Page is loading ...

Valid for Serial NO 839 XXX--XXXX0456 634 101 981019
PROTIG 450
LTP 450
101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
Ïäçãßåò ÷ñÞóåùò

-- 2 --
Rätt till ändring av specifikationer utan avi sering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehal ten.
Sous réserve de modifications sans avis préalabl e.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especifi caciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
Äéáôçñåßôáé ôï äéêáßùìá ôñïðïðïßçóçò ðñïäéáãñáöþí ×ùñßò ðñïåéäïðïßçóç.
SVENSKA 3..............................................
DANSK 18................................................
NORSK 33................................................
SUOMI 48................................................
ENGLISH 63..............................................
DEUTSCH 78.............................................
FRANÇAIS 93.............................................
NEDERLANDS 108.........................................
ESPAÑOL 123..............................................
ITALIANO 138..............................................
PORTUGUÊS 154..........................................
ÅËËÇÍÉÊÁ 169.............................................

ENGLISH
TOCe
-- 6 3 --
1 DIRECTIVE 64........................................................
2SAFETY 64...........................................................
3 INTRODUCTION 65...................................................
3.1 General 65..................................................................
3.2 Equipment 65................................................................
3.3 Programming box 66.........................................................
3.4 Applications 66..............................................................
3.5 Technical data 66............................................................
4 INSTALLATION 67....................................................
4.1 General 67..................................................................
4.2 Placing 67...................................................................
4.3 Mains voltage connection 67...................................................
4.4 Other connections 68.........................................................
4.5 End resistor 69...............................................................
4.6 Connection of complete welding system 70......................................
5 OPERATION 71.......................................................
5.1 General 71..................................................................
5.2 Controls and connections 71...................................................
5.3 Cooling water circuit 72.......................................................
5.4 Overheating protection 72.....................................................
5.5 Flow guard, water 72.........................................................
5.6 Flow guard, gas 72...........................................................
5.7 Error messages 72...........................................................
6 MAINTENANCE 73....................................................
6.1 General 73..................................................................
6.2 Check--up and cleaning 73....................................................
6.3 Filling of coolant 73...........................................................
7 ACCESSORIES 74....................................................
8 ORDERING OF SPARE PARTS 77......................................
DIAGRAM 186............................................................
LIST OF COMPONENTS 188...............................................
SPARE PARTS LIST 189...................................................

-- 6 4 --
dpa7d1ea
1 DIRECTIVE
DECLARATION OF CONFORMITY
Esab Welding Equipment AB, 695 81 Laxå, Sweden, gives its unreserved guarantee
that welding power source LTP 450 from serial number 737 complies with standard
EN 60974--1, in accordance with the requirements of directive 73/23/EEA and ad-
dendum 93/68/EEA and standard EN 50199 in accordance with the requirements of
directive 89/336/ EEA and addendum 93/68/ EEA .
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 5 84 12336
Laxå 97--09--04
2SAFETY
Users of ESAB welding equipment have the ultimate responsibility for ensuring that anyone who
works on or near the equipment observes all the relevant safety precautions.
Safety precautions must meet the requirements that apply to this type of welding equipment.
The following recommendations should be observed in addition to the standard regulations that apply
to the work place.
All work must be carried out by trained personnel well familiar with the operation of the welding equip-
ment.
Incorrect operation of the equipment may lead to hazardous situations which can result in injury to the
operator and damage to the equipment.
1. Anyone who uses the welding equipment must be familiar with:
S its operation
S its function
S relevant safety precautions
S welding
2. The operator must ensure that:
S no unauthorized person is stationed within the working area of the equipment when it is
started up.
S that no--one is unprotected when the arc is struck
3. The work place must:
S be suitable for the purpose
S be free from draughts
4. Personal safety equipment
S Always wear recommended personal safety equipment, such as safety glasses, flame--proof
clothing, safety gloves.
S Do not wear loose--fitting items, such as scarves, bracelets, rings, etc., which could become
trapped or cause burns.
5. General precautions
S Make sure the return cable is connected securely.
S Work on high voltage equipment shall only be carried out by a qualified electrician.
S Appropriate fire extinquishing equipment must be clearly marked and close at hand.
S Lubrication and maintenance must not be carried out on the equipment during operation.
GB

