The Miller JA46 Preflow, Postflow Timer is a device that adds electronically timed preflow and postflow capabilities to 50 Series wire feeders. It operates on 115 VAC, 50/60 Hertz power and has a net weight of 7 lbs. and a shipping weight of 11 lbs. The JA46 features a preflow time control and a postflow time control, allowing for precise adjustment of gas flow before and after welding. It is easy to install and use, making it a valuable addition to any welding setup.

November
1993
Form:
OM-1079A
Effective
With
Style
No.
JA-46
OWNERS
MANUAL
~
''~
Preflow,
Postflow
Timer
S
Preflow
And
Postflow
Timer
For
Use
With
50
Series
Wire
Feeder
S
Uses
115
Volts
AC,
50/60
Hz
Input
Power
S
Equipped
With
Needed
Interconnecting
Cords
Read
and
follow
these
instructions
and
all
safety
blocks
carefully.
Have
only
trained
and
qualified
persons
install,
operate,
or
service
this
unit.
Call
your
distributor
if
you
do
not
understand
the
directions.
Millerfi
S
Give
this
manual
to
the
operator.
For
help,
call
your
distributor
or:
MILLER
Electric
Mfg.
Co.,
P.O.
Box
1079,
Appleton,
WI
54912
414-734-9821
covrT(93-ST-071
813-A
'
1993
MILLER
Electric
Mfg.
Co.
PRIN1ED
IN
USA

