LHO 110 Valid for Serial no. 840 XXX--XXXX
LHO 150 Valid for Serial no. 841
0457 090 027 99.01.09
Caddy 110
Caddy 150
LHO 110, LHO 150
104
Èíñòðóêöèÿ ïî ýêñïëóàòàöèè
Instruction manual

-- 2 --
Rights reserved to alter specifications without notice.
Îñòàâëÿåì çà ñîáîé ïðàâî èçìåíÿòü ñïåöèôèêàöèþ áåç ïðåäóïðåæäåíèÿ.
Ðóññêèé 3...............................................
ENGLISH 10..............................................

Ðóññêèé
TOCr
-- 3 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ 4........................................
2 ÂÂÅÄÅÍÈÅ 4.......................................................
2.1 Òåõíè÷åñêèå äàííûå 5......................................................
2.2 Êîìïëåêòíîñòü ïîñòàâêè îáîðóäîâàíèÿ 6...................................
2.3 Îáëàñòü ïðèìåíåíèÿ 6.....................................................
3ÓÑÒÀÍÎÂÊÀ 7.......................................................
3.1 Ðàáî÷åå ìåñòî 7...........................................................
3.2 Ïîäêëþ÷åíèå 7............................................................
4 ÐÀÁÎÒÀ ÓÑÒÀÍÎÂÊÈ 8..............................................
4.1 Âêëþ÷åíèå óñòàíîâêè 8....................................................
4.2 Çàùèòà îò ïåðåãðóçîê 8....................................................
4.3 Êîìïåíñàöèÿ ñåòåâûõ êîëåáàíèé 8..........................................
4.4 Ðó÷êè óïðàâëåíèÿ è ðàçú¸ìû 8.............................................
5 Òåõíè÷åñêîå îáñëóæèâàíèå 9.......................................
5.1 ×èñòêà 9...................................................................
6 ÄÈÀÃÍÎÑÒÈÊÀ ÍÅÈÑÏÐÀÂÍÎÑÒÅÉ 9...............................
6.1 Âîçìîæíûå íåèñïðàâíîñòè è ìåðû ïî èõ óñòðàíåíèþ 9......................
7 ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ 9......................................
ÑÕÅÌÀ 17..............................................................
ÑÏÈÑÎÊ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ 19........................................

