Page is loading ...

1
PM-1236 v4 1-2017.indd
Model PM-1236 Lathe
High precision gap-bed machine
36 in. between centers, 12 in. swing over bed, 17-1/2 in. over gap
2 HP (1500W) motor, 220 Vac single phase
Speed range from 65 to 1810 rpm
Power cross-feed, traveling motor controls
D1-4 camlock spindle mount, 1-1/2 inch spindle bore
Weight, including stand, 1200 lb
PM-1236 with optional coolant system, live center and QC toolpost
701 Parkway View Drive
Pittsburgh, PA 15205
Copyright © 2016 Quality Machine Tools, LLC

2
PM-1236 v4 1-2017.indd
PM-1236
FAQ
POWER light off, bottom arrow?
240 Vac power connected?
Circuit breaker in the electrical box
tripped?
E-STOP button in, top arrow?
Rotate it, should pop out.
My lathe doesn’t
run at all (1)
This manual contains essential safety advice on the proper setup, operation, maintenance, and service
of the PM-1236 lathe. Failure to read, understand and follow the manual may result in property damage
or serious personal injury.
There are many alternative ways to install and use a lathe. As the owner of the lathe you are solely re-
sponsible for its proper installation and safe use. Consider the material contained in this manual to be
advisory only. Precision Matthews, LLC cannot be held liable for injury or property damage during instal-
lation or use, or from negligence, improper training, machine modifications or misuse.
This manual describes PM-1236 machines as shipped from April 2016. There may be detail dif-
ferences between your specific machine and the information given here (with little or no impact on
functionality). If you have questions about any aspect of the manual or your machine, please call
412-787-2876 (east coast time), or email us at admin@machinetoolonline.com. Your feedback is
welcomed!
Belt cover in place? This closes the inter-
lock switch, bottom arrow.
FOOTBRAKE working, not stuck down?
If working properly, the footbrake should
close the microswitch, top arrow, opening
it when released.
CHUCK GUARD swung back? Close the
guard.
The motor didn’t run when
power was connected
My lathe doesn’t
run at all (2)
By design it should NOT run if the Motor
Control switch was UP or DOWN when
power is connected.
Electrical schematic, Section 5: Move
the Motor Control switch to neutral, mid
travel, to energise the power-switch-
ing contactor KA, thus restoring normal
conditions.

3
PM-1236 v4 1-2017.indd
Section 1 INSTALLATION
THESE ARE THE MAIN POINTS TO WATCH OUT FOR!
But read the following pages for more information
Handling the lathe is at least a two-man job.
Lifting gear – sling, hoist or forklift – must be rated for at least 1 ton.
Working location of the mill must allow space for removal of the belt cover at left, also ac-
cess to the coolant system (back of right hand cabinet) and the electrical box at the back
of the headstock.
Power requirement is 240V, 60Hz, 1φ, 20A circuit protection (spindle motor 14A full load).
Extension cord not recommended; if no alternative, use 12 AWG not longer than 20 ft.
Before connecting power be sure that:
The machine is on a firm footing, adequately secured to its stand.
Chuck camlocks tight, no wrench left in chuck.
Carriage and cross slide approx. mid-travel, power feed disengaged (Figure 1-10).
The headstock gear selectors are set for the lowest spindle speed.
•
•
•
•
•
•
1.
2.
3.
4.
1. Prepare the working location for the stand. If you in-
tend to use an engine hoist, there must be room for
the hoist, Figure 1-5. If not, a forklift and slings may
be a better option. If only an engine hoist is avail-
able, with limited space either side, the machine can
be fully assembled on a pair of 4-wheel dollies, then
rolled to its final position. The assembly can then be
raised by screw jack or other means to free the dol-
lies.
2. Position the LH and RH stand cabinets 34 inches
apart in the lathe’s final location. Mark the floor to
allow the cabinets to be repositioned in the same
locations for final assembly, when the front panel
and footbrake components have been installed.
3. Remove the coolant tank and pump assembly, if
supplied, from the RH cabinet, Figure 1-1.
4. Highly recommended!
Install leveling mounts rated for 250 lb each at the
corners of the two stand cabinets. (Alternatively,
plan on using metal shims under the cabinets to
level the lathe after securing it to the cabinets.)
5. Install front panel brackets on the two cabinets, Fig-
ure 1-2, using four M6 screws and washers.
SETTING UP THE LATHE
The PM-1236 is shipped in three packing cases, one for
the machine/chip tray/front panel/back splash, one each
for the left and right hand stand cabinets. The follow-
ing procedure makes use of an engine hoist, minimum
weight rating 1 ton.
Figure 1-1 Coolant pump and tank
Figure 1-2
In-facing side of cabinets