MILLERS
TRUE
BLU
ETTM
LIMITED
WARRANTY
Effective
January
1.
1992
(Equipment
with
a
serial
number
preface
of
KC
or
newer)
This
limited
warranty
supersedes
all
previous
MILLER
warranties
and
is
enclusive
with
no
other
guarantees
or
warrantiea
eapressed
or
implied.
LIMITED
WARRANTY
Subtect
to
the
terms
and
conditions
below.
MILLER
Electric
Mtg.
Co
.
Appleton.
Wisconsin
warrants
to
its
original
retail
purchaser
that
new
MILLER
equipment
sold
aBet
the
ehective
date
of
this
limited
warranty
is
tree
of
de
tects
in
material
and
workmanship
at
the
time
it
is
shipped
by
MILLER
THIS
WAR
RANTY
5
EXPRESSLY
IN
LIEU
OF
ALL
OTHER
WARRANTIES.
EXPRESS
OR
IMPLtED.
INCLUDING
THE
WARRANTIES
OF
MERCHANTABILITY
AND
FIT
NESS.
Within
the
warranty
periods
listed
below.
MILLER
will
repair
or
replace
any
war
ranted
parts
or
components
that
fail
due
to
such
defects
in
material
or
workmanship.
MILLER
must
be
notified
in
writing
within
thirty
(30)
days
of
such
detect
or
failure,
at
which
time
MILLER
will
pronide
instructions
on
the
warranty
claim
procedures
to
be
followed.
MILLER
shall
honor
warranty
claims
on
warranted
equipment
listed
below
in
the
event
of
such
a
failure
within
the
warranty
time
periods
Alt
warranty
time
periods
start
on
the
date
that
the
equipment
was
delivered
to
the
original
retail
purchaser,
or
one
year
aher
the
equipment
is
sent
to
the
distributor
5
Years
Parts
-
3
Years
Labor
Original
main
power
rectifiers
2-
3
Years
Parts
and
Labor
TranstormerlRectifier
Power
Sources
Plasma
Arc
Cutting
Power
Sources
Semi-Automatic
and
Automatic
Wire
Feeders
Robots
3.
2
Years
Pans
and
Labor
*
Engine
Driven
Welding
Generators
(NOTE.
Engines
are
warranted
separately
by
the
engine
manufacturer
for
a
period
of
two
years.)
Air
Compressors
4
I
Year
Pans
and
Labor
5
6.
Motor
Driven
Guns
Process
Controllers
Water
Coolant
Systems
HF
Units
Grids
Spot
Welders
Load
Banks
SDX
Transformers
Running
Gearflraitera
Field
Options
(NOTE
Field
options
are
covered
under
True
Blue
rM
for
the
remaining
warranty
perisd
of
the
product
they
are
installed
in.
or
for
a
minimum
of
one
year
whichever
ia
greater)
6
Months
Batteries
90
Days
Pans
and
Labor
MIG
GunsITfG
Torches
Plasma
Cutting
Torches
.1
Remote
Controls
Accessory
Kits
Replacement
Pans
MILLERS
True
BtuetM
Limited
Warranty
shalt
not
apply
to
I
Items
furnished
by
MILLER.
but
manufactured
by
others,
such
as
engines
or
trade
accessories.
These
items
are
covered
by
the
manufacturers
warranty.
if
any
2
Consumable
components:
such
as
contacn
tips,
cutting
nozzles.
confactors
and
relays
or
pans
that
fail
due
to
normal
wear.
3
Equipment
that
has
been
modihed
by
any
party
ofher
than
MILLER,
or
equip
ment
that
has
been
improperly
instalted,
improperly
operated
or
misused
based
upon
industry
ntandards,
or
equipment
which
has
not
hed
reasonable
and
necessary
maintenance,
or
equipment
which
has
been
used
for
operafion
outside
of
the
specifications
for
the
equipmenf
MILLER
PRODUCTS
ARE
INTENDED
FOR
PURCHASE
AND
USE
BY
COMMER
CIALINDUSTRIAL
USERS
AND
PERSONS
TRAINED
AND
EXPERIENCED
IN
THE USE
AND
MAINTENANCE
OF
WELDING
EQUIPMENT
In
the
event
of
a
warranty
claim
covered
by
this
warrsnfy.
the
esclusive
remedies
shall
be.
at
MILLERS
option
(1)
repair:
or
(2)
replacement:
or,
where
authorized
in
writing
by
MILLER
in
appropriate
cases.
13)
the
reasonable
cost
of
repair
or
replace
ment
at
an
authorized
MILLER
service
station,
or
(4)
payment
of
or
credit
for
the
pur
chase
price
(less
reasonable
depreciation
based
upon
actual
use)
upon
return
of
the
goods
at
customers
risk
and
espense.
MILLERS
option
of
repair
or
replacement
wilt
be
F
0
B
Factory
at
Appleton.
Wisconsin.
or
FOB
at
a
MILLER
authorized
ser
vice
tacility
as
determined
by
MILLER.
Therefore
no
compensation
or
reimburse
ment
for
transportation
costs
of
any
kind
wilt
be
allowed.
TO THE
EXTENT
PERMITTED
BY
LAW,
THE
REMEDIES
PROVIDED
HEREIN
-
ARE
THE
SOLE
AND
EXCLUSIVE
REMEDIES.
IN
NO
EVENT
SHALL
MILLER
BE
LIABLE
FOR
DIRECT
INDIRECT
SPECIAL,
INCIDENTAL
OR
CONSEQUENTIAL
DAMAGES
IINCLUDING
LOSS OF
P~OFIT),
WHETHER
BASED
ON
CON
TRACt
TORT
OR
ANY
OTHER
LEGAL
THEORY
ANY
EXPRESS
WARRANTY
NOT
PROVIDED
HEREIN
AND
ANY
IMPLfED
WAR
RANTY
GUARANTY
OR
REPRESENTATION
AS
TO
PERFORMANCE.
AND
ANY
REMEDY
FOR
BREACH
OF
CONTRACT
TORT
DR
ANY
OTHER
LEGAL
THEORY
WHICH.
BUT
FOR
THIS
PROVISION,
MIGHT
ARISE
BY
IMPLICATION.
OPERATION
OF
LAW.
CUSTOM
OF
TRADE
DR
COURSE
OF
DEALING.
IN
CLUDING
ANY
IMPLIED
WARRANTY
OF
MERCHANTABILITY
OR
FITNESS
FOR
PARTICULAR
PURPOSE.
WITH
RESPECT
TO
ANY
AND
ALL
EQUIPMENT
FURNISHED
BY
MILLER
IS
EXCLUDED
AND
DISCLAIMED
BY
MILLER
Some
states
in
the
U.S
A
do
not
allow
limitations
of
how
long
an
implied
warranty
lasts.
or
the
euctusion
of
incidental,
indirect,
special
or
consequential
damages,
so
the
above
limitation
or
esctusion
may
not
apply
to
you.
This
warranty
provides
spe
cific
legal
rights,
and
other
rights
may
be
available,
but
may
vary
from
state
to
state
In
Canada.
legislation
in
aome
provinces
providea
for
certain
additional
warranties
or
remedies
other
than
as
staled
herein,
and
to
the
estent
that
they
may
not
be
waived.
the
limitations
and
esciusrons
set
out
above
may
not
apply.
This
UmdeG
Warranty
provides
specific
legal
rights,
and
olher
righta
may
be
available,
but
may
vary
from
province
to
province.
RECEIVING-HANDLING
Before
Unpacking
equipment,
check
carton
for
any
damage
that
may
have
occurred
during
shipment.
File
any
claims
for
loss
or
damage
with
the
delIvering
carrier.
Assistance
for
filing
or
settling
claims
may
be
obtained
from
distributor
and/or
equipment
manufacturers
Transportation
Department.
When
requesting
information
about
this
equipment,
always
provide
Model
Designation
and
Serial
or
Style
Number,
Use
the
following
spaces
to
record
Model
Designation
and
Serial
or
Style
Number
of
your
unit.
The
information
is
located
on
the
rating
label
or
nameplate.
Model
__________
Serial
or
Style
No.
Date
of
Purchase
rrritter
9/93
TABLE
OF
CONTENTS
Section
No.
Page
No.
SECTION
1
-
SAFETY
PRECAUTIONS
AND
SIGNAL
WORDS
1-1.
General
Information
And
Safety
1
1-2.
Safety
Alert
Symbol
And
Signal
Words
1
SECTION
2
SPECIFICATIONS
2-1.
Descnption
1
SECTION
3
INSTALLATION
3-1.
Installation
Of
Preflow,
Postflow
Timer
2
3-2.
Shielding
Gas
Control
Connections
2
3-3.
Welding
Gun
Trigger
Control
Connections
3
SECTION
4
OPERATOR
CONTROLS
4-1.
Preflow
Time
Control
6
4-2.
Postflow
Time
Control
6
SECTION
5-
SEQUENCE
OF
OPERATION
5-1.
Gas
Metal
Arc
Welding
(GMAW)
6
5-2.
Shutting
Down
6
SECTION
6-
MAINTENANCE
&
TROUBLESHOOTING
6-1.
Routine
Maintenance
7
6-2.
Circuit
Board
Handling
Precautions
7
6-3.
Troubleshooting
7
SECTION
7-
ELECTRICAL
DIAGRAMS
Diagram
7-1.
Circuit
Diagram
8
Diagram
7-2.
Wiring
Diagram
9
SECTION
8
PARTS
LIST
Figure
8-1.
Complete
Assembly
10
LIST
OF
CHARTS
AND
TABLES
Table
6-1.
Maintenance
Schedule
7
Table
6-2.Troubleshooting
8
OM-1019A
11/93