bh22d02r -- 4 --
1 ÒÅÕÍÈÊÀ ÁÅÇÎÏÀÑÍÎÑÒÈ
ÏÐÎ×ÒÈÒÅ È ÏÎÉÌÈÒÅ ÈÍÑÒÐÓÊÖÈÞ ÏÎ ÝÊÑÏËÓÀÒÀÖÈÈ ÏÅÐÅÄ ÒÅÌ, ÊÀÊ ÏÎÄÊËÞ×ÈÒÜ
ÎÁÎÐÓÄÎÂÀÍÈÅ È ÍÀ×ÀÒÜ ÐÀÁÎÒÓ
ÇÀÙÈÒÈÒÅ ÑÅÁß È ÎÊÐÓÆÀÞÙÈÕ !
ÏÐÅÄÓÏÐÅÆÄÅÍÈÅ !
ÄÓà ÎÂÀß ÑÂÀÐÊÀ È ÐÅÇÊÀ ÌÎÃÓÒ ÏÐÈ×ÈÍÈÒÜ ÂÐÅÄ ÂÀÌ È ÎÊÐÓÆÀÞÙÈÌ. ÏÐÈÌÈÒÅ
ÍÅÎÁÕÎÄÈÌÛÅ ÌÅÐÛ ÁÅÇÎÏÀÑÍÎÑÒÈ ÏÐÈ ÏÐÎÂÅÄÅÍÈÈ ÑÂÀÐÎ×ÍÛÕ ÐÀÁÎÒ.
ÎÇÍÀÊÎÌÜÒÅÑÜ Ñ ÒÅÕÍÈÊ ÎÉ ÁÅÇÎÏÀÑÍÎÑÒÈ, ÐÀÇÐÀÁÎÒÀÍÍÎÉ ÍÀ ÂÀjÅÌ ÏÐÅÄÏÐÈßÒÈÈ.
ÏÎÐÀÆÅÍÈÅ ÝËÅÊÒÐÈ×ÅÑÊÈÌ ÒÎÊÎÌ ÎÏÀÑÍÎ ÄËß ÆÈÇÍÈ !
S Óñòàíîâèòå è çàçåìëèòå ñâàðî÷íûé àïïàðàò â ñîîòâåòñòâèè ñ ïðèìåíÿåìûìè ñòàíäàðòàìè.
S Íå êàñàéòåñü îãîëåííûõ ýëåêòðè÷åñêèõ ÷àñòåé èëè ýëåêòðîäîâ ãîëûìè ðóêàìè, ìîêðûìè ïåð÷à òêàìè
èëèìîêðîéîäåæäîé.
S Èçîëèðóéòå ñåáÿ îò çåìëè è çàãîòîâêè.
S Îáåñïå÷üòå áåçîïàñíîñòü íà ñâîåì ðàáî÷åì ìåñòå.
ÑÂÀÐÎ×ÍÛÅ ÄÛÌÛ È ÀÝÐÎÇÎËÈ - ìîãóò áûòü îïàñíû äëÿ çäîðîâüÿ.
S Ñòàðàéòåñü, ÷òîáû âàøà ãîëîâà íàõîäèëàñü âíå çîíû äûìà..
S Èñïîëüçóéòå âåíòèëÿöèþ è äûìîîòñîñû äëÿ ó äàëåíèÿ äûìîâ è àýðîçîëåé èç çîíû äûõàíèÿ è
îêðóæàþùåãî ïðîñòðàíñòâà
ÈÇËÓ×ÅÍÈÅ ÄÓÃÈ - ìîæåò íàíåñòè âðåä ãëàçàì è êîæå.
S Çàùèùàéòå âàøè ãëàçà è êîæó. Èñïîëüçóéòå ìàñêó ñ ïðàâèëüíî ïîäîáðàííûì çàùèòíûìñò åêëîì è
ñïåöîäåæäó
S Çàùèùàéò å îêðóæàþùèõ ïîñðåäñòâîì ñòåíîê è çàíàâåñîê.
ÏÎÆÀÐÎÎÏÀÑÍÎÑÒÜ
S Èñêðû ïðè ñâàðêå ìîãóò ñòàòü ïðè÷èíîé ïîæàðà. Îáåñïå÷üòå îòñóòñòâèå ïîæàðîîïàñíûõ ìàòåðèàëîâ
â áëèçëåæàùåé çîíå.
ØÓÌ - Ïîâûøåííûé øóì ìîæåò ïîâðåäèòü ñëóõ
S Çàùèòèòå ñâîè óøè ñ ïîìîùüþ íàóøíèêîâ èëè áåðóøåé.
S Ïðåäóïðåäèòå î ðèñêå îêðóæàþùèõ.
ÑÁÎÉ Â ÐÀÁÎÒÅ - Ïðè ñáîÿõ â ðàáî ò å îáðàòèòåñü çà ïîìîùüþ ê ñïåöèàëèñòó.
2 ÂÂÅÄÅÍÈÅ
Caddy 110 and Caddy 150 - ýòî äâà ñâàðî÷íûõ âûïðÿìèòåëÿ èíâåðòîðíîãî òèïà,
ïðåäíàçíà÷åííûõ äëÿ ðó÷íîé äóãîâîé ñâàðêè øò ó÷íûìè ýëåêòðîäàìè (MMA),
òàêæå äëÿ ðó÷íîé ñâàðêè íåïëàâÿùèìñÿ ýëåêòðîäîì (TIG).