4
PM-1236 v4 1-2017.indd
Figure 1-4 Hoisting the lathe
Figure 1-3
Footbrake
components
6. With the RH cabinet in its approximate final location,
insert the footbrake pivot shaft, then locate the other
end of the shaft in the LH cabinet while easing the
cabinet into its final location.
7. Install the front panel on the brackets using four M6
screws, washers and nuts.
8. Position the chip tray on the stands, aligning the
6 holes for mounting bolts with the corresponding
threaded holes on top of the cabinets..
9. Unpack the footbrake components stowed in the
LH cabinet, then assemble the drawbar (2 pieces),
crank and extension spring as Figure 1-3 (see Foot-
brake adjustment, next page, also Stand and Cool-
ant Components diagram, Section 5).
10. Remove the packing case from the pallet, then un-
bolt the machine from the pallet.
11. Run two 1000 lb slings under the lathe bed and up
to the hoist hook. The slings must be inboard of the
leadscrew, feed shaft and motor control rod to
avoid damage to those components.
12. Slowly lift the lathe, controlling any tendency for it to
swing as it clears the pallet.
13. Roll the lathe into position, Figure 1-5, then hover it
an inch or so over the chip tray. This will allow you
to mark the perimeters of the lathe bed pedestals for
the purpose of caulking.
14. Apply a thick bead of silicone caulk just inside the
marked perimeters on the tray.
15. Lower the lathe onto the chip tray, making sure that
its six mounting holes are properly aligned. Excess
caulk squeezed out by the pedestals will form a
coolant-proof seal.
16. Install the six supplied M12 x 40 hex head bolts with
washers. Fully tighten the bolts. Re-check the caulk-
ing on both pedestals.
17. Install the backsplash using four M6 screws and
washers.
Figure 1-5 Lowering onto stand
CLEANUP
Metal surfaces may be protected by thick grease and/
or paper. Carefully remove these using a plastic paint
scraper, disposable rags and a light-oil such as WD-40.

5
PM-1236 v4 1-2017.indd
LEVELING
Make sure the lathe is in its permanent location. The
leveling procedure ensures that the lathe bed is in the
same state as it was when the lathe was checked for ac-
curacy in manufacture — level from end to end along the
bed, and from front to back. In other words, no warping.
Make sure all leveling mounts and/or shims are proper-
ly weight bearing, firmly in contact with the floor. Check
and adjust level from end to end using a “precision
machinist’s level”, if available. If not, use the most reli-
able level on hand. Check and adjust level front-to-back
across the bed using a matched pair of spacer blocks to
clear the Vee tenons on the bed ways. The blocks need
to be at least 1/4 inch thick, ground or otherwise accu-
rately dimensioned. Alternatively, check for level on the
ground surface of the cross slide as the carriage is tra-
versed from end to end. See also "Checking Alignment"
later in this section.
FOOTBRAKE ADJUSTMENT
This is a two-man procedure, see Figure 1-3:
Unhook the extension spring 1, and fully loosen all
four socket heads on the connecting sleeve 2.
While observing the switch arm and follower, Figure
1-6, raise the drawbar 3, adjusting the stop screw 4
to stop further upward movement of the drawbar at
the point where the microswitch is actuated, but no
further (additional travel may bend the switch arm).
Hook the extension spring onto its anchor bolt, then
raise the footbrake treadle to the desired height off
1.
2.
3.
Figure 1-6 Footbrake switch
the floor.
Tighten all four socket heads on the connecting
sleeve.
While observing the footbrake switch as before, press
and release the treadle a few times to ensure that the
switch opens and closes reliably.
Lubricate the footbrake shaft.
CONNECTING POWER
As shipped. the PM-1236 is set for 220 V. If your supply
is nominally 240 V, it may be desirable to alter connec-
tions to the 24V transformer in the electrical box.
If the lathe did not come with a pre-installed power cord,
connect to the power source using 12 AWG (minimum)
3-wire cord through a strain relief bushing sized for the
electrical box ports. Depending on installed options and
other factors, the entry point shown in Figure 1-7 may
not be available. Connect the ground wire (PE) to the
grounding plate at bottom left. Connect L1, L2 to the left-
most two terminals on the bottom terminal strip.
4.
5.
6.
Figure 1-7 Electrical box inputs/outputs
This configuration may vary depending on installed options, etc.

6
PM-1236 v4 1-2017.indd
INITIAL CHECKS
Read Section 3 if unsure about any item in the fol-
lowing
Check oil level (sight glasses) in the headstock,
the carriage feed gearbox, and the apron. See
Section 4, Figures 4-1 to 4-6.
Remove the belt cover left of the headstock. Make
sure the belt is properly tensioned and set for the
desired speed range. If not, re-position the belt,
Figure 1-8, also see Figure 3-4.
1.
2.
Figure 1-9 Forward/Reverse motor control
Mid-travel OFF, Down FORWARD, Up REVERSE
Figure 1-8 Drive belt adjustment
Set the spindle speed gear levers to B-1. Depend-
ing on the drive belt configuration, High or Low
speed, this will give a speed of 65 or 100 rpm. Do
not change speed when the motor is running.
6.
Replace the belt cover.
If a chuck is installed check tightness of the three
Camlocks on the spindle nose, Figure 3-8.
Lower the chuck guard, if installed, Figure 1-9.
3.
4.
5.
Check that there are no clamps or locks on moving
parts.
Check that the footbrake treadle is released (UP).
Set the carriage and cross slide to approximate
mid-travel.
Make certain that the power feed levers are disen-
gaged, Figure 1-10.
Make certain that the motor control switch is set to
OFF, mid-travel, Figure 1-9.
7.
8.
9.
10.
11.
Figure 1-9 Chuck guard
Connect 220 Vac power. The power lamp (far left
of the orange color E-Stop button) should light,
unless circuit breaker QF1 in the electrical box has
tripped.
Be sure the E-Stop button has not been pushed in
(it should pop out when twisted clockwise).
Shift the motor control lever DOWN. The spindle
should turn forward, counter clockwise, viewed at
the chuck (nose) end.
Check the emergency function by pressing the E-
Stop button. The motor should stop. If this doesn’t
happen, the E-stop function is defective, and
needs attention.
Reset (twist) the E-Stop button to restore power.
Check that the chip guard switch stops the motor
when the guard is swung up.
Check that the belt cover interlock stops the motor
when the belt cover is removed.
Check that the footbrake stops the motor.
Return the motor control lever to OFF, mid-travel.
The motor should stop.
Shift the motor control lever UP. The spindle should
reverse, clockwise rotation, viewed at the chuck
(nose) end.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.