N-i
SECTION
1
SAFETY
PRECAUTIONS
AND
SIGNAL
WORDS
1-1.
GENERAL
INFORMATION
AND
SAFETY
A.
General
Information
presented
in
this.manuai
and
on
various
la
bels,
tags,
and
plates
on
the
unit
pertains
to
equipment
design,
installation,
operation,
maintenance,
and
troubleshooting
which
should
be
read,
understood,
and
followed
for
the
safe
and
effective
use
of
this
equipment.
B.
Safety
The
installation,
operation,
maintenance,
and
trouble
shooting
of
arc
welding
equipment
requires
practices
and
procedures
which
ensure
personal
safety
and
the
safety
of
others.
Therefore,
this
equipment
is
to
be
in
stalled,
operated,
and
maintained
only
by
qualified
per
Sons
in
accordance
with
this
manual
and
all
applicable
codes
such
as,
but
not
limited
to,
those
listed
at
the
end
of
Arc
Welding
Safety
Precautions
in
the
welding
power
source
Owners
Manual.
1-2.
SAFETY
ALERT
SYMBOL
AND
SiGNAL
WORDS
The
following
safety
alert
symbol
and
signal
words
are
used
throughout
this
manual
to
call
attention
to
and
iden
tify
different
levels
of
hazard
and
special
instructions.
a
This
safety
alert
symbol
is
used
with
the
signal
words
WARNING
and
CAUTION
to
call
atten
tion
to
the
safety
statements.
a
WARNING
statements
identify
procedures
or
practices
which
must
be
followed
to
avoid
seri
ous
personal
injury
or
loss
of
life.
a
CAUTION
statements
identify
procedures
or
practices
which
must
be
followed
to
avoid
minor
personal
injury
or
damage
to
this
equipment.
IMPORTANT
statements
identify
special
instructions
necessaiy
for
the
most
efficient
operation
of
this
equip
ment.
-
SECTION
2
-
SPECIFICATIONS
SB.O71
613-A
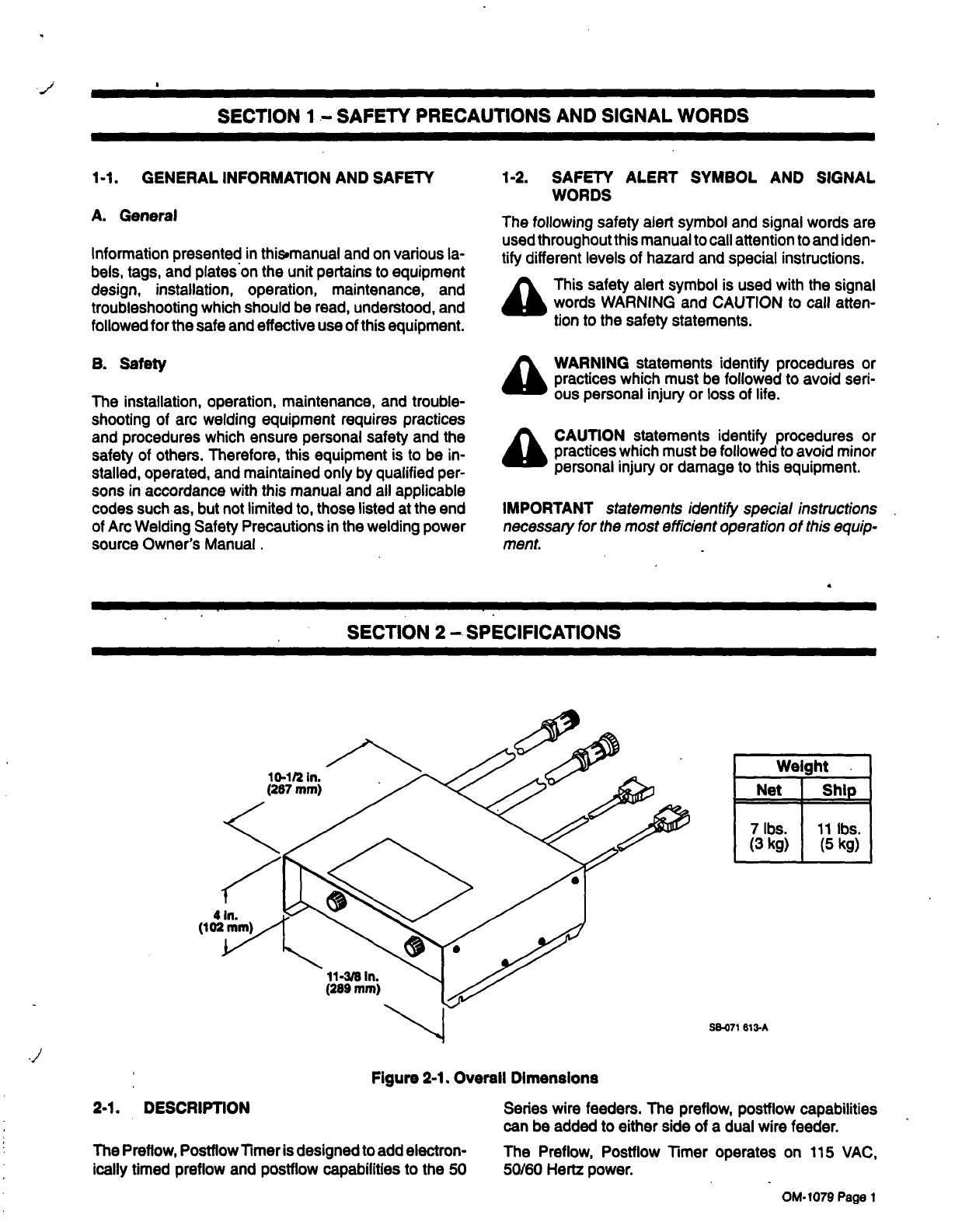
2-1.
DESCRIPTION
The
P
reflow,
Postf
low
Turner
is
designed
to
add
electron
ically
timed
preflow
and
postflow
capabilities
to
the
50
Series
wire
feeders.
The
preflow,
postf
low
capabilities
can
be
added
to
either
side
of
a
dual
wire
feeder.
The
Preflow,
Postflow
Turner
operates
on
115
VAC,
50/60
Hertz
power.
10-1/2
In.
(287
mm)
Weight
Net
Ship
7
lbs.
11
lbs.
(3
kg)
(5
kg)
Figure
2-1.
Overall
Dimensions
OM-1079
Page
1