bh22d02r -- 5 --
2.1 Òåõíè÷åñêèå äàííûå
Caddy 110 Caddy 150
Äîïóñòèìàÿ íàãðóçêà:
ïðè ÏÂ 25%
ïðè ÏÂ 35%
ïðè ÏÂ 60%
ïðè ÏÂ 100%
110A/24V
95 A/24 V
80 A/23 V
150A/26V
140A/25V
120A/25V
100A/24V
Äèàïàçîí ðåãóëèðîâàíèÿ
ñâàðî÷íîãî òîêà
13-110 A 13-150 A
Íàïðÿæåíèå õîëîñòîãî õîäà 70-90 V 70-90 V
Ïàðàìåòðû ñåòè
íàïðÿæåíèå
÷àñòîòà
ïðåäîõðàíèòåëü
ñå÷åíèå ñåò å âîãî
êàáåëÿ
230 V ïåðåì. òîêà
50/60 Hz
16 A*
3x1.5ìì
2
**
230 V ïåðåì. òîêà
50/60 Hz
16 A*
3x1.5ìì
2
**
Êëàññ çàùèòû IP 23 IP 23
Êëàññ ïðèìåíåíèÿ
Ãàáàðèòû L x W x H 375x145x280ìì 375x145x280ìì
Âåñ 6,7 êã 6,7 êã
*Ïðè ñâàðêå íà òîêàõ äî 100 A äîñòàòî÷íî ïðåäîõðàíèòåëÿ 10 A.
** Ñå÷åíèå ñåòåâîãî êàáåëÿ ñîãëàñíî øâåäñêèõ ñòàíäàðòîâ.
Ïðîäîëæèò åëüíîñòü Âêëþ÷åíèÿ (ÏÂ)
Ï îçíà÷àåò: âîçìîæíóþ ïðîäîëæèòåëüíîñòü ðàáîòû óñòàíîâêè áåç
ïåðåãðóçêè, âû÷èñëåííóþ â % îò 10-òè ìèíóòíîãî öèêëà.
Êëàññ çàùèòû
Êîä IP õàðàêòåðèçóåò êëàññ èçîëÿöèè óñòàíîâêè îò ïîïà äàíèÿ ïûëè è âëàãè.
Îáîðóäîâàíèå ñ ìàðêèðîâêîé IP 23 ïðåäíàçíà÷åíî äëÿ íàðóæíûõ è
âíóòðåííèõ ðàáîò
Êëàññ ïðèìåíåíèÿ
Ñèìâîë îçíà÷àåò, ÷òî óñòàíîâêà ïðèãîäíà ê ïðèìåíåíèþ â óñëîâèÿõ ñ
ïîâûøåííîé ýëåêòðîîïàñíîñòüþ.

bh22d02r -- 6 --
2.2 Êîìïëåêòíîñòü ïîñòàâêè îáîðóäîâàíèÿ
Âûïðÿìèòåëè Caddy 110 è Caddy 150 ïîñòàâëÿþòñÿ â êîìïëåêòå:
S Ñåòåâîé êàáåëü (3ì )
S Ñâàðî÷íûé êàáåëü ñ ýëå êòðîäîäåðæàòåëåì (3 ì)
S Âîçâðàòíûé êàáåëü ñî ñòðóáöèíîé çàçåìëåíèÿ (2.5 ì)
2.3 Îáëàñòü ïðèìåíåíèÿ
Âûïðÿìèòåëè Caddy 110 è Caddy 150 ïîçâîëÿþò âåñòè âûñîêîêà÷åñòâåííóþ
ñâàðêó áîëüøèíñòâà ëåãèðîâàííûõ, ìàëîóãëåðîäèñòûõ, íåðæàâåþùèõ ñòàëåé
è ÷óãóíà.
Caddy 110 ïîçâîëÿåò âåñòè ñâàðêó øòó÷íûìè ýëåêòðîäàìè äèàìåòðîì îò1.6
ìì äî 2.5 ìì, à Caddy 150 îò1.6 ìì äî 3.25 ìì.
Ñâàðêà Tig
TIG ñâàðêà îñîáåííî ýôôåêòèâíà ïðè âûñîêèõ òðåáîâàíèÿõ ê êà÷åñòâó
ñâàðíîãî øâà, à òàêæå ïðè ñâàðêå òîíêîëèñòîâûõ êîíñòðóêöèé. Äëÿ ñâàðêè
ìåòîäîì TIG óñòàíîâêó Caddy íåîáõîäèìî äîîñíàñòèòü: ãîðåëêîé TIG ñ
ãàçîâûì êëàïàíîì, áàëëîíîì Ar, ðåãóëÿòîðîì Ar, âîëüôðàìîâûì
íåïëàâÿùèìñÿ ýëåêòðîäîì è ïðè íåîáõîäèìîñòè ïðèñàäî÷íûìè ïðóòêàìè.
Äóãà âîçáóæäàåòñÿ çà ñ÷¸ò êàñàíèÿ è îòðûâà ýëåêòðîäà îò èçäåëèÿ.

