Miller SSW-2020ATT Owner's manual
- Category
- Welding System
- Type
- Owner's manual

January 1991 FORM: OM-744B
Effective With Serial No. KA788188
MODEL: PSW-1020ATT
PSW-2020ATT
SSW-1020ATT
SSW-2020ATT
SSW-1040ATT
SSW-2040ATT
OWNER’S MANUAL
IMPORTANT: Read and understand the entire contents of this manual, with
special emphasis on the safety material throughout the manual, before
installing, operating, or maintaining this equipment. This unit and these
instructions are for use only by persons trained and experienced in the safe
operation of welding equipment. Do not allow untrained persons to install,
operate, or maintain this unit. Contact your distributor if you do not fully
understand these instructions.
MILLER ELECTRIC Mfg. Co.
A Miller Group Ltd., Company
P.O. Box 1079
Appleton, WI 54912 USA
Tel. 414-734-9821
SC 112 847-A PRINTED IN U.S.A

LIMITED WARRANTY − Subject to the terms and conditions
hereof, Miller Electric Mfg. Co., Appleton, Wisconsin warrants to
its Distributor/Dealer that all new and unused Equipment fur-
nished by Miller is free from defect in workmanship and material
as of the time and place of delivery by Miller. No warranty is made
by Miller with respect to engines, trade accessories or other
items manufactured by others. Such engines, trade accessories
and other items are sold subject to the warranties of their respec-
tive manufacturers, if any. All engines are warranted by their
manufacturer for one year from date of original purchase, except
Tecumseh and Onan engines which have a two year warranty.
Except as specified below, Miller’s warranty does not apply to
components having normal useful life of less than one (1) year,
such as spot welder tips, relay and contactor points, MILLER-
MATIC parts that come in contact with the welding wire including
nozzles and nozzle insulators where failure does not result from
defect in workmanship or material.
Miller shall be required to honor warranty claims on warranted
Equipment in the event of failure resulting from a defect within the
following periods from the date of delivery of Equipment to the
original user:
1. Arc welders, power sources, robots, and 1 year. . . . . . . .
components
2. Load banks 1 year. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Original main power rectifiers 3 years. . . . . . . . . . . . . . . . .
(labor − 1 year only)
4. All welding guns, feeder/guns and torches 90 days. . . . . .
5. All other Millermatic Feeders 1 year. . . . . . . . . . . . . . . . . . .
6. Replacement or repair parts, exclusive of labor 60 days. .
7. Batteries 6 months. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
provided that Miller is notified in writing within thirty (30) days of
the date of such failure.
As a matter of general policy only, Miller may honor claims sub-
mitted by the original user within the foregoing periods.
In the case of Miller’s breach of warranty or any other duty with
respect to the quality of any goods, the exclusive remedies
therefore shall be, at Miller’s option (1) repair or (2) replacement
or, where authorized in writing by Miller in appropriate cases, (3)
the reasonable cost of repair or replacement at an authorized
Miller service station or (4) payment of or credit for the purchase
price (less reasonable depreciation based upon actual use)
upon return of the goods at Customer’s risk and expense.
MILLER’s option of repair or replacement will be F.O.B., Factory
at Appleton, Wisconsin, or F.O.B. at a MILLER authorized serv-
ice facility, therefore, no compensation for transportation costs
of any kind will be allowed. Upon receipt of notice of apparent de-
fect or failure, Miller shall instruct the claimant on the warranty
claim procedures to be followed.
ANY EXPRESS WARRANTY NOT PROVIDED HEREIN
AND ANY IMPLIED WARRANTY, GUARANTY OR REPRE-
SENTATION AS TO PERFORMANCE, AND ANY REMEDY
FOR BREACH OF CONTRACT WHICH, BUT FOR THIS PRO-
VISION, MIGHT ARISE BY IMPLICATION, OPERATION OF
LAW, CUSTOM OF TRADE OR COURSE OF DEALING, IN-
CLUDING ANY IMPLIED WARRANTY OF MERCHAN-
TABILITY OR OF FITNESS FOR PARTICULAR PURPOSE,
WITH RESPECT TO ANY AND ALL EQUIPMENT FUR-
NISHED BY MILLER IS EXCLUDED AND DISCLAIMED BY
MILLER.
EXCEPT AS EXPRESSLY PROVIDED BY MILLER IN WRIT-
ING, MILLER PRODUCTS ARE INTENDED FOR ULTIMATE
PURCHASE BY COMMERCIAL/INDUSTRIAL USERS AND
FOR OPERATION BY PERSONS TRAINED AND EXPERI-
ENCED IN THE USE AND MAINTENANCE OF WELDING
EQUIPMENT AND NOT FOR CONSUMERS OR CONSUMER
USE. MILLER’S WARRANTIES DO NOT EXTEND TO, AND
NO RESELLER IS AUTHORIZED TO EXTEND MILLER’S
WARRANTIES TO, ANY CONSUMER.
LIMITED WARRANTY
EFFECTIVE: MARCH 15, 1989
This warranty supersedes all previous MILLER warranties and is exclusive with no other guarantees or warranties expressed or implied.

