Page is loading ...

June
1975
FORM:
OM-1503A
MODEL/STOCK
NO.
SERIAL/STYLE
NO.
DATE
PURCHASED
OWNERS
MANUAL
MILLER
ELECTRIC
MFG.
CO.
APPLETON,
WISCONSIN,
USA
54911
MODEL
STOCK
NO.
LCA.1A
10
FT.
15
FT.
.030
WIRE
078896
078900
.035
WIRE
078897
078901
.045
WIRE
078898
078902
ADDITIONAL
COPY
PRICE
25
CENTS
NWSA
CODE
NO.
4579


SECTION
1
-
INTRODUCTION
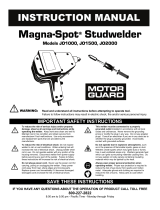
Rating:
100
PCT.
Wire
Cable
and
Cooling
Net
Ship
Duty
Cycle,
dcrp
Dia.
Hose
Length
Method
Weight
Weight
250
Amperes
.030
(.7mm)
To
10
Air
13
Lbs.
(5.8
Kilos)
15
Lbs.
(6.8
Kilos)
With
CO2
.045
(1
.1
mm)
Hard
15
Air
14
Lbs.
(6.3
Kilos)
16
Lbs.
(7.2
Kilos)
Figure
1-1.
Specifications
1-1.
GENERAL
1-4.
SAFETY
This
manual
has
been
prepared
especially
for
use
in
familiar
izing
personnel
with
the
design,
installation,
operation,
main
tenance,
and
troubleshooting
of
this
equipment.
All
informa
tion
presented
herein
should
be
given
careful
consideration
to
essure
optimum
performance
of
this
equipment.
Prior
to
installing
this
equipment,
clean
all
packing
material
from
around
the
unit
and
carefully
inspect
for
any
damage
that
may
have
occurred
during
shipment.
Any
claims
for
loss
or
damage
thet
may
have
occurred
in
transit
must
be
filed
by
the
purchaser
with
the
carrier.
A
copy
of
the
bill
of
lading
and
freight
bill
will
be
furnished
by
the
carrier
on
request
if
occasion
to
file
claim
arises.
Under
this
heading,
installation,
oper~g,
and
main
tenance
procedures
or
practices
will
be
found
that
if
not
carefully
followed
may
create
a
safety
hazard
to
personnel.
I
17~TiT1
I
1
Under
this
heading,
installation,
operating,
and
main
tenance
procedures
or
practices
will
be
found
that
if
not
carefully
followed
may
result
in
damage
to
equip
ment.
1-3.
DESCRIPTION
iri
This
gun
is
designed
specifically
for
use
in
conjunction
with
the
Gas
Metal-Arc
(MIG)
Welding
process.
The
gun
is
shipped
with
the
necessary
components
for
the
specific
wire
size
ordered.
Through
minor
changes
in
parts
the
gun
may
be
used
with
.030,
.035,
or
.045
wire.
SECTION
2
-
INSTALLATION
~IL*uhht~hI.I1J
Prior
to
installing
the
gun,
ensure
that
the
control/
feeder
and
welding
power
source
are
both
completely
disconnected
from
the
respective
input
electrical
power
supplies.
2.
Insert
the
Electrode
Wire
Gun
Connector
fully
into
the
outlet
guide
hole
with
the
flat
side
of
the
connector
fac
ing
the
roll
pin
inside
of
the
outlet
guide
hole.
3.
Rotate
the
Electrode
Wire
Gun
Connector
90
degrees
in
a
clockwise
direction.
4.
Rotate
the
Gun
Connector
Securing
Knob
or
Screw
as
far
J
as
it
will
turn
in
a
clockwise
direction.
2-1.
SHIELDING
GAS
HOSE
CONNECTION
(Figure
2-1)
Secure
the
shielding
gas
hose
connector
in
the
shielding
gas
output
connector
on
the
control/feeder
or
to
whatever
device
that
is
to
be
used
for
on-off
control
of
the
shielding
gas.
The
shielding
gas
hose
connector
has
right
hand
threading.
2-2.
GUN
SWITCH
CONNECTION
(Figure
2-1)
Insert
the
amphenol
plug
from
the
Gun
Switch
fully
into
the
Switch
Control
Receptacle
on
the
control/feeder.
Once
fully
inserted
into
the
receptacle,
rotate
the
plug
collar
as
far
as
it
will
turn
in
a
clockwise
direction;
this
will
lock
the
plug
in
the
receptacle
and
prevent
the
plug
from
coming
out
under
tension.
2-3.
WELD
CABLE
CONNECTION
(Figure
2-1)
2-5.
LUBRICATION
CUP(Figure
2-1)
The
Lubrication
Cup
located
on
the
Electrode
Wire
Gun
Con
nector
will
supply
lubricant
to
the
electrode
wire
in
order
to
aid
in
ease
of
wire
feed
through
the
Gun.
It
is
recommended
that
the
Lubrication
Cup
be
filled
with
Magna
Welder
Lubri
cant
or
equivalent.
2-6.
CHANGING
WIRE
SIZES
(Figure
2-1)
Each
time
the
size
of
the
electrode
wire
being
used
is
changed
it
will
be
necessary
to
change
certain
components
so
that
the
holes
in
these
components
will
permit
proper
movement
of
the electrode
wire.
The
following
steps
explain
the
proce
dures
necessary
to
adapt
the
gun
to
either
.030,
.035,
or
.045
wire.
Attach
the
weld
cable
from
the
gun
to
the
Weld
Cable
Ter
minal
on
the
control/feeder
or
to
the
desired
secondary
cable
from
the
welding
power
source.
2-4.
ELECTRODE
WIRE
OUTLET
CONNECTION
(Figure
2-1)
Proceed
as
follows
to
install
the
Electrode
Wire
Gun
Connec
tor
into
the
drive
assembly
on
the
control/feeder:
1.
Rotate
the
Gun
Connector
Securing
Knob
or
Screw
in
a
counterclockwise
direction
four
complete
turns.
IMPORTANT
If
the
gun
is
equipped
for
.030
or
.035 wire
end
it
is
desired
to
convert
from
one
of
these
wire
sizes
to
the
other,
only
the
contact
tube
(item
1,
Figure
2-1)
will
have
to
be
changed.
However,
if
the
gun
is
equipped
for
.030
or
.035
wire
and
it
is
desired
to
convert
to
.045
wire
(or
vice
versa),
all
of
the
following
steps
will
have
to
be
performed.
1-2.
RECEIVING-HANDLING
The
following
definitions
apply
to
CAUTION,
IMPORTANT,
and
NOTE
blocks
found
throughout
this
manual:
CAUTION
When
requesting
information
concerning
this
equipment,
it
is
essential
that
Model
Description
and/or
Stock
Number
and
Serial
(or
Style)
Numbers
of
the
equipment
be
supplied.
I
U
I
Under
this
heading,
explanatory
statements
will
be
found
that
need
special
emphasis
to
obtain
the
most
efficient
operation
of
the
equipment.
1
I
I
I
I
I
OM-1503
Page
1

