
February
1976
FORM:
OM-1502
Effective
with
serial
No.
HE764707
MODEL
2900
Control/Feeder
3/32
Flux
Cored
Wire
7/64
Flux
Cored
Wire
1/8
Flux
Cored
Wire
STOCK
NO
078036
078
037
078038
MODEL/STOCK
NO.
SERIAL/STYLE
NO.
DATE
PURCHASED
ADDITIONAL
COPY
PRICE
45
CENTS
OWNERS
MANUAL
MILLER
ELECTRIC
MFG.
CO.
APPLETON,
WISCONSIN,
USA
54911
NWSA
CODE
NO.
4579
u~s*.


TABLE
OF
CONTENTS
Paragraph
No.
Page
No.
SECTION
1
INTRODUCTION
1-1.
General
1
1-2.
Receiving-Handling
1
1-3.
Description
1
1-4.
Safety
1
SECTION
2
INSTALLATION
2-1.
Location
1
2-2.
Installation
Of
Electrode
Wire
Gun
Connector
1
2-3.
Electrode
Wire
Inlet
&
Outlet
Guide
lnst~llation
1
2-4.
Drive
Roll
Installation
2
2-5.
Upper
Drive
Roll
Alignment
2
2-6.
Electrode
Wire
Bail
Installation
3
2-7.
Weld
Cable
Connections
3
2-8.
Open
Circuit
Voltage
Calibration
3
2-9.
Welding
Wire
Threading
3
SECTION
3
FUNCTION
OF
CONTROLS
3-1.
Advance/Retract
Switch
4
3-2.
Arc
Control
4
3-3.
Range
Switch
4
3-4.
Voltmeter
SECTION
4-
SEQUENCE
OF
OPERATION
4-1.
GasMetal-ArcWelding
4
4-2.
Shutting
Down
4
SECTION
5
MAINTENANCE
5-1.
Relay
Adjustment
SECTION
6
TROUBLESHOOTING
PARTS
LIST


SECTION
1
-
INTRODUCTION
Electrode
Wire
Dia.
Capability
Electrode
Wire
Feed
Speed
Overall
Dimensions
(Inches)
Weight
(Pounds)
Net
Ship
Fraction
3/32
-
1/8
25
to
380
pm.
Height
-
24
Width
-
16-1/2
Depth
-
28-3/4
130
150
Figure
1-1.
Specifications
This
manual
has
been
prepared
especially
for
use
in
familiar
izing
personnel
with
the
design,
installation,
operation,
main
tenance,
and
troubleshooting
of
this
equipment.
All
informa
tion
presented
herein
should
be
given
careful
consideration
to
assure
optimum
performance
of
this
equipment.
Prior
to
installing
this
equipment,
clean
all
packing
material
from
around
the
unit
and
carefully
inspect
for
any
damage
that
may
have
occurred
during
shipment.
Any
claims
for
loss
or
damage
that
may
have
occurred
in
transit
must
be
filed
by
the
purchaser
with
the
carrier.
A
copy
of the
bill
of
lading
and
freight
bill
will
be
furnished
by
the
carrier
on
request
if
occasion
to
file
claim
arises.
When
requesting
information
concerning
this
equipment,
it
is
essential
that
Model
Description
and/or
Stock
Number
and
Serial
(or
Style)
Numbers
of
the
equipment
be
supplied.
1-3.
DESCRIPTION
The
control/feeder
is
a
heavy
duty
wire
feeding
unit
combin
ing
both
the
wire
feeder
and
the
control
in
a
compact
assembly.
It
contains
all
the
controls
and
equipment
needed
to
supply
welding
wire
to
the
welding
gun.
The
following
definitions
apply
to
CAUTION,
IMPORTANT,
and
NOTE
blocks
found
throughout
this
manual:
NOTE
Under
this
heading,
explanatory
statements
will
be
found
that
need
special
emphasis
to
obtain
the
most
efficient
operation
of
the
equipment.
SECTION
2-
INSTALLATION
2-1.
LOCATION
Figure
2-1.
Control/Feeder
Dimensions
Refer
to
Figure
2-1
for
dimensional
information
on
the
control/feeder.
Lead
lengths
must
be
considered
when
install-
ing
the
control/feeder.
If
the
welding
power
source
can
be
located
near
the
work
area,
the
control/feeder
can
usually
be
installed
on
top
of
the
welding
power
source.
However,
due
to
the
portability
of
this
unit,
it
may
usually
be
located
wherever
desired.
Suitable
space
should
be
allowed
for
mak
ing
necessary
connections.
2-2.
INSTALLATION
OF
ELECTRODE
WIRE
GUN
CONNECTOR
(Figure
2-2)
Proceed
as
follows
to
install
the
Electrode
Wire
Gun
Connec
tor
into
the
drive
assembly
on
the
control/feeder:
1.
Loosen
the
gun
connector
securing
screw.
See
Figure
2-2
for
the
location
of
the
securing
screw.
2.
Insert
the
Electrode
Wire
Gun
Connector
fully
into
the
outlet
hole
with
the
flat
side
of
the
connector
facing
the
gun
connector
securing
screw.
3.
Rotate
the
Electrode
Wire
Gun
Connector
90
degrees
in
a
clockwise
direction.
4.
Tighten
the
gun
connector
securing
screw.
2-3.
ELECTRODE
WIRE
INLET
&
OUTLET
GUIDE
IN
STALLATION
(Figure
2-2)
1.
Loosen
the
outlet
guide
securing
screw
(item
12,
Figure
2-2).
1-1.
GENERAL
1-2.
RECEIVING-HANDLING
CAUTION
Under
this
heading,
installation,
operating,
and
main
tenance
procedures
or
practices
will
be
found
that
if
not
carefully
followed
may
create
a
safety
hazard
to
personnel
I
I
rTANT
Under
this
heading,
installation,
operating,
and
main
tenance
procedures
or
practices
will
be
found
that
if
not
carefully
followed
may
result
in
damage
to
equip-
1-4.
SAFETY
meht.
.
I
I
I
I
OM-1
502
Page
1