7
PM-1236 v4 1-2017.indd
OPTIONAL TEST RUN PROCEDURE
Run the spindle for a few minutes, forward and reverse,
at a selection of the 9 speeds available for the as-shipped
Vee belt configuration. See Section 3 if a different con-
figuration is preferred.
The carriage feed gearbox should also be run at this
time, but first make certain that the leadscrew and feed
shaft oilers at the tailstock end have been lubricated.
Also note: In initial tests, because the saddle and cross
slide should first be exercised manually, the leadscrew
split-nut should be disengaged — ditto the saddle/cross-
slide power feed lever, Figure 1-10.
After the initial test run, perhaps with a few additional
hours of machine time, some users drain and refill the
headstock and carriage feed gearbox. Lubricants are
specified in Section 4. Other users prefer to delay this
service action for at least 50 hours of running time. No
specific recommendation is given by the manufacturer.
Figure 1-10 Feed control levers on apron
ALIGNING THE LATHE
The most important attribute of a properly set up lathe
is its ability to “machine parallel”, to cut a cylinder of uni-
form diameter over its entire length. In other words, no
taper.
Leveling of the lathe is a part of this, see earlier in this
section. Equally important is the alignment of the center-
to-center axis with the lathe bed, as seen from above.
[Vertical alignment is nowhere near as critical, rarely
a cause of taper unless the lathe is damaged or badly
worn.] For more information see the final pages of Sec-
tion 4, Servicing the Lathe.

8
PM-1236 v4 1-2017.indd
Section 2 FEATURES & SPECIFICATIONS
MODEL PM-1236 Lathe
General information
The PM-1236 is a robust gap-bed lathe designed for day-in, day-out use in the model shop. Distance between
centers is 36 in., swing over the bed 12 in. With an all-up weight of 1000 lb, plus a wide range of speeds from 65
to 1810 rpm, the PM-1236 can handle far more than the typical small machine. The spindle nose is D1-4 Cam-
lock. A quick-change carriage feed gearbox provdes a full range of leadscrew ratios for U.S. and metric screw
cutting, together with an independent power feed for both saddle and cross slide. The power feed shaft is driven
through a friction clutch that allows the saddle to be stopped precisely at any point along the bed.
The spindle has a 1-1/2 in. clearance bore and MT5 internal taper. It runs in tapered-roller bearings, and is driven
by a 9-speed gearbox, coupled by Vee-belts to a 2 HP (1500 W) 220 Vac single-phase motor. Two-step pulleys
provide a choice of high and low speed drives, giving a total of 18 spindle speeds — 9 high range plus 9 low
range. A treadle-operated disc brake stops the spindle in milliseconds, even at the highest speeds. A circulating
coolant system (optional) may be installed in the right hand stand cabinet.
Supplied accessories
6 in. 3-jaw self centering chuck with two sets of jaws,
in-facing and out-facing
8 in. 4-jaw independent chuck with reversible jaws
Steady rest
Follower rest
Micrometer saddle stop
•
•
•
•
•
PM-1236 Floor plan: dimensions approximate (not to scale)

9
PM-1236 v4 1-2017.indd
PM-1236 SPECIFICATIONS
Including stand: Width 61-1/2 in., Height 55 in.
Depth 19 in. at chip tray, add 8 in. for cross slide
Weight (approximate numbers)
Lathe 960 lb net, 1020 lb shipping
Cabinet, left hand, incl. foot brake linkage
Cabinet, right hand, incl. coolant pump (option)
Power requirement 220 - 240Vac, 60 Hz, 1Ø, 12A full load
Motor TEFC type, cap start, 1.5 kW (2 HP), 1725 rpm
Work envelope
Distance between centers 36 in.
Gap insert length 9 in.
Swing over gap 17-1/2 in. diameter
Swing over bed 12 in. diameter
Swing over cross slide 7 in. diameter
Saddle travel 30-1/2 in.
Cross-slide travel 6-1/8 in.
Compound (top slide) travel 3-1/4 in.
Drive system
(High/Low belt drive with 9-speed gearbox)
Low range, rpm 65, 180, 200, 235, 330, 550, 700, 910, 1200
High range, rpm 100, 280, 300, 360, 500, 840, 1095, 1400, 1810
Carriage drive, thread cutting Leadscrew 8 tpi
Inch threads Choice of 36, from 4 to 60 tpi
Metric threads Choice of 32, from 0.4 to 7 mm pitch
Carriage drive, turning operations Choice of feed rates from 0.002 to 0.048 in./spindle rev
Cross slide drive Choice of feed rates from 0.001 to 0.009 in./spindle rev
Spindle
Chuck/faceplate attachment D1-4 Camlock
Internal taper MT5
Spindle bore Clearance for 1-1/2 in. diameter
Spindle length 15-5/8" overall
Tailstock
Internal taper MT3
Quill travel 4 in.
Work holding
Capacity, 1/8 in. to 6 in. diameter
Weight: 22 lb
Capacity: 3/8 in. to 8 in. diameter
Weight: 34 lb
Faceplate 10 in. diameter
Center rest (steady rest) capacity 3/16 to 1-1/2 in. diameter
Follower rest capacity 1/4 to 3/4 in. diameter
100 lb shipping weight, each
Dimensions, approximate overall
3-jaw chuck, 6 in., self-centering (scroll)
4-jaw chuck, 8 in., independent