-- 6 5 --dpa7d1ea
WARNING
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERATING.
ARC WELDING AND CUTTING CAN BE INJURIOUS TO YOURSELF AND OTHERS. TAKE PRECAU -
TIONS WHEN WELDING. ASK FOR YOUR EMPLOYER’S SAFETY PRACTICES WHICH SHOULD BE
BASED ON MANUFACTURERS’ HAZARD DATA.
ELECTRIC SHOCK -- Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES -- Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to keep fumes and gases from your breathing zone and
the general area.
ARC RAYS -- Can injure eyes and burn skin.
S Protect your eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE -- Excessive noise can damage hearing
S Protect your ears. Use ear defenders or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION -- Call for expert assistance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!
3 INTRODUCTION
3.1 General
LTP 450 is a welding power source of the rectifier type designed for mechanised TIG
welding. It is available in two different models:
S LTP 450 without mains voltage transformer for connection to 400 V mains
voltage 3 50/60 Hz .
S LTP 450 with mains voltage transformer for connection to 208--500 V mains
voltage 3 50/60 Hz .
The welding power source LTP 450 is fan--cooled and also includes a cooling system
for water--cooling of the welding tool.
LTP 450 is prepared for connection to an external PC.
3.2 Equipment
LTP 450 is supplied with:
S Programming box with connection cable (10 m)
S Return cable (5 m) with return cable clamp
GB

-- 6 6 --
dpa7d1ea
3.3 Programming box
LTP 450 is provided with a programming box for:
S Programming of welding procedures when welding with a welding tool.
S Execute a welding process.
S Store the welding program in an internal or external memory unit (PC board).
S Transfer of welding programs between programming units.
S Setting of different parameter values when welding with a TIG hand torch.
For the handling, see Programming manual 0456 638 xxx
3.4 Applications
Welding power source LTP 450 can be used for welding with:
S Tube welding tools for joining tubes
S Tube--to-- plate welding tools for welding of tube diameters 12--60 mm
S Welding station A25 STA and automatic welding machine A25 STA/ST B
S TIG hand torch
A wir e feed unit for filler wire can be connected to LTP 450.
Motors for external units (roller beds, turntables, etc.) can be controlled by way of the
PAL 3 motor control unit.
ESAB accessories for mechanised and manual T IG welding are found on
page 74.
3.5 Technical data
LTP 450
400 V
LTP 450
208--500
V
Mains connection 400V 3 50/60 Hz 230/400/500V 3 50Hz or
208/230/460/475V 3 60 Hz
Permissible load at
100% duty cycle
360 A / 24,4 V 360 A / 24,4 V
60% duty cycle
425 A / 27 V 425 A / 27 V
45% duty cycle
450 A / 28 V 450 A / 28 V
Setting range, welding cur-
rent
5 A / 10 V -- 450 A / 28 V 5 A / 10 V -- 450 A / 28 V
No--load power
520 W 520 W
Efficiency
83 % 83 %
Power factor
0.90 0.90
Enclosure class
IP 23 IP 23
Weight
113 kg 159 kg
Dimensions, l x w x h
800 x 640 x 835 mm 800 x 640 x 835 mm
Application class
GB

-- 6 7 --dpa7d1ea
Duty cycle
The duty cycle refers to the time in per cent of a ten--minute per iod that you can
weld at a certain load without overloading the welding power source.
Enclosure class
The IP code indicates the enclosure class, i. e. the degree of protection against
penetration by solid objects or water. Equipment marked IP 23 is designed for
indoor and outdoor use.
Application class
The symbol indicates that the power source is designed for use in areas with
increased electrical hazard.
4 INSTALLATION
4.1 General
The installation is to be executed b y qualified personnel.
WARNING
This product is intended for industrial use. In a domestic environment this
product may cause radio interference. It is the user’s responsibility to take
adequate precautions.
4.2 Placing
Place the welding power source so as not to prevent the cooling air from circulating
through the machine.
WARNING -- TIPPING RISK!
Fasten the equipment -- particularly if the ground is uneven or slanting .
4.3 Mains voltage connection
The rating plate with connection data is placed at the rear of the power source.
S Make sure the welding power source is connected to the right mains voltage and
that it is properly fused. Connect to earth according to the regulations valid.
GB