SECTION
3-
INSTALLATION
a
ELECTRIC
SHOCK
can
kill.
Do
not
touch
ilve
electrical
parts.
Shut
down
welding
power
source
and
wire
fee~ier,
and
disconnect
input
power
employ
ing
lockout/tagging
procedures
before
in
specting
or
installing.
Lockout/tagging
procedures
consist
of
padlock
ing
line
disconnect
switch
in
the
open
position,
removing
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnect
ing
device.
3-1.
INSTALLATION
OF
PREFLOW,
POSTFLOW
TIMER
(Figure
3-1)
IMPORTANT:
The
following
procedure
is
for
mounting
the
Pre
flow,
Postf!ow
Timer
on
top
of
the
wire
feeder
control
box.
If
desired,
the
Timer
can
be
mounted
on
top
of
a
digital
voltage
control
(DVC)
in
the
same
manner.
1.
Loosen
screws
(four
total)
on
the
upper
right
and
left
sides
of
the
wire
feeder
control
box
wrapper.
2:
Place
the
Prefiow,
Postflow
Timer
on
top
of
the
wire
feeder
control
box
so
both
front
panels
face
the
same
direction
and
the
mounting
screw
slots
on
the
Timer
align
with
the
screws
on
the
wire
feeder
control
box.
3.
Slide
the
Timer
down
onto
screws,
and
securely
tighten
wire
feeder
control
box
screws.
3-2.
SHIELDING
GAS
CONTROL
CONNECTIONS
(Figure
3-1)
IMPORTANT:
When
using
the
Pre
flow,
Postflow
Timer
with
a
dual
wire
feeder,
be
sure
that
all
connections
are
made
to
the
desired
side
of
the
wire
feed
system.
1.
Disconnect
the
gas
valve
plug
from
the
gas
valve
receptacle
on
the
rear
of
the
wire
feeder
control
box
as
follows:
squeeze
retaining
clips
on
either
side
of
plug
and
pull
plug
from
receptacle.
2.
Connect
the
gas
valve
plug
disconnected
in
Step
1
to
the
6-contact
female
plug
extending
from
the
rear
of
the
Preflow,
Postf
low
Timer
as
follows:
in
sert
gas
valve
plug
into
6-contact
female
plug
(the
plugs
are
keyed
so
they
will
not
go
together
incor
rectly),
and
press
into
place
until
retaining
clips
on
plug
snap
into
position.
3.
Connect
the 6-contact
male
plug
extending
from
the
rear
of
the
Preflow,
Postf
low
Timer
to
the
gas
valve
receptacle
on
the
rear
of
the
wire
feeder
control
box
as
follows:
insert
6-contact
male
plug
into
gas
valve
receptacle
(the
connectors
are
keyed
so
they
will
not
go
together
incorrectly),
and
press
into
place
until
retaining
clips
on
plug
snap
into
position.
Figure
3-1.
Prof
low,
Postflow
Timer
InstallatIon
To
Welding
Gun
Trigger
Plug
To
Trigger
Receptacle
On
Wire
Feeder
SB.071
613-A
To
Gas
Valve
Receptacle
On
Wire
Feeder
OM-1
079
Page
2