2.
Insert
the
outlet
guide
(11)
into
the
outlet
guide
hole
in
the
drive
assembly
until
the
flange
on
the
outlet
guide
contacts
the
drive
assembly.
3.
Tighten
the
outlet
guide
securing
screw
(12).
4.
Loosen
the
inlet
guide
securing
screw
(2).
5.
Insert
the
inlet
guide
(1)
point
first
into
the
inlet
guide
hole
until
the
flange
on
the
inlet
guide
(1)
seats
against
the
drive
assembly.
6.
Tighten
she
inlet
guide
securing
screw
(2).
2-4.
DRIVE
ROLL
INSTALLATION
(Figure
2-2)
1.
Remove
the
pressure
adjustment
knob.
2.
Remove
nut
(item
7,
Figure
2-2).
split-lock
washer
(8),
and
flat
washer
19)
from
the
lower
drive
roll
shaft.
NOTE
Prior
to
installing
the
lower
drive
roll,
ensure
that
the
supplied
key
is
in
the
groove
in
the
lower
drive
roll
shaft.
3.
Slide
keyed
drive
roll
(10)
onto
the
lower
drive
roll
shaft.
4.
Install
flat
washer
(9),
split-lock
washer
18)
and
nut
(7)
onto
the
lower
drive
roll
shaft.
5.
Remove
bolt
161,
split-lock
washer
(5),
and
flat
washer
(4)
from
the
upper
drive
roll
shaft.
6.
Slide
un-keyed
drive
roll
(3)
onto
the
upper
drive
roll
shaft.
7.
Slide,
flat
washer
14)
and
split-lock
washer
(5)
onto
bolt
(6)
and
insert
bolt
16)
into
the
upperdrive
roll
shaft.
8.
Install
she
pressure
adjustment
knob.
NOTE
I
I
The
pressure
adjustment
knob
will
have
to
be
adjusted
for
proper
tension
prior
to
operation
of
the
control/
feeder.
The
amount
of
pressure
will
vary
from
one
given
set
of
welding
conditions
to
another
and
should
be
just
tight
enough
to
prevent
drive
roll
slippage
on
she
wire.
,
2-5.
UPPER
DRIVE
ROLL
ALIGNMENT
(Figure
2-3)
The
upper
drive
roll
mounting
bracket,
which
holds
the
upper
drive
roll,
can
be
moved
on
a
horizontal
plane
in
order
to
facilitate
alignment
of
the
groove
in
the
upper
drive
roll
with
respect
to
the
groove
in
the
lower
drive
roll.
The
upper
drive
roll
should
be
checked
for
proper
alignment
whenever
erratic
wire
feed
is
noted
or
whenever
the
drive
rolls
are
changed.
To
check
for
proper
alignment
of
the
upper
drive
roll,
remove
the
outlet
guide
and
look
into
the
outlet
guide
hole
in
the
drive
assembly.
Upon
viewing
the
groove
between
the
drive
rolls
it
should
be
noted
that
the
outer
edges
of
the
grooves
on
the
upper
and
lower
drive
rolls
should
be
precisely
aligned.
Figure
2-3
shows
examples
of
proper
and
improper
alignment.
If
the
drive
rolls
are
not
in
alignment,
proceed
as
follows
to
adjust
the
upper
drive
roll:
1.
Loosen
the
pressure
adjustment
knob.
2.
Using
a
9/16
wrench,
loosen
the
outer
securing
bolt.
3.
Using
a
5/8
wrench,
rotate
the
adjustment
nut
as
re
quired.
Rotating
the
adjustment
nut
clockwise
will
move
the
drive
roll
outward
and
counterclockwise
rotation
will
move
the
drive
roll
inward.
4.
When
proper
alignment
is
achieved,
tighten
the
outer
securing
bolt
to
lock
the
drive
roll
in
position.
5.
Tighten
the
pressure
adjustment
knob
until
the
desired
amount
of
pressure
is
obtained.
I
Pressure
Adjustment
Knob
Gun
Connector
Securing
Screw
3
4
S
6
12
11
10
9
8
Figure
2-2.
Drive
Roll
&
Wire
Guide
Installation
TB-078
036-3
Page
2