10
PM-1236 v4 1-2017.indd
Everyday precautions
• This machine is intended for use by experienced users familiar with metal-
working hazards.
• Untrained or unsupervised operators risk serious injury.
• Wear ANSI-approved full-face or eye protection at all times when using the
machine (everyday eyeglasses are not reliable protection against flying par-
ticles).
• Wear proper apparel and non-slip footwear – be sure to prevent hair, clothing
or jewelry from becoming entangled in moving parts. Gloves – including tight-
fitting disposables – can be hazardous!
• Be sure the work area is properly lit.
• Never leave chuck keys, wrenches or other loose tools on the machine.
• Be sure the workpiece, toolholder(s) and machine ways are secure before
commencing operations.
• Use moderation: light cuts, low spindle speeds and slow table motion give
better, safer results than “hogging”.
• Don’t try to stop a moving spindle by hand – allow it to stop on its own.
• Disconnect 220 Vac power from the mill before maintenance operations such
as oiling or adjustments.
• Maintain the machine with care – check lubrication and adjustments daily
before use.
• Clean the machine routinely – remove chips by brush or vacuum, not com-
pressed air (which can force debris into the ways).
No list of precautions can cover everything.
You cannot be too careful!

11
PM-1236 v4 1-2017.indd
Section 3 USING THE LATHE
MOTOR CONTROLS
Before doing anything, check the installation in-
structions and power-up procedure in Section 1
Before connecting power to the lathe, be sure the motor
control lever is set to OFF, Figure 3-2. Connect the lathe
to a 220 Vac outlet — the POWER lamp should light
— then operate the motor control lever to run the spindle
in both directions.
Check that the following interlocks function correctly:
E-Stop button.
Chuck guard, if installed.
•
•
Figure 3-2 Set the motor control to OFF (mid travel)
SPINDLE DRIVE TRAIN
Two-step double-groove pulleys connect the motor to
the gearbox, Figure 3-3. The low speed configuration
gives spindle speeds from 65 to 1200, high speed from
100 to 1810 rpm. Because many users find that the low
range is suitable for most of their work, there is typically
no need to swap belts — unless a particular job calls for
a 50% speed increase. If the drive needs to be recon-
figured, Loosen the three hex head bolts securing the
Figure 3-3 Twin Vee belts drive the headstock gearbox
WHAT IS NOT IN THIS SECTION ...
The PM-1236 is a conventional engine lathe that re-
quires little explanation except for details specific to this
particular model — speed selection, thread cutting, and
the carriage/cross slide power feed system. Because
the user is assumed to be familiar with general purpose
metal lathes, this section contains very little tutorial.
CONTROL PANEL
In addition to three gear shift levers (speed and feed
direction) the main control panel also includes a “jog”
control. This a momentary type push-button indepen-
dent of the motor control switch right of the apron. When
operated, ithe jog button runs the spindle in the forward
direction, stopping when released.
Figure 3-1 Main control panel
Belt cover (to the left of the headstock).
Footbrake
•
•

12
PM-1236 v4 1-2017.indd
SPINDLE SPEEDS
The PM-1236 has a nine-speed headstock gearbox with
two shift levers C-B-A and 1-2-3, Figure 3-1. Before
changing speed, STOP THE MOTOR, Figure 3-2, then
move each shift lever to the desired setting. This may
need a little patience because it is not always possible to
go directly from one mesh to another. Move the spindle
back and forth by hand while trying to ease the lever into
its detent (meshed) position. Don’t use the JOG button
in this process — this may cause gear damage.
motor, Figure 3-4. Raise the motor to de-tension the Vee
belts. Move the belts to select the other speed range,
then lower the motor to re-tension. Make certain the mo-
tor is properly aligned, then re-tighten the bolts.
Figure 3-4 Motor bolts
SPINDLE SPEED (RPM)
1 2 3
HIGH
RANGE
A 360 1810 1095
B 100 500 300
C 280 1400 840
LOW
RANGE
A 235 1200 700
B 65 330 200
C 180 910 550
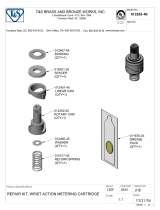
CHUCKS & FACEPLATE
The spindle nose on the PM-1236 accepts D1-4 Cam-
lock chucks, faceplates and other work holding devices.
A D1-4 chuck or faceplate is held by three threaded
studs, each with a D-shape crosscut to engage a corre-
sponding cam in the spindle nose, Figure 3-5. The func-
tion of the cams is to pull the chuck backplate inward to
locate its internal taper firmly on the spindle nose.
Alongside each stud is a stop screw, the head of which
fits closely in a groove at the threaded end of the stud.
The function of the stop screw is not to clamp the stud
in place, but instead to prevent it from being unscrewed
when the chuck is not installed.
Figure 3-5 Camlock stud
TO INSTALL A CHUCK
Disconnect the 220V supply from the lathe!
Chucks and faceplates are heavy — the 6 in. and 8 in.
chucks weigh 22 lb and 34 lb. They will cause serious
damage if allowed to fall. Even if a chuck is light enough
to be supported by one hand, the lathe bed should be
protected by a wood scrap, as Figure 3-6. Some users
add packing pieces, even custom-made cradles, to as-
sist “straight line” installation and removal.
Before installing make certain that the mating surfaces
of the chuck/faceplate and spindle are free of grit and
chips.
The cams on the spindle are turned with a square-tip
wrench similar to the chuck key (may be same tool in
some cases).
Recommended procedure:
Select the highest spindle speed (A-2) to allow easier
hand rotation of the spindle. (Alternatively, try moving
the speed selection levers between detents to find
1.
CARRIAGE FEED DIRECTION
The lever below the speed selectors on the front panel,
Figure 3-1, determines whether the power feed is right
to left — the usual direction for turning and thread cutting
— or reversed. The selected direction applies to both the
leadscrew and the carriage/cross slide power feed.
Before changing feed direction, STOP THE MOTOR.
Hand-turn (jiggle) the spindle while feeling for the mesh,
as above