1.
Cut
off
any
portion
of
the
electrode
wire
which
ex
tends
beyond
the
end
of
the
contact
tube
(1).
2.
Pull
out
all
of
the
electrode
wire
which
is
in
the
gun
monocoil
and
rewind
it
onto
the
wire
spool.
3.
Remove
nozzle
(2).
4.
Remove
contact
tube
(1)
and
insert
proper
size
con
tect
tube
(11.
5.
Install
nozzle
(2).
6.
Loosen
set
screw
(4).
7.
Pull
out
monocoil
(3)
from
Electrode
Wire
Gun
Con
nector
(5).
IMPORTANT
It
is
recommended
that
the
monocoil
casing
(6)
and
monocoil
(3)
both
have
the
inside
blown
out
with
compressed
air
prior
to
assembly.
8.
Lay
old
monocoil
(3)
along
side
of
new
monocoil
and
cut
new
monocoil
to
the
same
length
as
the
old
monocoil.
IMPORTANT
Do
not
cut
off
the
end
of
the
monocoil
(3)
which
is
expanded
as
this
expanded
area
is
necessary
for
the
lubrication
from
the
Lubricator
Cup
to
drain
through.
9.
Insert
the
end
of
the
monocoil
(3)
which
is
not
ex
panded
into
the
Electrode
Wire
Gun
Connector
(5).
10.
Continue
to
feed
monocoil
(3)
into
monocoil
casing
(6)
until
the
end
of
the
monocoil
is
flush
with
the
end
of
the
Electrode
Wire
Gun
Connector
(5).
11.
Tighten
set
screw
(4).
P
2
Gas
Connector
~tlon
Cup
6
Gun
Figure
2-1.
Gun
Components
TB-078
896-2
Page
2

June
1975
FORM:
1503A
MODEL
LCA-1A
.030
WI
RE
.035
WIRE
.045
WIRE
STOCK
NO.
lOFT
15FT
078896
078900
078897
078901
078
898
078
902
MODEL/STOCK
NO.
SERIAL/STYLE
NO.
DATE
PURCHASED
PARTS
LIST
MILLER
ELECTRIC
MFG.
CO.
APPLETON,
WISCONSIN,
USA
54911
NWSA
CODE
NO.
4579
lISA