Outlet
Guide
Hole
View
~___
Counter-
Proper
Clockwise
clockwise
Alignment
Rotation
of
Rotation
of
Adjustment
Adjustment
Nut
Required
Nut
Required
TB-078
036-5
2-6.
ELECTRODE
WIRE
BAIL
INSTALLATION
(Figure
3-1)
1.
Loosen
the
two
outer
thumb
screws
on
the
wire
reel.
2.
Rotate
the
reel
side
cover
counterclockwise
and
pull
the
side
cover
off.
3.
Rotate
the
inner
thumb
screws
on
the
reel
in
a
counter
clockwise
direction
as
far
as
possible.
4.
Install
the
wire
bail
Onto
the
reel
in
the
manner
which
will
permit
the
reel
to
rotate
clockwise
with
the
wire
paying
off
from
the
bottom.
Also,
attach
the
inside
bail
end
of
the
wire
to
the
securing
bolt
on
the
inside
of
the
reel.
5.
Rotate
the
inner
thumb
screws
on
the
reel
in
a
clockwise
direction
as
far
as
necessary
to
hold
the
wire
bail
firmly
in
place
on
the
reel.
6.
Install
the
side
cover
on
the
reel
and
secure
the
side
cover
in
place
by
tightening
the
two
outer
thumb
screws.
2-7.
WELD
CABLE
CONNECTIONS
(Figure
3-1)
A
terminal
is
provided
on
the
rear
of
the
control
assembly
to
serve
as
a
junction
point
for
joining
the
positive
weld
cable
from
the
welding
power
source
to
the
control/feeder.
Ensure
that
the
contacting
surfaces
of
the
weld
cable
terminals
are
kept
clean
at
all
times.
Also
ensure
that
the
bolts
on
these
terminals
are
secure.
If
either
one
of
the
above
conditions
is
not
met,
erratic
weld
current
could
result.
2.
Place
the
RANGE
Switch
in
the
LO
position
3.
Rotate
the
ARC
CONTROL
to
the
5
setting.
4.
Rotate
the
ADVANCE/RETRACT
Switch
to
the
AD
VANCE
position
and check
the
reading
on
the
control/
feeder
voltmeter.
If
the
voltage
reading
is
between
32
and
38
volts
no
adjustment
is
required
and
the
control/feeder
should
be
ready
for
operation.
If
the
reading
is
not
in
the
32
to
38
volts
range,
proceed
to
the
remaining
steps.
6.
Shut
the
welding
power
source
down.
7.
Remove
the
two
screws
which
secure
the
front
panel
of
the
control
place
and
swing
the
front
panel
down.
8.
If
the
reading
on
the
voltmeter
was
below
32
volts,
move
the
variable
resistor
band
in
the
control
unit
down.
If
the
reading
on
the
voltmeter
was
above
38
volts,
move
the
re
sistor
band
up.
After
the
band
is
moved,
close
and
secure
the
front
panel,
energize
the
welding
power
source,
andre-
check
the
voltmeter
reading.
Due
to
the
fact
that
the
band
setting
is
made
by
trial
and
error
process,
it
may
be
nec
essary
to
move
the
resistor
band
several
times
before
the
voltmeter
reading
is
in
the
32
to
38
volts
range.
2-9.
WELDING
WIRE
THREADING
CAUTION__~
I
Prior
to
threading
the
welding
wire
through
the
gun,
ensure
that
the
weld
cable
from
the
welding
power
source
is
not
connected
to
the
control/feeder.
1.
Install
the
wire
bail
Onto
the
reel
as
instructed
in
item
2-6.
The
ground
clamp
on
the
control/feeder
must
be
attached
to
either
the
work
clamp
from
the
welding
power
source
or
to
the
negative
weld
output
terminal
on
the
welding
power
source.
2-8.
OPEN
CIRCUIT
VOLTAGE
CALIBRATION
This
control/feeder
is
designed
to
operate
from
the
open
cir
cuit
and
load
voltage
of
the
welding
power
source.
Due
to
the
fact
that
all
welding
power
sources
do
not
have
the
same
open
circuit
voltage
rating
it
may
be
necessary
to
perform
some
adjustments
on
this
control/feeder
in
order
to
have
the
control/feeder
operate
properly.
Proceed
to
the
following
steps
to
check
if
the
control/feeder
is
set
for
the
open
circuit
voltage
being
used
and
if
not,
how
to
properly
set-up
the
control/feeder.
1
.
Make
all
connections
as
instructed
in
items
2-1
through
2-8.
2.
Loosen
the
pressure
adjustment
knob.
3.
Cut
off
any
portion
of
the
free
end
of
the
welding
wire
which
is
not
straight.
4.
Install
the
Electrode
Wire
Gun
Connector
as
explained
in
item
2-2.
5.
Check
the
upper
drive
roll
for
proper
alignment
as
instructed
in
item
2-5.
6.
Manually
feed
the
welding
wire
into
the
inlet
guide
and
continue
feeding
the wire
into
the
outlet
guide.
Feed
approximately
four
inches
of
welding
wire
into
the
outlet
guide.
7.
Tighten
the
pressure
adjustment
knob
for
the
approxi
mate
amount
of
pressure
desired
on
the
drive
rolls.
Precise
adjustment
of
the
pressure
adjustment
assembly
will
have
to
be
made when
welding
com
mences.
Figure
2-3.
Upper
Drive
Roll
Alignment
I
I
OM-1
502
Page
3