13
PM-1236 v4 1-2017.indd
Figure 3-7 Installing a Camlock chuck
Figure 3-6 Protect the lathe bed
a “between teeth” condition to disengage the gear
train.)
Turn the spindle by hand, checking that all three cam
markers are at 12 o’clock.
While supporting its full weight, install the chuck
without tilting, see Figure 3-7, then gently turn each
of the cams clockwise — snug, firm, but not locked
in this first pass.
Check that each of the cam markers lies between 3
and 6 o’clock, between the two Vees stamped on the
spindle, Figure 3-4.
If any cam marker is not within the Vees, first be sure
that there is no gap between chuck backplate and
spindle flange. Also, remove the chuck to inspect the
studs — burrs can be a problem, hone if necessary.
If there are no visible problems, the stud in ques-
tion may need adjustment as follows:
Remove the stop screw from the stud.
If the cam marker in question can’t get to the first
Vee (3 o’clock), back the stud OUT one full turn, then
2.
3.
4.
5.
•
•
replace the stop screw.
If the cam marker goes beyond the second Vee (6
o’clock), screw the stud IN one more turn, then re-
place the stop screw.
If the markers are correctly aligned, repeat the tight-
ening sequence as step 3, light force. Repeat the
sequence two more times, first with moderate force,
then fully tighten.
•
•
Figure 3-8 Cam in locked condition
TO REMOVE A CHUCK
Disconnect the 220V supply from the lathe!
Protect the lathe bed, as Figure 3-6. While supporting its
weight, turn each of the cams to 12 o’clock, Figure 3-7,
then remove the chuck. If the chuck does not come free,
try tapping the backplate gently with a soft (dead blow)
mallet.
CROSS SLIDE AND COMPOUND
The cross slide and compound, Figure 3-9, both have
10 TPI leadscrews, with 100-division graduated collars,
so each division represents a “real” motion of 0.001”. On
the cross slide dial, only, this shows as ϕ 0.002”, mean-
ing that a 0.001” depth of cut reduces the diameter of
the workpiece by 0.002”. The second row of divisions on
each collar reads in millimeters, 0.02 mm/division on the
compound, 0.04 mm/division on the cross slide. [These
collars have 127 divisions, so the reading is “true met-
ric”.]

14
PM-1236 v4 1-2017.indd
Figure 3-11 Carriage feed gearbox
CARRIAGE FEED GEARBOX
The rate of power feed relative to spindle speed is set
by the four shifter knobs below the main control panel,
Figure 3-11.
The S-M knob at right determines which is the driven
shaft, leadscrew (M) or carriage feed (S).
Unliike speed and feed direction changing at the main
control panel, there is no need to stop the motor while
selecting a different carriage feed. The same applies to
switching between M and S.
In the table on the following page, Figure 3-13, the ex-
ternal "change gears" are 24T and 48T, Figure 3-12 (24T
is the output from the headstock, 48T the input to the
carriage feed gearbox). This is a frequently used setup
for these two reasons:
Figure 3-9 Cross slide and compound dials
TAILSTOCK
The tailstock leadscrew is 10 TPI, with a travel of 4
inches. Like the compound, the tailstock has two gradu-
ated collars, one reading 0.001”/division, the other 0.02
mm/division. To remove tooling from the tailstock taper
(MT3) turn the handwheel counter-clockwise (handle
end view) until resistance is felt, then turn the handle a
little more to eject the tool. Conversely, to install a taper
tool make certain that the quill is out far enough to allow
firm seating.
For taper turning the tailstock may be offset by adjusting
the set screws on either side, arrowed in Figure 3-10.
To move the tailstock to the rear, for instance, the screw
on the lever side would be unscrewed, then the oppos-
ing set screw would be screwed in to move the upper
assembly.
Figure 3-10 Tailstock
A visual indication of the offset is provided by the scale,
but this is not a reliable measure for precise work. In
practice, the only way to determine the offset precisely
is to "cut and try' on the workpiece, homing in on the cor-
rect degree of offset in small increments.
The same issues arise when re-establishing "true zero"
of the tailstock, in other words returning it to the normal
axis for routine operations. One way to avoid cut-and-try
is to prepare in advance a bar of (say) 1" diameter qual-
ity ground stock, with precise center drillings at both
ends (do this by indicating for zero TIR in a 4-jaw chuck,
not in a 3-jaw unless known to be equally accurate). The
prepared bar can then be installed between centers and
indicated along its length.