-- 6 8 --
dpa7d1ea
4.3.1 Recommen d ed cable areas an d f use sizes
LTP 450
Voltage 230 V
3 50 Hz
400 V
3 50 Hz
500 V
3 50 Hz
208 V
3 60 Hz
230 V
3 60 Hz
460 V
3 60 Hz
475 V
3 60 Hz
Primary current at:
100% duty cycle 30 A 17.5 A 14 A 33.5 A 30 A 15 A 14.5 A
60% duty cycle 38 A 22 A 17.5 A 43.5 A 39.5 A 19 A 18.5 A
45% duty cycle 42 A 24 A 19,5 A 48 A 43 A 21 A 20.5 A
Cable area, mm
Ο
4x10 4x4 4x4 4x10 4x10 4x4 4x4
Fuse, slow --blow 35 A 16 A 16 A 50 A 35 A 16 A 16 A
4.4 Other connections
AH 0388
GB

-- 6 9 --dpa7d1ea
4.5 End resistor
To avoid communication trouble the two end points of the CAN--bus should be fitted
with an end resistor.
One of the CAN--bus end points is in the programming box which has a built--in
resistor. T he other one is in the power source and should be fitted with an end
resistor if the output in question is not used. For the location of the resistor, see the
following figure.
GB

-- 7 0 --
dpa7d1ea
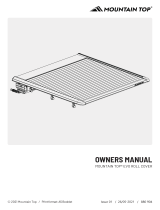
4.6 Connection of complete welding system
A--A Connection cable -- programming box
B--B, Z-- Z Motor cable --wire feed
C--C, S--S Motor cable -- rotation
D--D Signal cable -- external PC
E--E Motor cable -- AVC unit
F--F Motor cable -- weaving unit
G--G Cooling--water hose in
H--H Cooling--water hose out
J--J Welding cable
K--K Measurement cable
L--L Torch contact
M--M Gas hose out
N--N Gas hose in
P--P Signal cable -- external PC
Q--Q Return cable
R--R Connection cable -- puls transmitter
T--T, V--V Connection cable -- CAN 42 V
X Connection cable -- external motor
U--U Connection cable -- motor VEC
GB

-- 7 1 --dpa7d1ea
5OPERATION
5.1 General
General safety regulations for the handling of the equipment appear from
page 64. Read through before you start using the equipment!
5.2 Controls and connections
Front of welding power source
1 Switch for mains voltage ON/OFF 10 Connection for PC/printer
2 White indicating lamp, mains voltage ON 11 Connection for return water
3 Orange indicating lamp, overheating 12 Connection for cooling water
4 Switch for cooling unit ON/OFF 13 Connection for welding cable (--)
5 Connection for weaving 14 Connection for measurement cable
6 Connection for rotation 15 Connection for welding and start gas out
7 Connection for wire feed 16 Connection for torch contact, TIG hand torch
8 Connection for AVC 17 Connection for return cable (+)
9 Connection for programming box
Back of welding power source
18 Connection for start gas in 21 Connection for root gas out
19 Connection for welding gas in 22 Connection CAN 42 V for motor control unit
PAL 3 and A25 VEC motor
20 Connection for root gas in 23 Automatic fuse
GB

-- 7 2 --
dpa7d1ea
5.3 Cooling water circuit
S Connect the cooling water hoses of the welding tool
to the connections on the welding power source.
When welding with air--cooled welding tools,
interconnect the water hoses using the bridge
coupling supplied (see fig.).
S Before welding start, set switch (4) on the cooling
unit to position ON.
Note: The cooling water pump must always be set to
ON and the flowguard of the welding power source
must have detected the water flow to make welding
possible.
5.4 Overheating protection
Welding power source LTP 450 is provided with a thermal cut--out which trips in case
of too high temperature. The welding current is broken and an orange indicating
lamp on the front of the power source goes on. The programming box also shows an
error message. The thermal cut--out is reset automatically when the temperature has
gone down.
5.5 Flow guard, water
If there is no cooling water flowing, the flow guard will block the welding power
source. The welding current is then interrupted and an error message is displayed in
the character window of the programming unit.
5.6 Flow guard, gas
The flow guard breaks the ongoing welding process if the gas flow falls below 6
l/min. An error message is presented over the programming box.
5.7 Error messages
The welding power source has a built--in function for handling error messages. All
error messages are presented in the programming unit, and in some cases
measures will be taken automatically. See also programming manual 0456 638 xxx.
GB