3-3.
WELDING
GUN
TRIGGER
CONTROL
CON
NEC11ONS
(Figure
3-1)
IMPORTANT:
When
using
the
Pre
flow,
Postflow
Timer
with
a
dual
wire
feeder,
be
sure
that
all
connections
are
made
to
the
desired
side
of
the
wire
feed
system.
1.
Connect
the
4-pin
male
plug
extending
from
the
rear
of
the
Preflow,
Postflow
Timer
to
the
TRIG
GER
receptacle
on
the
front
of
the
wire
feeder
control
box
as
follows:
align
keyways,
insert
plug,
and
rotate
threaded
collar
fully
clockwise.
Welding
2.
Connect
the
welding
gun
trigger
plug
to
the
4-pin
female
plug
extending
from
the
rear
of
the
Pre
flow,
Postflow
Timer
as
follows:
align
keyways,
in
sert
gun
trigger
plug,
and
rotate
threaded
collar
fully
clockwise.
IMPORTANT:
If
the
Pre
flow,
Pos
if/ow
Timeris
used
with
a
digital
dual
schedule
control
(DDSC),
the
gun
trigger
plug
must
be
connected
to
the
DDSC
and
the
plug
from
the
DDSC
that
normally
connects
to
the
TRIGGER
re
ceptacle
on
the
wire
feeder
must
be
connected
to
the
4-pin
female
plug
on
the
Pre
flow,
Postf
low
Timer
trigger
cord.
S~O491
REMOTE
14
Receptacle.
Front
View
Prellow,
Posttlow
Timer
Wire
Feeder
Gas
Control
Cord
FIgure
3-2.
Connection
Diagram
For
Pref
low,
Postflow
Timer
Used
With
Single
Wire
Feeder
OM-1079
Page
3

REMOTE
14
Receptacle
Welding
Power
Wire
Drive
Motor
And
Drive
Assembly
Gun
Current
Relay
Connections
DVC
NP
Models
Only
IMPORTANT:
See
the
DVC
and
DDSC
Owners
Manuals
for
additional
connection
infoimation.
Figure
3-3.
Connection
Diagram
For
Pref
low,
Postflow
Timer
Used
With
DVC
Control,
DDSC
Control,
And
Digital
Wire
Feeder
OM-1
079
Page
4

115
Volta/Contactor
Control
Cord
Figure
3-4.
ConnectIon
Diagram
For
Preflow,
Postf
low
Timer
Used
With
Trigger
Hold
Control,
DVC
Con
trol,
DDSC
Control,
And
Digital
Wire
Feeder
Pra/low
Time
Control
SECTION
4-
OPERATOR
CONTROLS
SB-Oil
813-A
Welding
Power
Source
IMPORTANT:
See
the
OVC
and
DDSC
Owners
Manuals
for
additional
connection
information.
Voltage
*Cu~nt
Relay
Connections
Sensing
Gas
Valve
DVC
MP
Models
Only
Leads
Interconnecting
Cord
s-o4~a
Ga
Control
Cord
Postflow
Time
Control
FIgure
4-1.
Front
Panel
Controls
OM-1079
Page
5