OM-744B − 1/91
Before unpacking equipment, check carton for any
damage that may have occurred during shipment. File
any claims for loss or damage with the delivering car-
rier. Assistance for filing or settling claims may be ob-
tained from the distributor and/or the equipment manu-
facturer’s Transportation Department.
When requesting information about this equipment, al-
ways provide the Model Description and Serial or Style
Number.
Use the following spaces to record the Model Designa-
tion and Serial or Style Number of your unit. The infor-
mation is located on the data card or the nameplate.
Model
Serial or Style No.
Date of Purchase
RECEIVING-HANDLING
TABLE OF CONTENTS
Section No. Page No.
SECTION 1 − SAFETY RULES FOR OPERATION OF PORTABLE RESISTANCE
SPOT WELDING EQUIPMENT
1-1. Introduction 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Installation 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Safety Devices 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-4. Personal Safety 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. Burn Prevention 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-6. Fumes 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-7. Fire Prevention 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-8. Protection Of Others 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-9. Cords 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-10. Hoses 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-11. Maintenance 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-12. Standard Index 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 2 − SAFETY PRECAUTIONS AND SIGNAL WORDS
2-1. General Information And Safety 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-2. Safety Alert Symbol And Signal Words 2. . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 3 − SPECIFICATIONS
3-1. Duty Cycle 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-2. Description 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 4 − INSTALLATION OR RELOCATION
4-1. Location 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Tong Installation 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3. Coolant Connections 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-4. Air Connections 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5. Tong Pressure Adjustment 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6. Remote Foot Switch Receptacle And Installation
(Stationary Models Only) 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-7. Hanging Bracket Installation (Portable Models Only) 7. . . . . . . . . . . . .
4-8. Electrical Input Connections 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

Section No. Page No.
SECTION 5 − OPERATOR CONTROLS
5-1. Power Switch 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Pilot Light 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Weld Current Control 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-4. Weld Time Control 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-5. Squeeze Time Control 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-6. Weld Switch 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-7. Start Switch 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-8. Speed Control Valve 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 6 − SEQUENCE OF OPERATION
6-1. Spot Welding 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-2. Shutting Down 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 7 − MAINTENANCE & TROUBLESHOOTING
7-1. Routine Maintenance 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-2. Dressing Tong Tips 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-3. Replacing Tong Tips 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-4. Changing Tongs 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-5. Control Circuit Protection 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-6. Troubleshooting 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 8 − ELECTRICAL DIAGRAMS
Diagram 8-1. Circuit Diagram For Portable 10 KVA Models
And Portable 20 KVA Models 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Diagram 8-2. Circuit Diagram For Stationary 10 KVA Models
And Stationary 20 KVA Models 15. . . . . . . . . . . . . . . . . . . . . . . . . . .
Diagram 8-3. Wiring Diagram For SSW-1020ATT And
SSW-1040ATT Model Spot Welders 16. . . . . . . . . . . . . . . . . . . . . .
Diagram 8-4. Wiring Diagram For SSW-2020ATT And
SSW-2040ATT Model Spot Welders 16. . . . . . . . . . . . . . . . . . . . . .
Diagram 8-5. Wiring Diagram For Model PSW-2020ATT Spot Welder 17. . . . .
Diagram 8-6. Wiring Diagram For Model PSW-1020ATT Spot Welder 17. . . . .
SECTION 9 − PARTS LIST
Figure 9-1. Main Assembly 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Figure 9-2. Resistance Spot Welder, Air 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Figure 9-3. RFS-10/20 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Figure 9-4. Pedestal, Air Operated 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Figure 9-5. Control Box 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Figure 9-6. Tongs 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Figure 9-7. Valve-Air w/Components 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
LIST OF CHARTS AND TABLES
Table 3-1. Specifications 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Table 4-1. Input Conductor And Fuse Size 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Table 7-1. Maintenance Schedule 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Table 7-2. Troubleshooting 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

OM-744 Page 3
SECTION 3 − SPECIFICATIONS
Table 3-1. Specifications
Model
Work Capacity
Combined Thickness
Mild Steel
Rated Output
50% Duty Cycle
Weight
Net Ship
Portable
10 KVA
Portable
20 KVA
Stationary
10 KVA
Stationary
20 KVA
150 lbs.
(68 kg)
165 lbs.
(75 kg)
182 lbs.
(83 kg)
195 lbs.
(89 kg)
222 lbs.
(101 kg)
246 lbs.
(112 kg)
199 lbs.
(90 kg)
217 lbs.
(98 kg)
3/16 in. (4.7 mm)
1/4 in. (6.3 mm)
3/16 in. (4.7 mm)
1/4 in. (6.3 mm)
10 KVA
20 KVA
10 KVA
20 KVA
Spot
Welder
Ratings
Tongs-Length
Output Amps ±10%
Input Amps At 220
Volts
10 KVA Models 20 KVA Models
6 in.
(152 mm)
9500
100
12 in.
(304 mm)
7500
80
18 in.
(457 mm)
6500
70
6 in.
(152 mm)
12500
200
12 in.
(304 mm)
10500
170
18 in.
(457 mm)
9000
142
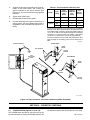
F
*Dimension depends upon length of tongs.
SC-112 847-A
A
B
D
E*
C
G
H
I
J*
1/2 in.
(12.7 mm)
Dia. 4 Holes
A
B
C
D
E
F
G
H
I
J
Inches
49
37-1/8
26 + Tong Length
6
12
18
10-7/8
9-1/2
11/16
Millimeters
1244.6
943
660.4 + Tong Length
152.4
304.8
457.2
276.2
241.3
17.5
19-1/2
20-7/8
11/16
495.3
530.2
17.5
J
J
Figure 3-1. Overall Dimensions And Base Mounting Hole Layout For Stationary Models

