whenever the output is ON.
•
The MIG wire, wire reel, drive roll housing, and all metal parts touching the welding wire are
electrically live whenever the output is ON.
•
STICK Electrode is electrically live as soon as it is in the Electrode Holder.
•
Never stand in front of or behind a regulator when opening the cylinder valve!
•
DO NOT attach or use the regulator if oil, grease, ammable substances, or damage is present!
Stand to the side of the cylinder opposite the regulator when opening the cylinder valve.
Keep the cylinder valve between you and the regulator.
•
NEVER use a compressed gas cylinder without a pressure reducing regulator attached to the cylinder valve.
•
Always use a regulator designed for the type gas used.
•
DO NOT point MIG Gun at your face.
•
Maintain an adequate distance of the wire from metal objects to avoid burnbacks to conduit or conductor tube.
•
Always wear a welding helmet tted with a proper shade of lter (see Safety Standards in the Operation manual) to
protect your face and eyes when welding or watching, and safety equipment when welding.
EM 215ic Power Source
ER705-6 .030”
4” Spool
Thickness Gauge
Fusion Contact Tips
Clamp to work piece
before starting to weld.
Work Clamp
Work Clamp
Connector
8 Pin Socket
C
D
/