J
4-1.
PREFLOW
TIME
CONTROL
(Figure
4-1)
The
PREFLOW
TIME
control
provides
a
means
of
se
lecting
the
period
of
time
shielding
gas
flows
at
the
be
ginning
of
the
weld
cycle.
Depressing
the
gun
trigger
ini
tiates
preflow
time.
When
the
preflow
timer
times
out,
the
welding
power
source
contactor
is
energized,
and
the
wire
drive
motor
begins
to
feed
the
wire.
The
scale
surrounding
the
PREFLOW
TIME
control
is
calibrated
in
increments
up
to
a
maximum
of
5
seconds.
4-2.
POSTFLOW
TIME
CONTROL
(Flgure.4-1)
The
POSTFLOW
TIME
control
provides
a
means
of
se
lecting
the
period
of
time
shielding
gas
flows
after
the
gun
trigger
is
released.
The
scale
surrounding
the
POSTFLOW
TIME
control
is
calibrated
in
increments
up
to
a
maximum
of
5
seconds.
SECTION
5
SEQUENCE
OF
OPERATION
WARNING:
ELECTRIC
SHOCK
can
kill;
MOVING
PARTS
can
cause
serious
Injury;
IMPROPER
AIR
FLOW
AND
EXPOSURE
TO
ENVIRONMENT
can
damage
internal
parts.
Do
not
touch
live
electrical
parts.
Keep
all
covers
and
panels
in
place
while
op
erating.
Warranty
is
void
if
the
unit
is
operated
with
any
portion
of
the
outer
enclosure
removed.
ARC
RAYS,
SPARKS,
AND
HOT
SURFACES
can
burn
eyes
and
skin,
NOISE
can
damage
hearIng.
Wear
correct
eye,
ear,
and
body
protection.
FUMES
AND
GASES
can
serIously
harm
yourhealth.
Ventilate
to
keep
from
breathing
fumes
and
gases.
If
ventilation
is
inadequate,
use
approved
breathing
device.
HOT
METAL,
SPATrER,
AND
SLAG
can
cause
fIre
and
burns.
Watch
for
fire.
Have
fire
extinguisher
nearby,
and
know
how
to
use
it.
Allow
work
and
equipment
to
cool before
han
dling.
MAGNETIC
FiELDS
FROM
HIGH
CURRENTS
can
affect
pacemaker
operation.
Wearers
should
consult
with
their
doctor
be
fore
going
near
arc
welding,
gouging,
or
spot
welding
operations.
See
Arc
Welding
Safety
Precautions
in
the
weld
ing
power
source
Owners
Manual
for
basic
welding
safety
information.
5-1.
GAS
METAL
ARC
WELDING
(GMAW)
a
WARNING:
Read
and
follow
safety
Informa
tIon
at
beginning
of
entire
Section
5
before
proceedIng.
1.
Install
and
prepare
welding
power
source
accord
ing
to
its
Owners
Manual.
2.
Install
Preflow,
Postflow
Timer
according
to
Sec
tion
3
of
this
manual.
3.
Install
and
prepare
wire
feeder
according
to
its
Owners
Manual.
4.
Wear
dry
insulating
gloves
and
clothing.
5.
Connect
work
clamp
to
clean,
bare
metal
at
work-
piece.
6.
Select
and
obtain
proper
welding
wire,
and
thread
as
instructed
in
wire
feeder
Owners
Manual.
7.
Turn
on
shielding
gas
supply.
8.
Wear
welding
helmet
with
proper
filter
lens
ac
cording
to
ANSI
Z49.1.
9.
Rotate
PREFLOW
TIME
control
to
its
desired
set
ting
(see
Section
4-1).
10.
Rotate
POSTFLOW
TIME
control
to
its
desired
setting
(see
Section
4-2).
Energize
welding
power
source
and
wire
feeder.
Begin
welding.
5-2.
SHUTTiNG
DOWN
1.
Stop
welding.
Shut
down
welding
power
source
and
wire
feeder.
Turn
off
shielding
gas
at
source.
a
11.
12.
2.
3.
a
WARNING:
HIGH
CONCENTRATION
OF
SHIELDING
GAS
can
harm
health
or
kill.
Shutoff
gas
supply
when
not
in
use.
OM-1079
Page
6