OM-744 Page 4
SB-112 8451-A
A
B
C
D
E
Inches
14-3/8
16
12-1/4
1-1/2
15-1/8
Millimeters
365.1
406.4
311.2
38.1
384.2
E
A
B
C
D
Figure 3-2. Overall Dimensions For Portable Models
3-1. DUTY CYCLE
The duty cycle of a resistance spot welder is the per-
centage of a one minute period that a resistance spot
welder can be operated without causing overheating or
damage to the unit. These resistance spot welders are
rated at 50% duty cycle, which means that they can be
operated for thirty seconds out of every minute.
EXCEEDING DUTY CYCLE RATINGS will
damage the resistance spot welder
• Do not exceed 50% duty cycle.
3-2. DESCRIPTION
These models of resistance spot welders are air oper-
ated, and require a supply capable of providing 60 to 100
psi (414 to 689 K Pa) of air pressure.The welders are
water cooled, and require a supply capable of providing
4 psi (28 KPa) of water pressure.These models are
available as portable or stationary units. The portable
models operate on 50 or 60 Hertz, 220 volts ac, single-
phase power. The stationary models operate on 50 or 60
Hertz, 220 or 440 volts ac, single-phase power. In addi-
tion to a ten-step WELD CURRENT Control and a
WELD TIME Control, all models have a SQUEEZE
TIME Control, which allows the tongs sufficient time to
close before energizing the weld control, and a Speed
Control Valve, which controls the rate at which the tongs
close.
IMPORTANT: For a complete listing of Accessories
and Optional Equipment, see back cover of this Owner’s
Manual.
SECTION 4 − INSTALLATION OR RELOCATION
4-1. LOCATION
WARNING: FALLING EQUIPMENT can
cause serious personal injury and equip-
ment damage.
• Use equipment of adequate capacity to lift the
unit.
• Place unit on a proper skid.
• Secure unit during transport so it cannot tip or
fall.
• If using lift forks to handle this unit, be sure the
lift forks are long enough to extend out of the
opposite side of the base.
Using lift forks too short will expose internal
components to damage should the tips of the lift
forks penetrate the bottom of the unit.
When installing the unit, allow at least 6 in. (152 mm) of
clearance space at the rear of the unit for making neces-
sary connections. Consider the input power require-
ments as well as coolant (water) needs when choosing a
location.
The location should allow room to remove the side panel
for installation, maintenance, and repair procedures.
The service life and efficiency of this unit are reduced
when the unit is subjected to high levels of dust, dirt,
moisture, corrosive vapors, and extreme heat.
IMPORTANT: All directions, such as left or right, are
with respect to the operator facing the unit front panel.
Retain all hardware removed during this procedure for
reinstallation unless specifically told otherwise.

OM-744 Page 5
4-2. TONG INSTALLATION (Figure 4-1)
WARNING: ELECTRIC SHOCK can kill.
• Do not touch live electrical parts.
• Shut down unit and disconnect input power
employing lockout/tagging procedures be-
fore inspecting or installing.
• Allow tongs and tong tips to cool before touch-
ing.
Lockout/tagging procedures consist of pad-
locking line disconnect switch in open position,
removing fuses from fuse box, or shutting off
and red-tagging circuit breaker or other discon-
necting device.
SA-135 051-A
COOLANT IN Hose
To COOLANT IN Tube
COOLANT IN Hose
From Water Supply
(Customer Supplied)
Water Pressure
Switch
COOLANT OUT
Tube
COOLANT IN
Tube
Top Tong
Securing
Screws
Spatter
Guard
Top Tong Output
Hose To Bottom
Tong Input Hose
Bottom Tong
Input Hose
Tong
Tips
Coolant
Hose
Fitting
Hose
Clamp
Bottom Tong
Output Hose
Top Tong
Input Hose
Setscrew
Cam Nut
Figure 4-1. Tong Installation And Coolant Connections
IMPORTANT: Be sure ends of tongs are clean and free
of corrosion before installing.
A. Bottom Tong Installation
WARNING: INCORRECT PARTS can cause
electric shock hazard and transformer dam-
age.
• Do not replace polyester glass insulating strip
with a metal strip.
• Always use only correct replacement parts
according to parts list at the end of this manu-
al.
1. Loosen socket head setscrew located below the
spatter guard on the front of the transformer
housing (see Figure 4-1).
2. Rotate cam nut on left side of housing counter-
clockwise to release pressure from bottom tong
holder.
3. Insert tong into bottom tong holder as far as pos-
sible, positioning tong so that tip is pointing
straight up.
IMPORTANT: Before proceeding to Step 4, make sure
that the polyester glass insulating strip is not cracked or
broken, and that it is properly positioned above the bot-
tom tong.
4. Turn cam nut clockwise to secure tong in bottom
tong holder.
5. Tighten socket head setscrew, locking the cam in
place.
B. Top Tong Installation
1. Loosen the four top tong securing screws located
on top of transformer housing (see Figure 4-1).
2. Insert top tong into top tong holder, positioning
tong so that the tip mates against bottom tong tip
when tongs are closed.
3. Tighten securing screws, locking tong in place.