15
PM-1236 v4 1-2017.indd
E2 E3 A2 E4 E1 C3 C4 A5 D5 B5
0.153 0.135 0.131 0.122 0.101 0.098 0.078 0.075 0.062 0.049
0.030 0.026 0.025 0.024 0.019 0.017 0.015 0.014 0.012 0.009
0.305 0.271 0.262 0.244 0.202 0.196 0.156 0.149 0.124 0.099
0.059 0.052 0.050 0.048 0.039 0.034 0.030 0.028 0.024 0.018
0.612 0.542 0.524 0.489 0.406 0.392 0.314 0.299 0.249 0.199
0.118 0.105 0.101
0.095 0.078 0.067 0.061 0.058 0.048 0.036
1.220 1.084 1.049 0.979 0.813 0.784 0.627 0.597 0.498 0.398
0.236 0.209 0.203 0.189 0.157 0.135 0.122 0.116 0.096 0.072
Movement per spindle revolution (mm)
E2 E3 A2 E4 E1 C3 C4 A5 D5 B5
0.0060 0.0053 0.0052 0.0048 0.0040 0.0039 0.0031 0.0030 0.0024 0.0019
0.0012 0.0010 0.0010
0.0009 0.0007 0.0007 0.0006 0.0006 0.0005 0.0004
0.0120 0.0107 0.0103 0.0096 0.0080 0.0077 0.0061 0.0059 0.0049 0.0039
0.0023 0.0020 0.0020 0.0019 0.0015 0.0013 0.0012 0.0011 0.0009 0.0007
0.0241 0.0213 0.0206 0.0193 0.0160 0.0154 0.0124 0.0118 0.0098 0.0078
0.0046 0.0041 0.0040 0.0037 0.0031 0.0026 0.0024 0.0023 0.0019 0.0014
0.0480 0.0427 0.0413 0.0385 0.0320 0.0309 0.0247 0.0235 0.0196 0.0157
0.0093 0.0082 0.0080 0.0074 0.0062 0.0053 0.0048 0.0046 0.0038 0.0028
Movement per spindle revolution (in.)
Carriage motion
Cross slide motion
S II
S II
S II
S II
S I
S I
S I
S I
METRIC
U.S.
1. It provides a useful range of carriage and cross feeds,
respectively (in./rev) carriage 0.0019 to 0.012, cross
slide 0.0004 to 0.0023.
2. It cuts 10 of the most popular U.S. threads found in
the model shop, simply by making gearbox selections.
In addition, the 24T/48T combination cuts the entire
range of metric pitches from 0.4 to 7 mm.
Note that switching from SI to SII doubles the feed rate.
Exchanging the gears (48T upper, 24T lower) increases
all speeds by a factor of 4.
Figure 3-12 External change gears
Figure 3-13
Table of feed rates

16
PM-1236 v4 1-2017.indd
ENGAGING THE POWER FEED
Power feed controls are located on the apron, Figure
3-14. The split-nut lever engages the leadscrew, and is
typically used only for thread cutting (S-M knob on gear
box set to M), described later.
The power feed lever is active only when the feed shaft
is rotating, S-M knob on gear box set to S. In its neutral
position the lever tip is captive between two offset stop
blocks. This prevents vertical movement of the lever un-
less it is first shifted to the left or right — a safety mea-
sure to avoid accidental engagement of the power feed.
Figure 3-14 Power feed levers on the apron
FEEDSHAFT CLUTCH
The clutch shown in Figure 3-15 disengages the power
feed if the carriage or cross slide hits an obstruction
when power feeding, thus minimizing the potential for
damage. This could be the result of either an accidental
event, or deliberately stopping the carriage at a precise
location set by the stop, Figure 3-16.
The clutch comprises a pair of spring loaded steel balls
bearing on a detent disc driven by the carriage feed
Figure 3-16 Micrometer carriage stop
Figure 3-15
Feedshaft clutch
gearbox. Spring pressure is adjusted by two set screws
on either side of the feed shaft, arrowed in Figure 3-15.
Setting the spring pressure is a process of aiming for the
best compromise between too high — damaging feed
pressure — and too low, which might mean unexpected
stopping for no good reason. Setting the clutch to work
reliably with the micrometer carriage stop is a good ex-
ample of such a compromise: start with low spring force,
then work up in small increments until the carriage stops
in the same location (say ± 0.002”, assuming a constant
depth of cut and feed rate).
CARRIAGE STOP
The stop asembly, Figure 3-16, has a micrometer-style
collar graduated in 0.001 in. divisions. It can be clamped
at any point along the lathe bed (two M6 socket head
screws on the underside secure the clamp plate to the
block). Make certain that the stop rod seats firmly on the
carriage casting, not on the rubber wiper.
Carriage feed — lever left & up
Cross slide feed — lever right & down
When engaging either power feed, move the lever gen-
tly, feeling for the gears to mesh as you go. If the gears
don’t engage at the first try, use the appropriate hand-
wheel to jiggle the carriage or cross slide, whichever one
you wish to move under power.