-- 7 3 --dpa7d1ea
6 MAINTENANCE
6.1 General
Note:
All warrantly undertakings given by the supplier cease to apply if the customer
attempts to rectify any faults on the machine during the warranty period.
6.2 Check--up and cleaning
Clean the welding power source once a year using dry compressed air (reduced
pressure). If the welding power source stands in a dirty and dusty place the cleaning
shall take place more frequently.
6.3 Filling of coolant
As coolant a mixture of 50% water and 50% glycol is recommended.
GB

-- 7 4 --
dpa7d1ea
7 ACCESSORIES
Order number
T ube welding tool A21 PRB, water--cooled 17--49 0443 750 880.................... .......
33--90 0443 760 880.......
60--170 0443 770 880......
T ube welding tool A21 PRB, air--cooled 17--49 0443 750 881....................... .......
33--90 0443 760 881.......
60--170 0443 770 881......
T ube welding tool A21 PRC with AVC 17--49 0443 751 880........................ .......
33--90 0443 761 880.......
60--170 0443 771 880......
T ube welding tool A21 PRC, with AVC and weaving 17--49 0443 752 880............ .......
33--90 0443 762 880.......
60--170 0443 772 880......
Conversion kit A21 PRB/PRC 8--17 0444 002 880.........................................
Driving unit 134:1 for the welding tools PRB/PRC 0443 544 880.............................
T ube welding tool A21 PRH, enclosed 6--40 0456 940 880........................ .........
25--90 0456 941 880.......
40--115 0456 942 880.......
T ube welding tool A22 POC, wire feed 12--60 0443 930 880....................... .......
Welding station A25 0443 910 880......................................................
Automatic welding machine A25 with AVC, TIG torch BTE 250 0443 911 880.................
Automatic welding machine A25 with AVC, TIG torch BTE 500 0443 911 881.................
Automatic welding machine A25 with AVC, weaving, TIG torch BTE 250 0443 911 882.........
Automatic welding machine A25 with AVC, weaving, TIG torch BTE 500 0443 911 883.........
Automatic welding machine A25 with AVC, manual slide, TIG torch BTE 250 0443 911 884.....
Automatic welding machine A25 with AVC, manual slide, TIG torch BTE 500 0443 911 885.....
Automatic welding machine A25 with floating head, TIG torch BTE 250 0443 912 880..........
Automatic welding machine A25 with floating head, TIG torch BTE 500 0443 912 881..........
TIG hand torch HW 18 (3,8 m OKC) 0588 000 748........................................
Wire feed unit MEI 21 0443 830 880.....................................................
Carriage 0457 221 880................................................................
PC board (PCMCIA board) 0457 320 001................................................
Set of emergency stops 0457 823 880...................................................
Motor control unit PAL 3 0457 870 880..................................................
Documentation system
Weldoct WMS 4000 0457 410 880................................................
SPS 4000 0457 410 881..........................................................
OptoOptronic cables d 0457 072 881................................................
Extension cable b, wire, weaving, programming box, CAN 42 V (10 m) 0456 904 880..........
Extension cable c, rotation (10 m) 0456 906 880..........................................
Extension cable e, AVC (10 m) 0457 219 880.............................................
Extension cable f, return cable 0152 349 888.............................................
Extension cable k, measurement cable (2 m) 0457 219 881.................................
Extension set 1, current, water, gas (8 m) 0456 905 880....................................
Extension set 2, current, water, gas, torch contact (8m) 0466 705 881........................
GB

-- 7 5 --dpa7d1ea
GB

-- 7 6 --
dpa7d1ea
GB

-- 7 7 --dpa7d1ea
8 ORDERING OF SPARE PARTS
LTP 450 is designed and tested in accordance with the EN 60 974--1
(IEC 974--1) international standard.
It is the obligation of the service unit which has carried out the service or
repair work to make sure that the product still conforms to the said standard.
Spare parts are ordered through your nearest ESAB representative, see back cover.
When ordering spare parts, please state machine type and number as well as desig-
nation and spare part number as shown in the spare parts list on page 189.
This will simplify dispatch and ensure you get the right part.
GB
/