OM-744 Page 6
4-3. COOLANT CONNECTIONS (Figure 4-1)
IMPORTANT: This unit is equipped with a Water Con-
trol Pressure Switch to insure proper cooling. If the wa-
ter supply has not been turned on, or does not have suf-
ficient pressure to activate the switch, no weld output
will be available at the tongs.
1. Connect tong coolant hoses to barbed fittings on
tongs as shown in Figure 4-1,and secure with
hose clamps.
2. Obtain two coolant hoses of desired length with
an inside diameter of 5/16 in. (7.9 mm) for con-
nections to COOLANT IN supply and coolant re-
turn or waste drain.
3. Connect end of one customer supplied hose to
COOLANT IN fitting. Secure hose using supplied
hose clamps (see Figure 4-1). Connect remain-
ing end of this customer supplied hose to water
supply.
4. Connect one end of remaining customer supplied
hose to COOLANT OUT tube extending from
rear of unit, and connect other end to coolant re-
turn or waste drain. Secure hose using supplied
hose clamps (see Figure 4-1).
SC-112 848-A
Portable Models
Air In Hose
Stationary Models
Air In Hose
Lubricator
Pressure Gauge
Pressure Adjustment Control
Pressure Regulator
Regulator Plug
To Air Supply
Air Filter
Figure 4-2. Air Connections
4-4. AIR CONNECTIONS (Figure 4-2)
The air supply used to operate these units must be ca-
pable of providing 60 to 100 psi (414 to 689 kPa) of air
pressure. Install a valve at the air supply that can turn
the air supply on and off.
To keep the air lines and associated components in the
resistance spot welder clean, trouble free, and function-
ing properly, an air filter, pressure regulator, pressure
gauge, and lubricator are provided. These components
are shipped assembled with the exception of the pres-
sure gauge. Install the pressure gauge in one of the
holes on either side of the pressure regulator (see Fig-
ure 4-2). Install one of the supplied plugs into the unused
hole.
IMPORTANT: See manufacturer’s instructions
supplied with air filter assembly for complete installation
and preparation instructions.
1. Obtain two hoses of desired length with an inside
diameter of 5/16 in. (7.9 mm) for making required
air connections.
2. Connect one hose from air supply to input con-
nector on air filter.
3. Connect remaining hose from lubricator output
connector to AIR IN connector on control box of
resistance spot welder.
4. Set pressure regulator so that air pressure at re-
sistance spot welder is in the 60 to 100 psi (414 to
689 kPa) range.

OM-744 Page 7
4-5. TONG PRESSURE ADJUSTMENT (Figure
4-3)
WARNING: ELECTRIC SHOCK can kill.
• Do not touch live electrical parts.
• Shut down unit and disconnect input power
employing lockout/tagging procedures be-
fore inspecting or installing.
• Allow tongs and tong tips to cool before touch-
ing.
Lockout/tagging procedures consist of pad-
locking line disconnect switch in open position,
removing fuses from fuse box, or shutting off
and red-tagging circuit breaker or other discon-
necting device.
CAUTION: EXCESSIVE TONG PRESSURE
can damage tong tips.
• Do not use the tongs as a clamp or vice to hold
workpiece together.
If the two pieces of material to be welded do not
make good contact at the point of the intended
weld, clamp material to provide good contact
between surfaces.
IMPORTANT: Correct tong pressure is necessary to
create a quality weld and to prevent damage to tong tips.
Excessive tong pressure causes the weld nugget area
to dimple, material to splash out around the nugget area,
and molten material to eject from the weld area.
If tong pressure is too weak, parts are loose when the
tongs are closed, severe arcing occurs between all ma-
terial interfaces, and no weld can be made.
Ref. SB-112 849-A
A
B
Figure 4-3. Tong Pressure Adjustment
IMPORTANT: Tong pressure is adjustable, and must be
checked and/or set before operation.
To adjust tong pressure, proceed as follows:
A. Increasing Tong Pressure
1. Rotate nut A counterclockwise.
2. Rotate nut B counterclockwise until it is tight.
3. Check tong pressure.
B. Decreasing Tong Pressure
1. Rotate nut A clockwise.
2. Rotate nut B clockwise until it is tight.
3. Check tong pressure.
4-6. REMOTE FOOT SWITCH RECEPTACLE AND
INSTALLATION (Stationary Models Only)
(Figure 4-4)
The FOOT CONTROL Receptacle provides a connec-
tion point for the Remote Foot Switch. See Section 5
−
7
for operation of Remote Foot Switch. To make connec-
tion, insert plug from foot control into FOOT CONTROL
receptacle on front of the control box, and rotate plug ful-
ly clockwise.
Ref. SC-112 663-A
Remote Foot
Switch
Remote Foot
Switch
Cord And Plug
Figure 4-4. Remote Foot Switch Installation
4-7. HANGING BRACKET INSTALLATION (Porta-
ble Models Only) (Figure 4-5)
WARNING: ELECTRIC SHOCK can kill; HOT
SURFACES can burn skin.
• Do not touch live electrical parts.
• Shut down unit and disconnect input power
employing lockout/tagging procedures be-
fore inspecting, maintaining, or servicing.
Lockout/tagging procedures consist of padlock-
ing line disconnect switch in open position, re-
moving fuses from fuse box, or shutting off and
red-tagging circuit breaker or other disconnect-
ing device.
MOVING PARTS can cause serious injury.
• Keep away from pinch points.
HOT SURFACES can cause severe burns.
• Allow cooling period before servicing.
1. Remove hardware from front of resistance spot
welder handles.
2. Install and secure bracket to transformer housing
using hardware removed in Step 1. (Discard
supplied mounting hardware.)
3. Install and secure eye bolt to top of hanging
bracket using supplied hardware.