8.
Make
weld
cable
connections
as
explained
in
item
2-7.
9.
Lay
the
gun
cable
Out
straight.
10.
Energize
the
welding
power
source.
11.
Hold
the
ADVANCE/RETRACT
Switch
in
the
ADVANCE
position
until
approximately
one
inch
of
wire
extends
out
of
the
gun
tip.
12.
Shut
the
welding
power
source
down
until
ready
for
welding
operation.
SECTION
3
-
FUNCTION
OF
CONTROLS
3-1.
ADVANCE/RETRACT
SWITCH
(Figure
3-1)
The
ADVANCE/RETRACT
Switch
provides
a
means
of
mov
ing
the
electrode
wire
either
in
or
out
of
the
gun
without
having
to
touch
the
electrode
wire
to
the
workpiece.
3-2.
ARC
CONTROL
(Figure
3-1)
The
ARC
Control
provides
a
means
of
determining
the
rate at
which
welding
wire
will
be
fed
into
the
weld.
Rotating
the
ARC
CONTROL
in
a
clockwise
direction
(towards
the
10
setting)
will
decrease
the
rate
of
wire
feed
and
thereby
pro
vide
a
longer
arc.
Rotating
the
ARC
CONTROL
in
a
counter
clockwise
direction
(towards
the
0
setting)
will
increase
the
wire
feed
rate
and
thereby
provide
a
shorter
arc.
3-3.
RANGE
SWITCH
(Figure
3-1)
This
control/feeder
is
equipped
with
a
RANGE
Switch
which
will
provide
two
wire
feed
speed
ranges.
The
LO
position
of
the
RANGE
Switch
will
provide
a
slow,
powerful
wire
feed
TC-078
036-1
while
the
HI
position
will
provide
a
faster
and
lighter
powered
wire
feed.
The
HI
position
should
Only
be
used
when
the
setting
of
the
ARC
CONTROL
is
down
to
the
2
position
and
the
desired
wire
feed
rate
is
still
not
attained.
C
han
ge
t
he
RA
NGE
Sw
it
ch
while
the
control/feeder
motor
is
operating.
Failure
to
comply
with
this
requirement
will
result
in
damage
to
components
of
the
control/feeder.
The
Voltmeter
will
indicate
the
voltage
being
applied
to
the
control/feeder
motor
when
the
ADVANCE/RETRACT
Switch
is
in
the
ADVANCE
position.
The
Voltmeter
will
indicate
load
(arc)
voltage
while
welding.
SECTION
4
-
SEQUENCE
OF
OPERATION
4-1.
GAS
METAL-ARC
WELDING
1.
Make
all
necessary
connections
as
instructed
in
Section
2
of
this
manual.
2.
Place
the
RANGE
Switch
in
the
desired
position.
3.
Rotate
the
ARC
CONTROL
to
the
desired
setting.
4.
Energize
the
welding
power
source.
Prior
to
welding,
it
is
imperative
that
proper
protective
clothing
(welding
coat
and
gloves)
and
eye
protection
(glasses
and/or
welding
helmet)
be
put
on.
Failure
to
comply
may
result
in
serious
or
permanent
bodily
damage.
I
CAUTION
I
The
welding
wire
and
all
metal
parts
in
contact
with
it
are
energized
while
welding.
Do
not
touch
the
welding
wire
or
any
metal
part
making
contact
with
it.
I
I
4-2.
SHUTTING
DOWN
1.
Breakthearc.
2.
Advance
or
retract
the
welding
wire
so
that
one
inch
of
wire
is
extending
out
of
the
gun
tip.
3.
Shut
the
welding
power
source
down.
Voltmeter
Control/Feeder-Welding
Power
Source
Weld
Cable
Terminal
Arc
Control
Advance/Retract
Switch
Ground
(Work)
Clamp
Figure
3-1.
Control
Location
Inner
Thumb
Screws
(One
Shown)
3-4.
VOLTMETER
(Figure
3-1)
6.
Touch
the
welding
wire
to
the
workpiece
to
start
feeding
wire.
7.
To
stop
wire
feed,
pull
the
gun
away
from
the
workpiece,
5.
Through
use
of
the
ADVANCE/RETRACT
Switch,
ad
vance
or
retract
the
welding
wire
as
required
until
only
one
inch
of
wire
is
extending
Out
of
the
gun
tip.
Page
4