bh22d02r -- 7 --
3ÓÑÒÀÍÎÂÊÀ
ÏÐÅÄÓÏÐÅÆÄÅÍÈÅ !
Ýòî îáîðóäîâàíèå ïðåäíàçíà÷åíî äëÿ ïðîìûøëåííîãî èñïîëüçîâàíèÿ.
Ïðè ïðèìåíåíèè â äîìàøíèõ óñëîâèÿõ îíî ìîæåò âûçâàòü ðàäèîïîìåõè.
Îòâåòñòâåííîñòü íåñåò ïîëüçîâàòåëü îáîðóäîâàíèÿ.
3.1 Ðàáî÷åå ìåñòî
Óñòàíîâêà äîëæíà ðàñïîëàãàòüñÿ â óäîáíîì äëÿ ðàáîòû ìåñòå, íå åðåêðûâàÿ
äîñòóïà âîçäóõà â âåíòèëÿöèîííûå ñå÷åíèÿ.
3.2 Ïîäêëþ÷åíèå
3.2.1 Ñîåäèíåíèÿ ñ ïèòàþùåé ñåòüþ
Òàáëè÷êà ñ óêàçàíèåì íåîáõîäèìûõ ïàðàìåòðîâ ñåòè çàêðåïëåíà íà íèæíåé
ïîâåðõíîñòè âûïðÿìèòåëÿ.
Ñîåäèíÿéòå âûïðÿìèòåëü ÷åðåç ðîçåòêè, èìåþùèå çàçåìëåíèå.
Óáåäèòåñü â òîì, ÷òî âûïðÿìèòåëü ïîäêëþ÷åí ê ñîîòâåòñòâóþùåìó ñåòåâîìó
íàïðÿæåíèþ.
S Íàïðÿæåíèå ñåòè 230 V
S ×àñòîòà ïèòàþùåé ñå òè 50-60 Hz
S Ïðåäîõðàíèòåëü 16 A
S Ñå÷åíèå ñåòåâîãî êàáåëÿ 3 x 1,5 ìì
2
3.2.2 Ïîäêëþ÷åíèå ñâàðî÷íîãî è âîçâðàòíîãî êàáåëÿ.
Âûïðÿìèòåëü èìååò ïîëîæèòåëüíûé è îòðèöàòåëüíûé ñâàðî÷íûå ðàçú¸ìû.
Ïîäêëþ÷èò å ñâàðî÷íûé êàáåëü ê ðàçú¸ìó ñîãëàñíî ðåêîìåíäàöèÿì íà
óïàêîâêå ñâàðî÷íûõ ýëåêòðîäîâ.
Ïîäêëþ÷èò å âîçâðà òíûé êàáåëü ê äðóãîìó ðàçú¸ìó. Çàêðåïèòå ñòðóáöèíó
çàçåìëåíèÿ íà èçäåëèè è óáåäèòåñü â íàä¸æíîñòè êîíòàêòà.