OM-744 Page 8
SC-113 041-A
Eye Bolt
Hanging Bracket
Split Washer
Lock Nut
Split Washer
Bolt
Spacer
Figure 4-5. Hanging Bracket Installation
4-8. ELECTRICAL INPUT CONNECTIONS (Fig-
ure 4-6)
A. Electrical Input Requirements
These resistance spot welders are designed to operate
from a single-phase, 50 or 60 Hertz, ac power supply
which has a line voltage rating that matches the voltage
shown on the nameplate. Consult the local electric utility
if there is any question about the type of electrical sys-
tem available at the installation site or how proper con-
nections to the resistance spot welder are to be made.
B. Input Conductor Connections
WARNING: ELECTRIC SHOCK can kill.
• Do not touch live electrical parts.
• Install a fusible line disconnect switch in the
input circuit to the resistance spot welder.
This provides a safe and convenient means to
completely remove all electrical power from the
resistance spot welder whenever it is necessary
to inspect or service the unit.
• Shut down unit and disconnect input power
employing ”lockout/tagging procedures” be-
fore inspecting or installing.
Lockout/tagging procedures consist of padlock-
ing line disconnect switch in open position, re-
moving fuses from fuse box, or shutting off and
red-tagging circuit breaker or other disconnect-
ing device.
• Connect input conductors to the resistance
spot welder before connecting to single-
phase input power.
Table 4-1 provides guidelines for selecting the
proper size input conductors and line fuses. The
input conductors should be covered with an in-
sulating material that complies with national,
state, and local electrical codes.
• Ground in accordance with the National Elec-
trical Code, state, and local codes.
Proper installation can contribute to the satisfactory and
trouble-free operation of the resistance spot welder.
Follow the instructions in this section carefully.
1. Install terminal lugs of adequate amperage ca-
pacity and correct stud size onto input and
ground conductors.
2. Remove left side panel from resistance spot
welder.
3. Loosen strain relief clamp located on rear panel
of unit.
4. Insert and route the two input conductors and the
ground conductor through the strain relief, up to
the power switch on the front panel.
WARNING: ELECTRIC SHOCK can kill.
• Do not connect an input conductor to the
ground conductor in the unit.
• Do not connect the ground conductor to an
input line conductor.
Incorrect input connections can result in an elec-
trically energized chassis of the resistance spot
welder. The ground terminal is connected to the
chassis of the resistance spot welder and is for
grounding purposes only.

S-0092/9-90
OM-744 Page 9
5. Connect the two input conductors to the line ter-
minals on the power switch, and connect the
ground conductor to the ground terminal (see
Figure 4-6). Secure connections using supplied
hardware.
6. Tighten strain relief clamp.
7. Reinstall and secure left side panel.
8. Connect remaining end of ground conductor to a
proper ground. Use a grounding method that is
acceptable to the local electrical inspection au-
thority.
Table 4-1. Input Conductor And Fuse Size*
Model
Input
Voltage
Input
Conductor
Size
(AWG)
Ground
Conductor
Size
(AWG)
Fuse
Size In
Amperes
10KVA 220 6 10 80
440 10 10 40
20KVA 220 3 8 150
440 6 10 70
*Conductor size is based on the 1990 Edition of the National
Electrical Code (NEC) specifications for allowable ampacities
of insulated copper conductors, having a temperature rating of
167
°F (75°C), with not more than three single current-carrying
conductors in a raceway (Article 310 of NEC). (The ground
conductor is not counted as a current-carrying conductor.)
*Fuse size is based on not more than 200 percent of the rated
input amperage of the welding power source (Article 630 of
NEC).
SC-113 033-B
Ground Conductor
Line
Disconnect
Switch
20 KVA Models
10 KVA Models
Line
Power
Ground
Switch
Terminal
Line Terminals
Terminals
Power
Switch
Ground
Terminal
Figure 4-6. Input Conductor Connections (Stationary Model Illustrated)
SECTION 5 − OPERATOR CONTROLS
5-1. POWER SWITCH (Figures 5-1 And 5-2)
The POWER switch provides on and off control of the
input electrical power. Placing the POWER switch in the
ON position energizes the unit and places it in a ready-