SECTION
5
-
MAINTENANCE
CAUTION
I
.
Ensure
that
the
control/feeder
is
completely
discon
nected
from
the
welding
power
source
prior
to
per
forming
any
maintenance.
5-1.
RELAY
ADJUSTMENT
(Figure
5-1
&
5-2)
In
order
to
obtain
maximum
relay
contact
life,
proper
relay
adjustment
must
be
maintained.
Relay
adjustment
should
also
be
checked
in
the
event
that
the
control/feeder
should
malfunction.
A.
Upper
Contact
Adjustment
1.
Close
the
relay
manually
by
applying
pressure
to
the
movable
contact
mounting
board.
2.
Slowly
release
the
pressure
being
applied
to
the
contact
mounting
board.
3.
The
two
movable
outer
contacts
should
touch
the
top
outer
contacts
simultaneously
if
properly
adjusted.
4.
If
the
contacts
are
not
properly
adjusted,
bend
the
arm
of
the
movable
contact
which
is
Out
of
alignment
in
order
to
synchronize
the
two
outer
contacts
for
simultaneous
con
tact.
B.
Lower
Contact
Adjustment
1.
Close
the
relay
slowly
by
gradually
applying
pressure
to
the
movable
contact
mounting
board.
2.
The
three
movable
contacts
should
touch
the
three
lower
contacts
simultaneously
if
properly
adjusted.
3.
If
the
contacts
are
not
properly
adjusted,
loosen
the
lock
ing
nut
on
the
lower
contact
or
contacts
which
are
out
of
alignment
and
then
rotate
the
lower
contact(s)
as
required
in
order
to
properly
align
the
lower
contact.
Ensure
that
the
locking
nut
is
tightened
after
alignment
in
order
to
avoid
unintentional
movement
of
the
lower
contact.
Proper
Upper
Contact
Alignment
is-Aligne
Arm
Here
Improper
Upper
Contact
Alignment
Figure
5-1.
Upper
Contact
Adjustment
Proper
Lower
Contact
Alignment
Locking
Nut
Adjust
Here
Improper
Lower
Contact
Alignment
TA-078
036-4
Figure
5-2.
Lower
Contact
Adjustment
SECTION
6
TROUBLESHOOTING
The
data
collected
here,
discusses
some
of
the
common
problems
which
may
occur
in
this
control/feeder.
The
assumption
of
this
data
is
that
a
proper
welding
condition has
been
achieved
and
has
been
used
until
trouble
developed.
In
all
cases
of
equipment
malfunction,
the
manufacturers
recommendations
should
be
strictly
adhered
to
and
followed.
If
after
performing
the
following
procedures
the
trouble
is
still
not
remedied,
it
is
recommended
that
a
serviceman
be
called.
It
is
recommended
that
the
circuit
diagram
be used
for
reference
during
troubleshooting.
TROUBLE
PROBABLE
CAUSE
REMEDY
No
welding
current
Ground
cable
from
welding
power
source
does
not
make
good
contact
with
work.
Clean
area
of
work
and
clamp
ground
cable
tightly.
Electrode
cable
from
welding
power
source
does
not
make
good
contact.
Check
connections.
Erratic
weld
operation
and
arc
length
varies
Poor
ground
cable
connection
at
work.
Clean
area
of
work
and
clamp
ground
cable
tightly.
Poor
electrical
connections.
Check
and
tighten
all
electrical
connections.
OM-1
502
Page
5