bh22d02r -- 8 --
4 ÐÀÁÎÒÀ ÓÑÒÀÍÎÂÊÈ
4.1 Âêëþ÷åíèå óñòàíîâêè
S Óáåäèòåñü â ïðàâèëüíîñòè ïîäê ëþ÷åíèÿ ñâàðî÷íûõ êàáåëåé.
S Âêëþ÷èòå óñòàíîâêó. Äëÿ ýòîãî ñåòåâîé âûêëþ÷àòåëü ïåðåâåäèòå â
ïîëîæåíèå 1.
S Ðó÷êîé 2 íà ïåðåäíåé ïàíåëè óñòàíîâèòå òðåáóåìîå çíà÷åíèå ñâàðî÷íîãî
òîêà ñîãëàñíî ðåêîìåíäàöèÿì íà óïàêîâêå ýëåêòðîäîâ.
4.2 Ç àùèòà îò ïåðåãðóçîê
Äëÿ çàùèòû îò ïåðåãðåâà âûïðÿìèòåëè Caddy 110 è Caddy 150 è ìåþò
âñòðîåííîå òåðìîðåëå, ñðàáàòûâàþùåå ïðè ñåòåâûõ ïåðåãðóçêàõ. Ïðè ýòîì
îáåñòî÷èâàþòñÿ ñâàðî÷íûå êàáåëè è çàã îðàåòñÿ îðàíæåâàÿ êîíòðîëüíàÿ
ëàìïà. Ïðè ïîíèæåíèè òåìïåðàòóðû òåðìîðåëå àâòîìàòè÷åñêè âêëþ÷àåò
âûïðÿìèòåëü.
4.3 Êîìïåíñàöèÿ ñåòåâûõ êîëåáàíèé
Caddy 110 è Caddy 150 ñíàáæåíû óñòðîéñòâîì êîìïåíñàöèè êîëåáàíèé
ïèòàþùåé ñåòè, ò.å. ïðè êîëåáàíèÿõ íàïðÿæåíèÿ ñåòè +/_10 % êîëåáàíèå â
ñâàðî÷íîéñåòèíåïðåâûñÿò+/_0,2%.
4.4 Ðó÷êè óïðàâëåíèÿ è ðàçú¸ìû
1. Îðàíæåâàÿ ëàìïî÷êà èíäèêàòîðà ïåðåãðóçêè
2. Ðó÷êà ðåãóëèðîâàíèÿ ñâàðî÷íîãî òîêà
3. Ñâàðî÷íûé ðàçú¸ì , îòðèöàòåëüíûé ïîëþñ.
4. Ñâàðî÷íûé ðàçú¸ì , ïîëîæèòåëüíûé ïîëþñ.
5. Ñåòåâîé âûêëþ÷àòåëü

bh22d02r -- 9 --
5 Òåõíè÷åñêîå îáñëóæèâàíèå
5.1 ×èñòêà
Ñaddy 110 è Caddy 150 íå òðåáóåò ñïåöèàëüíîãî îáñëóæèâàíèÿ. Îáû÷íî
äîñòàòî÷íî ïðîäóâàòü óñòàíîâêó ÷èñòûì ñæàòûì âîçäóõîì è î÷èùàòü
âîçäóøíûé ôèëüòð.
Åñëè óñòàíîâêà ýêñïëóàòèðóåòñÿ â î÷åíü çàãðÿçíåííûõ óñëîâèÿõ ôèëüòð íàäî
î÷èùàòü êàê ìîæíî ÷àùå.
6 ÄÈÀÃÍÎÑÒÈÊÀ ÍÅÈÑÏÐÀÂÍÎÑÒÅÉ
6.1 Âîçìîæíûå íåèñïðàâíîñòè è ìåðû ïî èõ óñòðàíåíèþ
Âèä íåèñïðàâíîñòè Ìåðû ïî èõ óñ òðàíå íèþ
Íå âîçáóæäàåòñÿ äóãà îò ñâàðî÷íîãî
èñòî÷íèêà ïèòàíèÿ
S Óáåäèòåñü, ÷ò î ñå òåâîé
âûêëþ÷àòåëü âêëþ÷åí.
S Ïðîâåðüòå ïðàâèëüíîñòü
ñîåäèíåíèÿ ñâàðî÷íûõ êàáåëåé.
S Óáåäèòåñü, ÷òî âåëè÷èíà
ñâàðî÷íîãî òîêà óñòàíîâëåíà
ïðàâèëüíî.
 ïðîöåññå ñâàðêè ïðîèçîøëî
îòêëþ÷åíèå èñòî÷íèêà ïèòàíèÿ.
S Ïðîâåðüòåíåñðàáîòàëîëè
òåðìîðåëå (çàãîðåëàñü
îðàíæåâàÿ ëàìïà íà ïåðåäíåé
ïàíåëè).
S Ïðîâåðüòå ïðåäîõðàíèòåëü.
Òåðìîðåëå ñðàáàòûâàåò î÷åíü ÷àñòî. S Ïðîâåðüò å íå çàáèò ëè âîçäóøíûé
ôèëüòð.
S Óáåäèòåñü, ÷ò î ñâàðêà íå âåëàñü
íà çàâûøåííûõ ðåæèìàõ
(ïåðåãðóçêà èñòî÷íèêà ïèòàíèÿ).
Íèçêîå êà÷åñòâî ñâàðêè. S Ïðîâåðüòå ïðàâèëüíîñòü
ïîäêëþ÷åíèÿ ñâàðî÷íûõ êàáåëåé.
S Óáåäèòåñü, ÷òî âåëè÷èíà
ñâàðî÷íîãî òîêà óñòàíîâëåíà
ïðàâèëüíî.
S Ïðîâåðüòå ñîñòîÿíèå øò ó÷íûõ
ýëåêòðîäîâ.
7 ÇÀÊÀÇ ÇÀÏÀÑÍÛÕ ×ÀÑÒÅÉ
Ïðè çàêàçå çàïàñíûõ ÷àñòåé, ïîæà ëóéñòà, óêàæèòå òèï óñòàíîâêè, ñåðèéíûé
íîìåð, íàçâàíèå è àðòèêóëüíûé íîìåð çàïàñíîé äåòàëè. Ýòî ïîìîæåò
óïðîñòèòü çàêàç è óñêîðèòü îòãðóçêó.