OM-744 Page 10
to-operate status. Placing the switch in the OFF position
shuts the unit down.
5-2. PILOT LIGHT (Figures 5-1 And 5-2)
The pilot light indicates when the unit is energized and in
a ready-to-weld status. The pilot light is on whenever the
POWER switch is in the ON position.
5-3. WELD CURRENT CONTROL (Figures 5-1
And 5-2)
This control provides a means of selecting weld current.
The scale surrounding the WELD CURRENT Control is
a relative scale only, it does not indicate a specific am-
perage value. Rotating the control clockwise increases
weld current. Position 1 represents minimum current,
and position 10 represents maximum current. Changing
the weld current value does not affect the duty cycle rat-
ing.
5-4. WELD TIME CONTROL (Figures 5-1 And 5-2)
This control provides a means of selecting the duration
of the spot weld. The weld time period may be adjusted
from 0 (zero) to 9.99 seconds by rotating the control’s
three adjustment knobs. Rotating each knob clockwise
increases the weld time.
Weld time begins to elapse when the time set on the
SQUEEZE TIME Control has expired (see Section 5-5).
CAUTION: ARCING can damage WELD
CURRENT CONTROL contacts.
• Do not rotate the WELD CURRENT CON-
TROL while welding.
5-5. SQUEEZE TIME CONTROL (Figures 5-1 And
5-2)
This control is provided to allow the tongs sufficient time
to close and make contact with the work before weld
current is available. The length of squeeze time may be
adjusted from 0 (zero) to 9.99 seconds by rotating the
control’s three adjustment knobs. Rotating each knob
clockwise increases the squeeze time. Squeeze time
starts to elapse when the Remote Foot Switch or Start
Switch is depressed (see Section 5-8).
CAUTION: ARCING can damage tong tips.
• Be sure tongs close before time set on
SQUEEZE TIME control has elapsed.
5-6. WELD SWITCH (Figures 5-1 And 5-2)
The WELD SWITCH allows the operator to check tong
pressure and alignment without weld current present at
the tongs. When the WELD SWITCH is OFF, depress-
ing the Remote Foot Switch or Start Switch (see Section
5-8) will close the tongs without starting current. When
the WELD SWITCH is ON, the tongs will have weld cur-
rent present after the squeeze time expires.
SC-112 847-A
Fuse F2
Pilot
Light
Power
Switch
Foot
Control
Receptacle
Weld Time
Control
Weld Switch
Fuse F1
Squeeze Time
Control
Weld Current
Control
Figure 5-1. Operator Controls For Stationary
Models
SB-112 845-A
Pilot
Light
Fuse F1
Power
Switch
Weld Time
Control
Weld Current
Control
Squeeze Time
Control
Weld
Switch
Fuse F2
Figure 5-2. Operator Controls For Portable Mod-
els
5-7. START SWITCH (Figure 5-3)
On portable models, the Start Switch is located on the
left handle of the unit. On stationary models, the Remote
Foot Switch functions as the Start Switch. When the
Start Switch is depressed, the tongs close, and squeeze
time begins. If the Start Switch or Remote Foot Switch is
released while the SQUEEZE TIME Control is operating
(see Section 5-5), the tongs open, and the unit resets for
another weld cycle. However, if the Start Switch or Re-
mote Foot Switch is depressed until the squeeze time
has elapsed and weld time has begun, the Starat Switch
or Remote Foot Switch may be released and the tongs
will stay closed until the weld time set on the WELD

OM-744 Page 11
TIME Control has elapsed. If the workpiece is to be left
between the tongs after the weld time has elapsed, the
operator must keep the Start Switch or Remote Foot
Switch closed for the entire weld sequence and whatev-
er holding time is desired after weld time has elapsed.
5-8. SPEED CONTROL VALVE (Figure 5-3)
The Speed Control Valve is used to control the speed at
which the tongs close. Rotating the speed adjustment
handle clockwise decreases air flow, thus reducing the
speed at which tongs close. Rotating the handle coun-
terclockwise increases air flow, thus increasing speed at
which tongs close. Adjust the valve to close the tongs as
quickly as required for the spot welding application.
To adjust the Speed Control Valve, loosen lock nut lo-
cated below speed adjustment handle, rotate speed ad-
justment handle to required position, and tighten lock
nut.
SB-112 846-
A
Lock Nut
Speed Adjustment Handle
Speed Control Valve
*Start Switch
*Portable Models Only
Figure 5-3. Start Switch And Speed Control Valve

OM-744 Page 12
SECTION 6 − SEQUENCE OF OPERATION
6-1. SPOT WELDING
WARNING: ELECTRIC SHOCK can kill.
• Do not touch live electrical parts.
• Keep all covers and panels in place while
operating.
Warranty is void if the wire feeder is operated
with any portion of the outer enclosure removed.
SPARKS AND HOT SURFACES can burn
eyes and skin and start fires.
• Wear correct eye, ear, and body protection.
• Watch for fire.
• Keep a fire extinguisher nearby, and know
how to use it.
• Do not use near flammable material.
• Allow work and equipment to cool before han-
dling.
FUMES AND GASES can seriously harm
your health.
• Keep your head out of the fumes.
• Ventilate to keep from breathing fumes and
gases.
• If ventilation is inadequate, use approved
breathing device.
MOVING PARTS can cause serious injury.
• Keep clear of pinch points.
MAGNETIC FIELDS FROM HIGH CUR-
RENTS can affect pacemaker operation.
• Wearers should consult their doctor before
going near arc welding, gouging, or spot
welding operations.
See Section 1 - Safety Rules For Operation Of
Portable Resistance Spot Welding Equipment.
1. Install and connect unit according to Section 4.
2. Set SQUEEZE TIME Control for required pre-
weld time (see Section 5-5).
3. Set WELD TIME Control for required weld time
(see Section 5-4).
4. Rotate WELD CURRENT Control to required set-
ting (see Section 5-3).
5. Turn on air supply.
6. Place WELD SWITCH in ON position (see Sec-
tion 4-6).
7. Start coolant flow.
8. Place POWER Switch in ON position.
9. Position workpieces to be welded between the
tongs.
CAUTION: EXCESSIVE TONG PRESSURE
can damage tong tips.
• Do not use the tongs as a clamp or vice to hold
workpiece together.
If two pieces of material do not make good con-
tact at the point of the intended weld, some type
of clamping device must be employed.
10. Depress Start Switch or Remote Foot Switch to
initiate weld sequence.
11. When weld time has expired, release Start
Switch or Remote Foot Switch. The resistance
spot welder will be ready for another weld cycle.
CAUTION: EXCEEDING DUTY CYCLE
RATINGS will damage resistance spot weld-
er.
• Do not exceed indicated duty cycles.
6-2. SHUTTING DOWN
1. Place POWER Switch in OFF position.
2. Turn off coolant supply.
3. Turn off air supply.
SECTION 7 − MAINTENANCE & TROUBLESHOOTING
7-1. ROUTINE MAINTENANCE (Table 7-1)
IMPORTANT: Every six months inspect the labels on
this unit for legibility. All precautionary labels must be
maintained in a clearly readable state and replaced
when necessary. See Parts List for part number of
precautionary labels.
WARNING: ELECTRIC SHOCK can kill.
• Do not touch live electrical parts.
• Shut down unit and disconnect input power
employing lockout/tagging procedures be-
fore inspecting, maintaining, or servicing.
Lockout/tagging procedures consist of pad-
locking line disconnect switch in open position,
removing fuses from fuse box, or shutting off
and red-tagging circuit breaker or other discon-
necting device.
MOVING PARTS can cause serious injury.
• Keep away from pinch points.
HOT SURFACES can cause severe burns.
• Allow cooling period before servicing.
Maintenance to be performed only by qualified
persons.