Wire
feed
stops
when
inching
or
welding.
Motor
stalls.
Feed
rolls
slip,
Kink
in
wire.
If
not
possible
to
straighten
kink,
remove
by
cutting
bad
portion
of
wire
off
and
feed
through
again.
File
sharp
end
of
wire;t
avoid
jamming
in
cable
or
nozzle.
Lack
of
pressure
on
wire
between
rolls.
.
Increase
pressure
by
turning
pressure
adjust
mont
knob
in
a
clockwise
direction.
Too
much
pressure
may
tend
to
crush
the
wire.
Drive
rolls
Out
of
alignment.
Align
drive
rolls
per
item
2-5.
Wire
feed
motor
does
not
operate
when
inching
wire.
Also
inopera-
tive
when
arc
is
struck.
Poor
ground
clamp
connections.
Check
connection
at
work.
Attach
clamp
to
the
welding
power
source
ground
connec
tion
at
the
work
piece.
Shorted
motor.
Replace
rrlotor.
TO
WELDER
OUTPUT
Figure
6-1.
Circuit
Diagram
Circuit
Diagram
No.
A-002
792-A
I
I
TO
INSTALL
REMOTE
SWITCH
REMOVE
3*
JUMPERS
I
REMOTE
SWITCH
,~~(OPTlONAL)
Page
6

February
1976
FORM:
OM-1502
Effective
with
serial
No.
HE764707
MODEL
STOCK
NO.
2900
CONTROL/FEEDER
3/32
Wire
078
036
7/64
Wire
078
037
1/8
Wire
078038
MODEL/STOCK
NO.
SERIAL/STYLE
NO.
DATE
PURCHASED
PARTS
LIST
MILLER
ELECTRIC
MFG.
CO.
APPLETON,
WISCONSIN,
USA
54911
NWSA
CODE
NO.
4579
,p~.jto
us.

Item
Factory
No.
Part
No.
Description
Quantity
Figure
A
Main
Assembly
1
075
242
CONTROL
BOX
(See
Fig.
0
Page
6)
1
602
120
SCREW,
machine
-
steel
round
hd
1/4-20
x
3/4
3
2
602
207
WASHER,
steel
-
lock
split
1/4
3
3 601
865
NUT,
steel
-
hex
full
1/2-20
3
4
075
340
BASE
1
5
601
944
SCREW,
cap
-
steel
hex
hd
5/16-18
x
3/4
16
6
075
151
WASHER,
flat
-steel
keyed
1-1/64
1
7
079 298
WASHER,
lock
-
steel
split
1
inch
1
8
602
246
WASHER,
flat
-
steel
std
1/2
1
9
604
126
SCREW,
cap
-
brass
hex
hd
1/2-13
xl
1
10
075
337
REEL
(consisting
of)
1
11
073169
.ENDPLATE,reel
1
12
075148
.WASHER,nylonl-1/2IDx2ODx1/4
2
13
074
831
.
ANGLE,
tension
-
wire
2
14
073
194
SCREW,
thumb
1/2-13
x
2
inch
with
5/16
half
dog
2
15
010910
.WASHER,flat-steelSAE3/8
1
16
073318
.SCREW,thumb3/Bx
1
inch
1
17
073
191
.
SCREW,
thumb
1/2-13
x
2
inch
2
18
602
247
.
WASHER,
flat
-
steel
SAE
1/2
2
19
075
146
.
TUBING,
steel
5/8
OD
x
18
ga
x
7/8
Ig
2
20
075149
.BUSHING,fiberl-1/2ODx1-1/32lDx3-1/41g
1
21
075338
.REEL
1
22
073
311
CASTER,
stationary
-
rubber
3
inch
bolt
down
2
23
604
537
NUT,
steel
-
hex
full
5/16-18
16
24
602
211
WASHER,
steel
-
lock
split
5/16
16
25
073
310
CASTER,
swivel
-
rubber
3
inch
bolt
down
1
26
601
967
SCREW,
cap
-
steel
hex hd
3/8-16
x
1-1/2
3
27
602
213
WASHER,
steel
-
lock
split
3/8
3
28
010
910
WASHER,
flat
-
steel
SAE
3/8
3
29
075
150
WASHER,
shoulder
-
nylon
3
30
074
774
INSULATOR,
motor
&
drive
assembly
1
31
075
239
MOTOR
&
DRIVE
ASSEMBLY
(See
Fig.
C
Page
4)
1
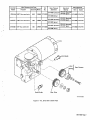
Figure
A
Main
Assembly
BE
SURE
TO
PROVIDE
STOCK,
MODEL,
AND
SERIAL
NUMBERS
WHEN
ORDERING
REPLACEMENT
PARTS.
OM-1
502
Page
1
Fig.
D
1
23
4
TD-078
036

a
Control/
Feeder
Wire
Diameter
And
Type
Kit
No.
Gear,
Pressure
And
Drive
Gear
And
Bearing
Wire
Guide
No.
Fraction
Decimal
Metric
Inlet
Outlet
078
036
3/32
flux
cored
wire
.093
2.4MM
076
200
074
845
(pressure)
073
351
(bearing)
074
855
(gear)
074
860
074
791
074
836
(drive)
078
037
7/64
flux
cored
wire
.109
2.8MM
076
201
074
846
(pressure)
073
351
(bearing)
074 856
(gear)
074
860
074
791
074
837
(drive)
078
038
1/8
flux
cored
wire
.125
3.2MM
076
202
074
847
(pressure)
073
351
(bearing)
074
857
(gear)
074
860
074
791
074
838
(drive)
Figure
B
Kit,
Drive
Gear
&
Guide
Tube
Gear,
Pressure
)
TB-078
036-3
~Inlet
Guide
L~q
Outlet
Guide
OM-1
502
Page
2