ENGLISH
TOCe
-- 1 0 --
1SAFETY 11...........................................................
2 INTRODUCTION 11...................................................
2.1 Technical data 12............................................................
2.2 Equipment 13................................................................
2.3 Field of application 13.........................................................
3 INSTALLATION 14....................................................
3.1 Placing 14...................................................................
3.2 CONNECTION 14............................................................
4 OPERATION 15.......................................................
4.1 Start--up 15..................................................................
4.2 Overload protection 15........................................................
4.3 Mains voltage compensation 15................................................
4.4 Controls and connections 15...................................................
5 MAINTENANCE 16....................................................
5.1 Cleaning 16.................................................................
6 FAULT TRACING 16...................................................
6.1 Possible faults and measures to take 16.........................................
7 ORDERING OF SPARE PARTS 16......................................
DIAGRAM 17............................................................
SPARE PARTS LIST 19...................................................

-- 1 1 --bh22d02e
1SAFETY
WARNING
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERAT ING.
ARC WELDING AND CUTTING CAN BE INJURIOUS TO YOURSELF AND OTHERS. TAKE PRECAU -
TIONS WHEN WELDING. ASK FOR YOUR EMPLOYER’S SAFETY PRACTICES WHICH SHOULD BE
BASED ON MANUFACTURERS’ HAZARD DATA.
ELECTRIC SHOCK -- Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES -- Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to keep fumes and gases from your breathing zone and
the general area.
ARC RAYS -- Can injure eyes and burn skin.
S Protect your eyes and body. Use the correct welding screen and filter lens and wear protective
clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
NOISE -- Excessive noise can damage hearing
S Protect your ears. Use ear defenders or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION -- Call for expert assistance in the event of malfunction.
PROTECT YOURSELF AND OTHERS!
2 INTRODUCTION
Caddy 110 and Caddy 150 are two rectifying welding power sources based on the
inverter technique, intended for welding with coated electrodes (MMA welding).
Caddy also has very good TIG welding characteristics.