OM-744 Page 13
Table 7-1. Maintenance Schedule
Frequency* Maintenance
Every month. Units in heavy service environ-
ments:
Check labels and input cable.
Every 3 months. Check input cable (see Section
7-1A).
Lubricate tong assembly (see
Section 7-1D).
Every 6 months. Check all labels (see IMPORT-
ANT block, Section 7-1).
Clean internal parts (see Section
7-1B).
Inspect tongs and tips (see Sec-
tions 7-1C and 7-2).
*Frequency of service is based on units operated
40 hours per week. Increase frequency of maint-
enance if usage exceeds 40 hours per week.
A. Input Cables
WARNING: Read and follow safety informa-
tion at beginning of entire Section 7-1 be-
fore proceeding.
Every three months inspect cables for breaks in insula-
tion. Repair or replace cables if insulation breaks are
present. Clean and tighten connections at each inspec-
tion.
B. Internal Cleaning
WARNING: Read and follow safety informa-
tion at beginning of entire Section 7-1 be-
fore proceeding.
Every six months blow out or vacuum dust and dirt from
the inside of the unit. Remove the side panel, and use a
clean, dry airstream or vacuum suction for the cleaning
operation. If dusty or dirty conditions are present, clean
the unit monthly.
C. Tong Inspection
WARNING: Read and follow safety informa-
tion at beginning of entire Section 7-1 be-
fore proceeding.
Every six months or as often as is required to maintain
equipment in good working condition, inspect tong tips
for dents, nicks, or mushrooming, and inspect tong ends
for bends or nicks.
D. Lubricating Tong Assembly (Figure 7-1)
WARNING: Read and follow safety informa-
tion at beginning of entire Section 7-1 be-
fore proceeding.
Lubricate the tong assembly every three months (every
month if usage is heavy) using silicone or synthetic lubri-
cants. An oil hole is provided on the top side of the trans-
former housing. Do not over oil.
Ref. SB-112 849-A
Oil Hole
Figure 7-1. Lubricating Tong Assembly
7-2. Dressing Tong Tips
WARNING: ELECTRIC SHOCK can kill.
• Do not touch live electrical parts.
• Shut down unit and disconnect input power
employing lockout/tagging procedures be-
fore inspecting, maintaining, or servicing.
Lockout/tagging procedures consist of pad-
locking line disconnect switch in open position,
removing fuses from fuse box, or shutting off
and red-tagging circuit breaker or other discon-
necting device.
HOT SURFACES can cause severe burns.
• Allow tongs and tong tips to cool before serv-
icing.
• Keep away from pinch points.
Obtain Tip Dresser from Distributor to dress tong tips,
and use it according to its instructions. For a complete
listing of Accessories and Optional Equipment, see
back cover of this Resistance Spot Welder Owners
Manual.
Tong tips are most effectively dressed by machining the
tips. One of the most common mistakes in tip dressing is
the hand filing of the face of the tip which usually results
in a dome-shaped surface where a flat surface is re-
quired. Only in the hands of a very experienced person
can tips be properly dressed, and filed tip faces usually
are not parallel. Therefore, hand filing is discouraged.
The tendency for the file to be used at an angle is always
present, resulting in gross tip mismatching and poor
quality welds.
A file, however, can be advantageously used in remov-
ing the ”mushroom” from the tips providing the filing is
confined to the tapered sides of the tip instead of on the
surface of the tip.
One of the hand operated tip dressers uses emery cloth,
crocus cloth or sandpaper. These abrasives are placed
over a hardened tip contour die in a special holder and a
very light pressure is exerted on the tips. The rapid twist-