SECTION
6-
MAINTENANCE
&
TROUBLESHOOTING
6-1.
ROUTINE
MAINTENANCE
IMPORTANT:
Every
six
months
inspect
the
labels
on
this
unit
for
legibility.
All
precautionary
labels
must
be
maintained
in
a
clearly
readable
state
and
replaced
when
necessary.
See
Parts
List
for
part
number
of
pre
cautionary
labels.
a
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
pans.
Shut
down
welding
power
source
and
wire
feeder,
and
disconnect
input
power
employ
ing
lockout/tagging
procedures
before
in
specting,
maintaining
or
servicing.
Lockout/tagging
procedures
consist
of
padlock
ing
line
disconnect
switch
in
the
open
position,
removing
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnect
ing
device.
MOVING
PARTS
can
cause
serious
injury.
Keep
away
from
moving
parts.
HOT
SURFACES
can
cause
severe
burns.
Allow
cooling
period
be
fore
seivicing.
Table
6-1.
Maintenance
Schedule
Frequency*
Maintenance
Every
month.
Units
in
heavy
service
environ
ments:
Check
labels,
weld
cables,
clean
internal
parts.
Every
6
months.
Check
all
labels
(see
IMPORT
ANT
block,
Section
6-1).
Clean
internal
parts.
Frequency
of
service
is
based
on
units
operated
40
hours
per
week.
Increase
frequency
of
maint
enance
if
usage
exceeds
40
hours
per
week.
Every
six
months,
inspect
all
interconnecting
cords
and
plugs
for
damage
to
the
insulation
jacket.
Repair
or
re
place
the
cord(s)
as
necessary.
6-2.
CIRCUIT
BOARD
HANDLING
PRECAUTIONS
a
WARNING:
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Shut
down
welding
power
source
and
wire
feeder,
and
disconnect
input
power
employ
ing
lockout/ta
ggin9
procedures
before
in
specting,
maintaining,
or
servicing.
Lockout/tagging
procedures
consist
of
pad
lockin9
line
disconnect
switch
in
open
position,
removing
fuses
from
fuse
box,
or
shutting
off
and
red-tagping
circuit
breaker
or
other
disconnect
ing
device.
CAUTION:
ELECTROSTATIC
DISCHARGE
(ESO)
can
damage
circuit
boards.
Put
on
properly
grounded
wrist
strap
BEFORE
handling
circuit
boards.
Transport
circuit
boards
in
proper
static
shielding
carriers
or
packages.
Perform
work
only
at
a
static-safe
work
area.
INCORRECT
INSTALLATION
or
misaligned
plugs
can
damage
circuit
board.
Be
sure
that
plugs
are
properly
installed
and
aligned.
EXCESSIVE
PRESSURE
can
break
circuit
board.
Use
only
minimal
pressure
and
gentle
move
ment
when
disconnecting
or
connecting
board
plugs
and
removing
or
installing
board.
6-3.
TROUBLESHOOTING
(Table
6-2)
ELECTRIC
SHOCK
can
kill.
Do
not
touch
live
electrical
parts.
Shut
down
welding
power
source
and
wire
feeder,
and
disconnect
input
power
employ
ing
lockout/ta
ggin9
procedures
before
in
specting,
maintaining
or
servicing.
Lockout/tagging
procedures
consist
of
padlock
ing
line
disconnect
switch
in
the
open
position,
removing
fuses
from
fuse
box,
or
shutting
off
and
red-tagging
circuit
breaker
or
other
disconnect
ing
device.
MOVING
PARTS
can
cause
serious
injury.
Keep
away
from
moving
parts.
HOT
SURFACES
can
cause
severe
burns.
Allow
cooling
period
before
servicing.
Troubleshooting
to
be
performed
only
by
quail-
fled
persons.
It
is
assumed
that
the
unit
was
properly
installed
accord
ing
to
Section
3
of
this
manual,
the
operator
is
familiar
with
the
function
of
controls,
the
unit
was
working
prop
erly,
and
that
the
trouble
is
not
related
to
the
welding
process.
The
following
table
is
designed
to
diagnose
and
provide
remedies
for
some
of
the
troubles
that
may
develop
in
this
unit.
Use
this
table
in
conjunction
with
the
circuit
dia
gram
while
performing
troubleshooting
procedures.
If
the
trouble
is
not
remedied
after
performing
these
proce
dures,
contact
the
nearest
Factory
Authorized
Service
Station/Service
Distributor.
In
all
cases
of
equipment
malfunction,
the
manufacturers
recommendations
should
be
strictly
followed.
a
a
OM-1079
Page
7