Item
No.
Factory
Part
No.
Figure
C
075
239
Motor
&
Drive
Assembly
(See
Fig.
A
Page
1
Item
31)
Description
Quantity
51
075275
MOTOR,
drive
(consisting
of)
1
52
074
780
.
SHAFT,
idler
gear
1
53
073308
.BEARING,balI
1
54
073 307
.
RING,
retainerS
external
2
55
074
771
.
GEAR,
spur
-
steel
40
pitch
43
tooth
1
51
4
92
93
69
95
94
Figure
C
Motor
&
Drive
Assembly
TD-075
239A
Page3

Item
No.
Factory
Part
No.
Description
Quantity
Figure
C
075
239
Motor
&
Drive
Assembly
(See
Fig.
A
Page
1
Item
31)(Contd)
5b
074
781
STUD
steel
12
28
x
1
3/4
3
57
073597
.BEARING
1
58
073610
ARMATURE
1
59
073
598
.
SPRING,
brushholder
2
60
077
214
.
HOLDER,
brush
2
61
073 595
.
CAP,
brushholder
2
62
*073
611
.
BRUSH,
contact
2
63
073
593
.
WASHER,
spring
1
64
073596
.BEARING
1
.
65
073
296
.
CLAMP,
cable
-
amphenol
97-3057-1
2-6
1
66
073
295
.
PLUG,
amphenol
4
pin
97-3106A-20-4P-639
1
67
074
768
GEAR,
drive
1
.
68
073268
BEARING
3
69 010
910
WASHER,
flat
-
steel
SAE
3/8
4
70
602
221
WASHER,
lock
-
steel
3/8
2
71
074
902
LEVER,
mounting
-
drive
gear
1
72
604 538
WASHER,
flat
-
steel
SAE
5/16
1
73
602
211
WASHER,
lock
-
split
5/16
1
74
601
948
SCREW,
cap
-
steel
hex
hd
5/16-18
x
1
1
75
074
811
BUSHING,
9/16-18
x
1-13/32
w/3/4
hole
1
76
605
209
SCREW,
cap
-
steel
hex
hd
3/8-16
x
2-1/4
1
77
073
356
KNOB,
plastic
2
inch
dia
1
78
073
303
SPRING,
compression
1
79
074
783
ARM,
adjustment
-
pressure
roll
(consisting
of)
1
80
076647
.FASTENER,piri
1
81
076
682
.
BLOCK,
pressure
-
stud
1
82
010
324
.
PIN,
spring
-
compression
1
83 074
778
SHAFT,
drive
-
feed
roll
1
84
056068
KEY,steel
1/8x
1/8x
1/2
1
85
073
309
SEAL,
oil
-
drive
shaft
1
.
86
073
240
RING,
retaining
-
external
1.375
dia
x
.050
4
87
074
858
TUBING,
steel
.875
OD
x
.593
ID
x
.303
1
88
602
247
WASHER,
flat
-
steel
SAE
1/2
1
89
602
216
WASHER,
lock
-
split
1/2
1
90
601
881
NUT,
steel
-
hex
jam
1/2-20
1
91
602
177
SCREW,
set
-
steel
socket
hd
1/4-20
x
1/4
2
92
601
967
SCREW,
cap
-
steel
hex
hd
3/8-16
x
1-1/2
2
93
602
213
WASHER,
lock
-
steel
split
3/8
2
94
078
880
SCREW,
cap
-
steel
socket
hd
5/16-18
x
1-1/2
1
95
079
375
HOUSING,
adapter
-
right
hand
gun/feeder
1
96
078
881
SCREW,
cap
-
brass
hex
hd
3/8-16
x
2-1/2
1
97
078 882
WASHER,
lock-
brass
split
1
98
078
751
WASHER,
flat
-
brass
SAE
3/8
1
99
078
687
WASHER,
lock
-
steel
split
No. 12
3
100
078
858
NUT,
steel
-
hex
full
12-28
3
101
073 306
RING,
retaining
-
internal
.594
shaft
x
.035
3
102
074 775
COVER,
bearing
2
1
103
104
078 879
075
229
SCREW,
machine
-
steel
truss
phillips
hd
10-24
x
1/2
HOUSING,
drive
(consisting
of)
12
1
105
073334
.HELICOIL
1
106
073302
BEARING,balI
1
107
073 300
RING,
retaining
-
internal
.669
shaft
x
.035
1
108
074
826
GEAR,
helical
-
bronze
12
pitch
30
tooth
1
-
109
076
871
PIN,
spring
-
compression
1
110
074
821
GEAR,
miter
-
steel
12
pitch
1
111
078
672
PIN,
spring
-
compression
1
112
073
304
GASKET,
cover
-
housing
drive
1
113
074
777
078 687
078 858
COVER,
housing-drive
WASHER,
lock
-
steel
split
No.
12
(attaching
motor)
NUT,
steel
-
hex
full
12-28
(attaching
motor)
1
3
3
*Recommended
Spare
Parts.
BE
SURE
TO
PROVIDE
STOCK,
MODEL;AND
SERIAL
NUMBERS
WHEN
ORDERING
REPLACEMENT
PARTS.
OM-1502
Page
4