OM-744 Page 14
ing motion of the dresser in sanding the tips results in a
perfectly dressed tip face.
7-3. REPLACING TONG TIPS
WARNING: ELECTRIC SHOCK can kill.
• Do not touch live electrical parts.
• Shut down unit and disconnect input power
employing lockout/tagging procedures be-
fore inspecting or installing.
• Allow tongs and tong tips to cool before touch-
ing.
Lockout/tagging procedures consist of pad-
locking line disconnect switch in open position,
removing fuses from fuse box, or shutting off
and red-tagging circuit breaker or other discon-
necting device.
EXCESSIVE FORCE can damage tips or
tongs.
• Be careful not to deform tips or tongs during
replacement.
To replace tong tip, remove present tip using a welding
tip extractor or similar device, and press new tip into end
of tong.
7-4. CHANGING TONGS
When changing resistance spot welder tongs, or if tongs
become worn, replace tongs according to Section 4-2.
7-5. CONTROL CIRCUIT PROTECTION
WARNING: ELECTRIC SHOCK can kill.
• Do not touch live electrical parts.
• Shut down unit and disconnect input power
employing lockout/tagging procedures be-
fore inspecting, maintaining, or servicing.
Lockout/tagging procedures consist of pad-
locking line disconnect switch in open position,
removing fuses from fuse box, or shutting off
and red-tagging circuit breaker or other discon-
necting device.
INCORRECT FUSE can damage unit.
• Use only replacement fuse of same size,
type, and rating (see Parts List).
Fuses F1 And F2
For control circuit protection, these resistance spot
welders are equipped with two fuses, F1 and F2, located
on the front control panel (see Figure 5-1 and 5-2).
If F1 and/or F2 should open, the unit would be complete-
ly inoperative. If F1 and/or F2 open repeatedly, contact
the nearest Factory Authorized Service Station. To re-
place either fuse, proceed as follows:
1. Place the POWER switch in the OFF position.
2. Depress and rotate fuse holder cover counter-
clockwise.
3. Pull out fuse with cover when fuse holder cover is
free.
4. Insert new fuse into fuse holder cover.
5. Install fuse with fuse holder cover back into unit.
6. Depress and rotate fuse holder cover clockwise
until cover is secure.
7. Resume operation.
7-6. TROUBLESHOOTING
WARNING: ELECTRIC SHOCK can kill.
• Do not touch live electrical parts.
• Shut down unit and disconnect input power
employing lockout/tagging procedures be-
fore inspecting, maintaining, or servicing.
Lockout/tagging procedures consist of pad-
locking line disconnect switch in open position,
removing fuses from fuse box, or shutting off
and red-tagging circuit breaker or other discon-
necting device.
MOVING PARTS can cause serious injury.
• Keep away from pinch points.
HOT SURFACES can cause severe burns.
• Allow cooling period before servicing.
Troubleshooting to be performed only by
qualified persons.
It is assumed that the unit was properly installed accord-
ing to Section 4 of this manual, the operator is familiar
with the function of controls, the resistance spot welder
was working properly, and that the trouble is not related
to the welding process.
The following table is designed to diagnose and provide
remedies for some of the troubles that may develop in
this resistance spot welder. Use this table in conjunction
with the circuit diagram while performing troubleshoot-
ing procedures. If the trouble is not remedied after per-
forming these procedures, contact the nearest Factory
Authorized Service Station. In all cases of equipment
malfunction, strictly follow the manufacturer’s proce-
dures and instructions.

OM-744 Page 15
Table 7-2. Troubleshooting
TROUBLE CAUSE REMEDY
No weld current. Open line fuse. Check and replace line fuse, if necessary.
Fuse F1 and/or fuse F2 open. Check and replace F1 and/or F2, if necessary
(see Section 7-5).
Contactor W. Check W points for wear, and replace points if
necessary.
POWER switch S1. Replace S1.
Start switch PB1 or Remote
Foot Switch S4.
Replace PB1 or S4.
No water, or insufficient water
pressure.
Check to see if valve from water supply is open
and has sufficient pressure (see Section 4-4).
Longer than normal WELD
TIME required.
Condition of tong tips. Replace or resurface tong tips (see Sections 7-2
and 7-3).
Low line voltage. Check for loads on same circuit and remove.
Material being welded is dirty or
has excessive oxide coating.
Clean material.
Incorrect tong pressure. Adjust tong pressure (see Section 4-5).
Burn through at point of weld. Weld time too long. Readjust weld time (see Section 5-4). Check
timer TD1 and replace if necessary.
Incorrect tong pressure. Adjust tong pressure (see Section 4-5).
Squeeze time too short. Increase squeeze time (see Section 5-5). Check
timer TD2, and replace if necessary.
Shape of tips. Replace or dress tong tips (see Sections 7-2 and
7-3).
Tong tips not aligned. Realign tong tips (see Section 4-2).
Tongs close too slowly. Low air pressure. Correct air pressure at source or at regulator
(see Section 4-4).
Air valve AS1 not opening all
the way.
Replace AS1 if necessary.
Speed Control Valve. Adjust or replace Speed Control Valve (see Sec-
tion 5-8).

OM-744 Page 16
SECTION 8 − ELECTRICAL DIAGRAMS
Circuit Diagram No. SA-128 142
Diagram 8-1. Circuit Diagram For Portable 10 KVA Models And Portable 20 KVA Models
Circuit Diagram No. SA-128 145
Diagram 8-2. Circuit Diagram For Stationary 10 KVA Models And Stationary 20 KVA Models

OM-744 Page 17
Wiring Diagram No. SB-128 125
Diagram 8-3. Wiring Diagram For SSW-1020ATT And SSW-1040ATT Model Spot Welders
Wiring Diagram No. SB-128 126
Diagram 8-4. Wiring Diagram For SSW-2020ATT And SSW-2040ATT Model Spot Welders

OM-744 Page 18
Wiring Diagram No. SB-128 128
Diagram 8-5. Wiring Diagram For Model PSW-2020ATT Spot Welder
Wiring Diagram No. SB-128 129
Diagram 8-6. Wiring Diagram For Model PSW-1020ATT Spot Welder
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33

































Miller SSW-2020ATT Owner's manual
- Category
- Welding System
- Type
- Owner's manual
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
-
Miller LA130947 Owner's manual
-
Miller JK727617 Owner's manual
-
-
-
-
-
-
-
-
Other documents
-
Stark 55009 Owner's Manual And Safety Instructions
-
Miller Electric SSW-2020 ATT User manual
-
-
HobartWelders HSW 15 Owner's manual
-
Hobart Welding Products HSW 15 User manual
-
BakkerElkhuizen BNEFDCC Datasheet
-
-
-
Chicago Electric 45690 User manual
-
HARBOR FREIGHT 61206 User manual