Table
6-2.Troubleshootlng
J
TROUBLE
CAUSE
REMEDY
Gas
valve
will
not
operate.
Gas
valve
connections
not
Se-
cure.
Check
connections
between
gas
valve
plug
and
plug
PLG5O
from
rear
of
Timer;
and
between
plug
PLG53
from
rear
of
Timer
and
gas
valve
re
ceptacle.
Secure
connections
if
necessary.
Dual
Timer
Board.
See
Section
6-2,
and
contact
nearest
Factory
Authorized
Service
Station/Service
Distributor.
Wire
feeder
energizes
but
will
Gun
trigger
connections
not
Se-
Check
connections
between
gun
tngger
plug
and
not
feed
wire.
cure.
plug
PLG52
from
rear
of
Timer
and
between
plug
PLG51
from
rear
of
Timer
and
TRIGGER
recep
.
Gun
trigger
switch.
tacle
on
wire
feeder.
Secure
connections
if
nec
essary.
Check
gun
tngger
switch,
and
replace
if
neces
sary.
Extremelyshortorinfinitelylong
Dual
Timer
Board.
See
Section
6-2,
and
contact
nearest
Factory
preflow
and/or
postflow
time.
Authonzed
Service
Station/Service
Distributor.
SECTION
7-
ELECTRICAL
DIAGRAMS
TP
wI~
DIagram
7-1.
CircuIt
DIagram
Circuit
DIagram
No.
SB.072
257-B
~G6I
IT
0 0
0
0
A
S
C
0
TOGAS
VM.~
2
I
310
000
ASCO
OM-1079
Page
8

0
Wiring
Diagram
No.
SC-i
52
500
DIagram
7-2.
WIring
Diagram

23
SECTION
8-
PARTS
LIST
Figure
8-1.
Complete
Assembly
SG-071
614-8
10
24~
9
11
21
16
20
19 18
17
OM-1079
Page
10

Description
Quantity
Figure
8-1.
Complete
Assembly
3
....
1,3T
...
038042
4
010476
2
5
010217
1
6
604571
7ft
7
079531
2
8
...
PLG52
..
080328
1
079534
4
9
...
PLG51
..
079878
1
079535
4
10
.
..
PLG5O
..
048
842
1
11
...
PLG53
..
056 265
1
12.,
052246
5ft
13
070654
2
14
072128
1
15
031251
2
16...
PLG54
..
079
798
1
079747
13
17
010301
1
18
084440
1
19...
RC52...
073
730
1
20
1
..21
097922
.2
22~..
CR52....
080388
1
23
048848
1
24
080148
1
25
048725
1
26...
R61
,62
..
028
770
2
057359
1
+When
ordering
a
component
originally
displaying
a
precautionary
label,
the
label
should
also
be
ordered.
BE
SURE
TO
PROVIDE
MODEL
AND
STYLE
NUMBER
WHEN
ORDERING
REPLACEMENT
PARTS.
Item
Dia.
No.
Mkgs.
Part
No.
+049
173
..
WRAPPER
.
1
134
327
..
LABEL,
warning
general
precautionary
1
STRIP,
term
4P
2
BUSHING,
strain
relief
.625
ID
x
.57Omtg
hole
BLANK,
snap-in
metal
.625mtg
hole
CABLE,
port
No.
18
4/c
(order
by
ft)
CLAMP,
cable
strain
relief
szll
.453
max
cable
00
RECEPTACLE
w/SOCKETS,
free
hanging
(consisting
of)
TERMINAL,
female
lskt
18-14
wire
HOUSING PLUG
&
PINS,
(consisting
of)
TERMINAL,
male
1
pin
18-14
wire
CONNECTOR,
female
6skt
w/cable
clamp
CONNECTOR,
male
6cont
1OA
73ORMS
CABLE,
pwr
No.
2Oga
5/c
(order
by
ft)
BUSHING,
strain
relief
.300
ID
x
.55Omtg
hole
CASE
SECTION,
front/bottom/back
BRACKE1~
mtg
connector
HOUSING,
term
hdr
13
pin
posn
TERMINAL,
contact
hdr24-18
wire
BUSHING,
al
.140
ID
x
.250
00
x
.312
CIRCUIT
CARD,
dual
timer
TERMINAL,
hdr
22
pin
NAMEPLATE,
(order
by
model
and
style
number)
KNOB,
pointer
.875d1a
x
.250
ID
RELAY,
end
24VAC
3PDT
SPRING,
hold
down
relay
SOCKEt
relay
11
pin
BRACKET,
mtg
relay
POTENTIOMETER,
Csltd
sft
lIT
2W
1
meg
ohm
BLANK,
snap-in
nyl
.375mtg
hole
OM-1079
Page
11
















 1
1
 2
2
 3
3
 4
4
 5
5
 6
6
 7
7
 8
8
 9
9
 10
10
 11
11
 12
12
 13
13
 14
14
 15
15
 16
16
















Miller DVC DM-2 Owner's manual
Miller KA000000 Owner's manual