17
PM-1236 v4 1-2017.indd
COMPOUND SETUP FOR THREAD CUTTING
Thread cutting on the lathe is unlike most other turning
operations, for two reasons: 1. The cutting tool must be
precisely ground with an included angle of 60 degrees
for most American and metric threads, and; 2. It is pref-
erable to feed the tool into the workpiece at an angle so
it cuts mostly on the left flank of the thread. The correct
angle relative to the cross slide (zero degrees) is a sub-
ject of debate — should it be 29, 29-1/2 or 30 degrees?
Many machinists prefer 29 degrees because it holds
the cutting tool marginally clear of the right flank of the
thread, close enough for cleanup of the flank while at the
same time avoiding appreciable rubbing.
The 45
o
- 0
o
- 45
o
scale on the compound is not directly
helpful in setting the thread cutting angle, but it can be
used for that purpose if a second reference mark is ap-
plied to the cross slide. First make certain that the com-
pound is truly aligned with the lathe axis when 0
o
on the
scale is on the cross slide reference mark — do this by
indicating against a ground bar between centers while
advancing the indicator using only the compound. Allow
for the variance, if any, when applying the new reference
mark. Grind a chisel edge on a 1/4 in. square HS tool bit,
align it precisely on the left hand 30
o
scale mark; then,
wearing safety glasses, rap the tool bit sharply with a
hammer.
Figure 3-17 Setting up the compound for 30
o
infeed
A new reference mark is stamped on the cross slide at 30 de-
grees. To set the compound for thread cutting, rotate it clock-
wise to bring the right hand 30
o
scale mark in line with the new
reference mark. For 29
o
rotate the compound 1 degree more.
CHANGE GEARS FOR THREAD CUTTING
The large gears in Figure 3-12 are transposing gears,
120T and 127T. They allow a standard-thread leadscrew,
in this case 8 tpi, to cut metric threads. The transposing
gears are keyed together.
Key facts to remember:
For U.S. thread cutting, the 127T larger gear is simply
an idler, transferring the drive from the upper gear to the
lower gear. In this configuration, the spacer bushing is
outside the lower gear, as Figure 3-12.
For metric thread cutting, the lower gear is driven by the
120T transposing gear. In this configuration, not shown,
the spacer bushing is inside the lower gear.
Any change to the drive train typically calls for one or
both of the upper and lower gears to be exchanged for
For all TPI standard
threads (U.S.A.) the
127T gear is an idler
between upper and
lower gears.
by a larger or smaller gear. This will require the trans-
posing gear pair to be repositioned. The procedure for
this is:
Remove the M6 socket head screws from the upper •
Figure 3-18
Standard TPI setup

18
PM-1236 v4 1-2017.indd
STANDARD THREADS
Standard threads in the U.S.A., often referred to as “TPI”
(threads per inch), are mostly cut using the same exter-
nal gears as for the finer pitch metric threads — 24T up-
per, 48T lower. The table in Figure 3-19 lists all threads
available with that setup.
TPI TYPICAL USAGE (standard threads)
16 3/4 3/8
18 5/8 9/16 5/16
20 1/2 7/16 1/4
24 3/8 5/16 #12 #10
28 1/4 #12
32 #10 #8 #6
36 #8
40 1/4 #6 #5 #4
48 #4
56 #3
Figure 3-19 Popular threads cut with the 24T/48T setup
and lower gear shafts.
Remove the gears, washers, keys and bushing (lower
gear only).
While holding the gear support casting (quadrant)
with one hand, use a 15 mm wrench to loosen the
M10 hex nut hidden under the 127T gear. Allow the
casting to swing downward.
Loosen the M10 hex nut securing the transposing
gears to the support casting.
Install the upper and lower gears.
Bring the transposing gears into mesh with the lower
gear, trapping a scrap of bond paper (letter stock) be-
tween the two to hold them at the correct separation.
Tighten the transposing gears in position, then remove
the paper. Check for working clearance between the
gears.
Swing the gear support casting upward to mesh the
127T gear with the upper gear, again using a paper
scrap for separation.
Tighten the gear support casting.
•
•
•
•
•
•
•
•
CUTTING PROCEDURE FOR TPI THREADS
This procedure assumes that a single point thread cut-
ting tool will be used, and that the threading dial assem-
bly has been pivoted forward to engage worm gear with
leadscrew, Figure 3-14. Note that the threading dial is
not used for metric threads.
For metric and UNC/UNF threads the tool is ground to
a precise included angle of 60
o
. It is installed so that its
flanks are exactly 30
o
either side of the cross axis, ideal-
ly with the compound offset as Figure 3-17. Single-point
threads are cut in 10 or more successive passes, each
shaving a little more material off the workpiece.
To make the first thread-cutting pass the leadscrew is
run at the selected setting, Figure 3-20, and the carriage
is moved by hand to set the cutting tool at the starting
point of the thread. With the tool just grazing the work-
piece, the split-nut lever is lowered to engage the lead-
screw. This can be done at any point, provided the split-
nut remains engaged throughout the entire multi-pass
process.
When the first pass is completed, the tool is backed out
clear the workpiece (using the cross slide), and the spin-
dle is reversed to bring the carriage back to the starting
point. The cross slide is returned to its former setting,
then the tool is advanced a few thousandths by the com-
pound for the next pass. Each successive pass is done
in the same way, each with a slightly increased infeed
settting of the compound.
Many users save time by disengaging the split-nut at the
end of each pass, reversing the carriage by hand, then
re-engaging, usually by reference to the threading dial,
Figure 3-21.
If the TPI number is divisible by 4 re-engagement can be
done at any point — forget the threading dial.
For all other TPI numbers every engagement, includ-
ing the first, must at the point where a specific line
on the threading dial comes into alignment with the da-
tum mark. If not, the second and subsequent passes will
be out of sync. In some cases, Figure 3-21, there is a
choice of lines for re-engagement, but in every case the
process calls for careful timing. [NOTE: Disengagement
and re-engagement of the split-nut is not applicable to
metric threads].
Typical depths of cut per pass vary from an initial 0.005”
or so, to as little as 0.001”, even less. A finishing pass
or two with increments of only 0.0005” (or none at all)
to deal with the spring-back effect can make all the dif-
ference between a too-tight thread and one that runs
perfectly. Assuming that the compound is set over at
between 29 and 30 degrees, the total depth of cut is ap-
proximately 0.69 times the thread pitch, P (this equates
to a straight-in thread depth of 0.6 times P). There may
be a need for a few thousandths more in-feed than
0.69P, almost certainly not less.