-- 1 2 --
bh22d02e
2.1 Technical data
Caddy 110 Caddy 150
Performance:
at 25% duty cycle
at 35% duty cycle
at 60% duty cycle
at 100% duty cycle
110A/24V
95 A/24 V
80 A/23 V
150 A/26 V
140 A/25 V
120 A/25 V
100 A/24 V
Setting range 13--110 A 13--150 A
Open circuit voltage 70--90 V 70--90 V
Mains supply:
voltage
frequency
fuse
mains cable, area
230 V AC
50/60 Hz
16 A*
3x1.5mm
2
**
230 V AC
50/60 Hz
16 A*
3x1.5mm
2
**
Enclosure class IP 23 IP 23
Application class
Dimensions L x W x H 375 x 145 x 280 mm 375 x 145 x 280 mm
Weight 6,7 kg 6,7 kg
*When welding below 100 A a 10 A slow fuse is adequate..
**Power cable ratings complies with Swedish regulations..
Duty cycle
The duty cycle refers to the time in per cent of a ten--minute period that you can weld
at a certain load without overloading the welding power source.
Enclosure class
The IP code indicates the enclosure class, i. e. the degree of protection against
penetration by solid objects or water. Equipment marked IP 23 is designed for indoor
and outdoor use.
Application class
The symbol indicates that the power source is designed for use in areas where
there is an increased electrical hazard.

-- 1 3 --bh22d02e
2.2 Equipment
The welding power sources Caddy 110 and Caddy 150 are delivered with:
S Mains cable (3 metres)
S Welding cable with electrode holder (3 metres)
S Return cable with earth clamp (2.5 metres)
2.3 Field of application
Caddy 110 and Caddy 150 both supply direct current, which allows you to weld m ost
alloyed and non--alloyed steels, stainless steels and cast iron.
With the Caddy 110 you can use coated electrodes from 1.6 to 2.5 mm, and with
the Caddy 150 coated electrodes from 1.6 m m to 3.25 mm.
Tig--welding
TIG welding is particularly useful when high quality standards are required and when
welding thin sheet.
Before using the Caddy for TIG welding it m ust be equipped with a TIG torch and
gas valve, a cylinder of argon, an argon regulator, tungsten electrodes and, if
necessary, suitable filler metal.
The best method to use is the touch start, where you gently stroke the tungsten
electrode against the workpiece to establish the arc.

-- 1 4 --
bh22d02e
3 I NSTALLATION
WARNING
This product is intended for repair and maintenance welding
In domestic or office environment this product may cause radio interference.
It is the responsibility of the user to take adequate precautions.
3.1 Placing
Place the machine so that there is nothing to prevent the cooling air from passing
through it.
3.2 CONNECTION
3.2.1 Mains con n ectio n
The r ating plate including connection data is placed on the underside of the welding
power source.
Connect the welding power source to an earthed mains terminal.
Make sure the welding power source is connected for the correct mains voltage and
properly fused.
S Mains voltage 230 V
S Mains frequency 50--60 Hz
S Fuse, slow rupture 16 A
S Mains cable, area 3 x 1,5 mm
2
3.2.2 Con n ectio n of weld in g and return cable
The welding power source has two terminals, one plus and one m inus pole, for the
connection of the welding and the r eturn cable. Connect the welding cable to the
pole indicated on the package of the electrode to be used.
Connect the return cable to the other terminal. F it the earth clamp of the return cable
to the work--piece and make sure there is good contact between the work--piece and
the return cable terminal on the welding power source.

-- 1 5 --bh22d02e
4OPERATION
4.1 Start--up
S Make sure that the cables and the earth clamp are properly connected.
S Start the welding power source by setting the mains switch to position 1.
S Set the welding current, using the knob on the front panel of the power source.
Follow the instructions on the electrode package for the recommended welding
current.
4.2 Overload protection
Caddy 110 and Caddy 150 are provided with a thermal cut--out to prevent
overheating of the welding power source. In the event of overload the supply voltage
is interrupted and the orange lamp on the front goes on. Resetting takes place
automatically as soon as the welding power source has cooled down.
4.3 Mains voltage compensation
Caddy 110 and Caddy 150 both have mains voltage compensation, which means
that + 10% fluctuation in the supply voltage produces only + 0.2% variation in the
welding voltage.
4.4 Controls and connections
1. Orange indicating lamp (overheating)
2. Knob for adjusting the welding current
3. Terminal, minus pole, for connecting welding or return cable
4. Terminal, plus pole, for connecting welding or return cable
5. Mains switch