-I,
Ca
C
CD
C,
0
0
a,
0
x
-V
CD
a,
-S
a,
a,
a,
1,
a
(0
~1
a
(.3
0
-a
-1
0
a
a,

Item
Dia.
Factory
No.
Mkgs.
Part
No.
Description
Figure
D
075
242
Control
Box
(See
Fig.
A
Page
1
Item
1)
Figure
Dl
073
384
Coniactor
(See
Fig.
D
Page
6
Item
129)
166
167
168
169
170
171
073
394
*073
388
*073
391
*073
390
*073
389
*073
393
Quantity
1
2
2
2
1
-,
~
,
126
127
128
129
130
131
132
133
134
135
136
137.
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
156
157
CB1
2
073349
52
073315
076
848
CR1
073
384
074897
010
286
074
869
074964
RC1
073
293
073
344
R3
079015
076
258
074871
601
839
074868
078
754
079061
R4
073343
R2
073336
601
158
010
610
074
788
601
222
073
138
074
451
073
314
073
387
Ri
073342
010489
Si
073
385
V
073260
073
291
CIRCUIT
BREAKER
th~rmo
auto
reset
15
amp
SWITCH,rotary
l5amp
125
volts
high-low
PANEL,
side
-
cabinet
CONTACTOR,
current
3P
(See
Fig.
Dl
Page
6)
CABLE,power
WASHER,
flat
-
brass
std
1/2
WASHER,
shoulder
-
fiber
COVER,receptacle
RECEPTACLE,
amphenol
4
hole
97-3102A-20-4S-639
GROMMET,
rubber
3/8
ID
1/2
hole
1/16
groove
RESISTOR,WWfixed300watt4ohm
STUD,
steel
10-32
x
9-1/2
TUBING,fiberl-3/8ODX4i/64IDx1/2
NUT,
brass
-
hex
full
1/2-13
BUSBAR
WASHER,
lock
-
bronze
-
split
1/2
CABINET,controf
RESISTOR,WWadj300watt4ohm
RESISTOR,W\Nfixed300watt8ohm
BLANK,
snap
in
7/8
inch
CONNECTOR,
clamp
-cable
1/2
inch
CABLE,
ground
10
ft.
(consisting
of)
.
CLAMP,
universal
50
amp
lead
plated
.
CABLE,
power
12
ga
1
conductor
600
volt
(order
by
foot)
.TERMINAL,
ring
tongue
TERMINAL,
cable
1/0-4/0
225
amp
BUSHING
&
NUT,
bakelite
3/4
RHEOSTAT;WW300watt4ohrn
TUBING,steel.275lDx1/i6waIlx3/4
SWITCH,
rotary
3
position
6
pole
10
amp
240
ac/i
25
volts
dc
NAMEPLATE
(order
by
stock,
model,
&
serial
numbers)
METER,voltdc0-50
KNOB,
rheostat
2
1
1
1
1
2
1
1
1
2
1
3
1
2
1
1
1
1
1
3
1
1
1
15
ft.
1
1
1
1
2
1
1
1
I
TA-073
384
Item
No.
Description
.
Quantity
1
Factory
Part
No.
Figure
Dl
Contactor
CONTACT,
contactor
-
movable
center
CONTACT,
contactor
-
movable
outside
CONTACT,
contactor
-
flash
CONTACT,
contactor
-
stationary
outside
CONTACT,
contactor
-
stationary
outside
SPRING,
contactor
*Recommended
Spare
Parts.
BE
SURE
TO
PROVIDE
STOCK,
MODEL,
AND
SERIAL
NUMBERS
WHEN
ORDERING
REPLACEMENT
PARTS.
OM-1502
Page
6

-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18


















Miller HE764707 Owner's manual
- Type
- Owner's manual
- This manual is also suitable for
Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
Related papers
-
Miller HH083034 Owner's manual
-
Miller 2900 CONTRO Owner's manual
-
-
-
-
-
-
-
-