19
PM-1236 v4 1-2017.indd
Figure 3-21 Using the threading dial
The dial worm gear has 16T; the leadscrew is 8 TPI,
so the carriage moves 2 inches for each revolution of
the dial when the split-nut is disengaged (when the
split-nut is engaged the dial is stationary).
The symbol "/" in the table means "forget the dial"
— engage at random for any TPI value that is an
even multiple of 4. For all other standard TPI threads
the split-nut is engaged when the datum coincides
with a specific line — or lines — on the threading dial.
1 - 8 Not the same as "/" (re-engage anywhere). Ap-
plies to TPI values that are odd multiples of 4; start on
any line (not a half space), re-engage on any line.
2.4.6.8 Applies to even number TPI values that are not multiples of 4 (10, 14, etc.): re-engage at the line you started with OR
any other line at right angles to it — start on 1, re-engage on 3, 5 or 7; or, start on 2, re-engage on 4, 6 or 8.
4.8 Applies to odd number TPI values (7, etc.): re-engage at the line you started with OR the diametrically opposite line — can
be any line pair, 1 & 5, 2 & 6, etc., not necessarily 4 & 8.
8 Applies to fractional values (4-1/2, etc.): re-engage on the same line you started with for the first pass — can be any line
number, not just the 8.
TPI Line TPI Line TPI Line TPI Line
4 / 8 / 16 / 32 /
4-1/2 8 9 4.8 18 2.4.6.8 36 1 - 8
9-1/2 8 19 8 38 2.4.6.8
5 4.8 10 2.4.6.8 20 1 - 8 40 /
5-1/2 8 11 4.8 22 2.4.6.8 44 1 - 8
6 4.8 12 1 - 8 24 / 48 /
6-1/2 8 13 4.8 26 2.4.6.8 52 1 - 8
7 4.8 14 2.4.6.8 28 1 - 8 56 /
7-1/2 8 15 4.8 30 2.4.6.8
THREADS PER INCH
UPPER
GEAR 24T
Speed
MII
16 18 19 20 22 24 26 28 30
MI
32 36 38 40 44 48 52 56 60
Gearbox A2 A3 C3 A4 C3 C3 C3 A5 B4
Lower gear 48T, exceptions in RED 38 44 52
THREADS PER INCH
UPPER
GEAR 48T
Speed
MII
4 4-1/2 9-1/2 5 5-1/2 6 6-1/2 7 7-1/2
MI
8 9 19 10 11 12 13 14 15
Gearbox A2 A3 C3 A4 C3 C3 C3 A5 B4
Lower gear 24T, exceptions in RED 38 22 26
Figure 3-20 Gear-
box and external
gear selections
for standard
threads
Figure 3-22
Threading dial
visualization for
selected U.S.
threads

20
PM-1236 v4 1-2017.indd
THREAD CUTTING (METRIC THREADS)
Practically all metric thread pitches from 0.4 mm to 1.75
mm are cut with one external gear setup: 24T upper,
48T lower. For thread pitches from 1.6 mm to 7 mm, the
inverse setup is used: 48T upper, 24T lower.
For metric thread cutting the split-nut on the apron must
be left engaged throughout the entire process. This
not the case for U.S. standard TPI threads, for which the
normal procedure is to disengage the half-nut after each
pass, reverse the carriage, then re-engage at a specific
indication on the threading dial (see above).
GEARS:
UPPER 24T
LOWER 48T
METRIC THREAD PITCHES (mm)
Speed
MI
0.4 0.45 0.5 0.6 0.7 0.75
MII
0.8 0.9 1 1.2 1.25 1.4 1.5 1.75
Gearbox B4 C4 C3 C2 A4 D2 E4 A2 E2
GEARS:
UPPER 48T
LOWER 24T
METRIC THREAD PITCHES (mm)
Speed
MI
1.6 1.8 2 2.25 2.4 2.5 2.8 3 3.5
MII
3.2 3.6 4 4.5 4.8 5 5.6 6 7
Gearbox B4 C4 C3 C2 A4 D2 E4 A2 E2
Figure 3-24 Table of metric pitches vs. gearbox settings
For all metric threads
the top gear drives
the 127T gear. The
lower gear is driven
by the 120T gear.
Figure 3-23
Metric setup
GAP BED
A 9 inch long section of the bed at the headstock end
can be removed to allow turning of diameters up to 17-
1/2 in., Figure 3-25.
Figure 3-25 Gap insert
To remove the gap insert back out the arrowed "pusher"
screw two or three turns, then remove the four large
socket head screws securing the insert to the bed. To
minimize cosmetic damage, cut through the paint and
filler along the joint between insert and bed using a
sharp knife or pointed scraper.
Using a 14 mm wrench jack out the two locating pins,
arrowed in Figure 3-26, then tap the insert free with a
Figure 3-26 Gap insert hardware
soft-face mallet.
Before re-installing the insert, be certain that all mating
surfaces are scrupulously clean. Set the insert in place,
lightly tap in the two locating pins, then install the four
large bolts (snug, but not fully tightened). Jack the insert
to the right with the pusher screw to close the gap, if any,
between the ground surfaces of the bed ways at the join
(a visible parting line is acceptable, but a discontinuity
that snags the carriage is not). If a satisfactory join can-
not be achieved, it may be necessary to remove and
reinstall the insert from scratch.
/