-- 1 6 --
bh22d02e
5 MAINTENANCE
5.1 Cleaning
Normally it is sufficient to blow the welding power source clean regularly using dry
compressed air (reduced pressure), and to clean the filter in the front regularly.
In dusty and dirty environment the welding power source should be cleaned at
shorter intervals.
6 FAULT TRACING
6.1 Possible faults and measures to take
Type of fault Measure
No arc is generated by the welding po-
wer source.
S Make sure the mains switch is on.
S Check that the welding and return
cables are properly connected.
S Make sure the welding current set is
correct.
The welding current is interrupted in the
course of welding.
S Check if the thermal cut--out has
tripped (the orange indicating lamp
on the front panel is on).
S Check the mains fuse.
The thermal cut--out trips frequently. S Check that the filter is not packed
with du st.
S Check that the ratings of the welding
power source have not been
exceeded (overload of the power
source).
Poor welding result. S Check that the welding and return
cables are properly connected.
S Make sure the welding current set is
correct.
S Check that there is nothing wrong
with the electrodes.
7 ORDERING OF SPARE PARTS
When ordering a spare part, please state the type and serial number of the machine
as well as number of the spare part, according to the spare parts list.
This will simplify dispatch and ensure you get the right part.

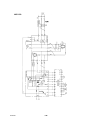
Diagram Ñõåìà
-- 1 7 --bh22e02a
LHO 110

-- 1 8 --bh22e02a
LHO 150

Spare parts list Ñïèñîê çàïàñíûõ ÷àñòåé
-- 1 9 --bh18s1 1a
LHO 110/150
Edition 980925
Ordering numbers for LHO 110/150
0456 540 880 LHO 110 Caddy 110
0456 545 880 LHO 150 Caddy 150
0456 545 882 LHO 150 Caddy 150

-- 2 0 --bh18s1 1a
C = component designation in the circuit diagram
Item
LHO
110
LHO
150
Ordering no. Denomination Notes C
100 1 1 0456 538 001 Cover Lower part
101 1 1 0456 539 001 Inner grating
102 1 1 0456 537 001 Cover Upper part
103 1 1 0456 192 881 Mains cable
104 1 1 0193 307 104 Cable bush
105 1 1 0193 317 001 Switch QF1
106 1 1 0212 602 208 Nut
107 1 1 0468 208 001 Strap
108 2 2 0456 572 001 Clamp
109 1 1 0321 475 885 Knob
110 1 1 0193 995 501 Potentiometer RP01
111 1 1 0455 201 002 Light--emitting diode V03
112 1 1 0456 541 001 Front grating
113 1 1 0456 574 001 Filter
114 2 2 0366 306 882 Connector OKC 25
115 2 2 0192 238 327 Screw
-- 1 0194 034 001 Ferrite ring core Mounted only on earth cable (yellow/
green)
L02
116 1 0194 034 002 Ferrite ring core L02
-- 1 1 0457 051 880 Return welding cable Complete
-- 1 1 0457 049 001 Electrode holder
SERVICE TOOLS
Qty Ordering no. Denomination Notes
1 0192 058 106 Contact oil To be used when mounting the heat sinks on the primary side
1 0192 058 101 Thermal compound To be used when mounting the heat sinks on the secondary side
1 0193 260 062 Connector 3--pole, to be used on contact B on AP02
1 0193 260 066 Connector 7--poletobeusedoncontactConAP02
1 0193 260 068 Connector 9--poletobeusedoncontactEonAP02
1 0457 488 001 Torx screw driver For dismantlig the machine
Page is loading ...
Page is loading ...
Page is loading ...
Page is loading ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























Ask a question and I''ll find the answer in the document
Finding information in a document is now easier with AI
in other languages
- italiano: ESAB LHO 150 Manuale utente
Related papers
-
ESAB LHO 110 User manual
-
-
-
ESAB LHN 250, Caddy® Professional 250 User manual
-
-
-
-
-
-