1.
Figure
A
Exploded
View
of
Gun
Assembly
TC-078
896-A
39.
38-
37.
36
45
44
1
1~
40
18
19
20
OM-1503
Page
1

Figure
A
Exploded
View
of
Gun
Assembly
1
076026
2
075891
3
075788
3
075789
3
075790
4
076030
4
076031
5
078988
6
602180
7
075814
7
075963
7
075815
7
075964
8
076112
9
078970
9
078971
10
604550
11
056112
12
010606
13
056851
14
078467
15
073357
16
075806
17
602178
18
075970
19
075992
20
076018
20
076019
21
600319
22
600720
23
003616
23
003617
24
073
329
25
073
331
26
077650
27
604
525
28
010497
29
056845
30
603
886
31
604
874
32
604866
33
603
887
34
604311
35
057027
36
057171
37
601
845
38
056847
39
602087
40
073
476
41
076090
41
076091
42
073153
43
073159
44
076059
45
073212
1
1
5
1
1
1
1
1
1
5
5
1
1
1
1
1
1
5
1
1
1
1
1
1
1 1 1
1
1
1
2
2
2
12ft.
12ft.
12ft.
1
1
1
1
1 1
2
2 2
2
2
2
1
1 1
2
2
2
1
1
1
1
1 1
1
1
1
1
1
1
1
1
1
1
1
1
10
10
10
1
1
1
1
1
1
1
1
1
1
1
1
2 2
2
l7ft. 17ft.
17ft
1
1
1
1
1
1
2
2 2
2
2
2
1
1
1
2
2
2
1 1
1
1 1 1
1 1 1
1
1
1
1
1
1
1 1
1
15 15
15
Item
Factory
No.
Part
No.
Description
Quantity
Model
.8MM
.031
.030
lOFoot l5Foot
.9MM
.035
.035
1.2MM
.047
.045
.8MM
.031
.030
.9MM
1.2MM
.035
.047
.035 .045
1
1 1
1
1
1
1
1
1
1
1
1
5
5
1
1
1~
1
1 1
1
1
1
1 1
1
INSULATOR,tube-head
INSULATOR,
nozzle
TUBE,
contact
.030
wire
TUBE,
contact
.035
wire
TUBE,
contact
.045
wire
NOZZLE
NOZZLE
TUBE,
head
SCREW,
set
-
steel
socket
hd
5/16-18
x
1/4
LINER,
monocoil
LINER,
monocoil
LINER,
monocoil
LINER,
monocoil
HANDLE,
gun
HOSE,
gas
lOft
(consisting
of)
HOSE,
gas
15
ft
(consisting
of)
HOSE,
whippet
3/16
x
1
(order
by
foot)
FERRULE,
.475
ID
x
23/32
long
NUT,
brass
-
swivel
5/8-18
right
hand
NIPPLE,
brass
-
hose
3/16
inch
SCREW,
self
tapping
-
pan
hd
8-32
x
3/8
CUP,
lubricator
ADAPTER,
gun/feeder
SCREW,
set
-
steel
socket
hd
1/4-20
x
3/8
INSULATOR,
adapter
TUBING,
neoprene
5/8
ID
x
1
OD
x
6
inches
CABLE,
power
10
ft
(consisting
of)
CABLE,
power
l5ft
(consisting
of)
CABLE,
weld
-
copper
strained
No.
2
(order
by
foot).
TERMINAL,
ring
-
tongue
1/2
stud
No.
2
wire
CORD,
power
10
ft.
(consisting
of)
CORD,
power
15
ft.
(consisting
of)
PLUG,
4
pin
97-3106A-18-4P
CLAMP,
cable
97-3057-10-6
TUBI
NG,
vinyl
No.
7
x
3/4
CORD,
portable
18
ga
2
conductor
(order
by
foot)
CLAMP,
hose
7/32
to
1-3/4
clamp
dia
HOUSING
NUT,
steel
-
hex
2-56
WASHER,
lock
-
steel
split
No.
2
SWITCH
SCREW,
machine
-
steel
round
hd
2-56
x
1/2
GROMMET,
rubber
1/4
ID
x
3/8
hole
1/16
groove
RELIEF,
strain
LEVER,
actuating
-
switch
NUT,
steel
-
self
locking
hex
8-32
SPRING
.SCREW,
machine
-
steel
round
hd
8-32x
1-1/4
CLAMP,
strap
-
rubber
CASING,
wire
-
nylon
10
ft
(consisting
of)
CASING,
wire
-
nylon
15
ft
(consisting
of)
HOSE,
rubber
5/16
ID
x
33/64
(order
by
foot)
TUBING,
nylaflow
.190
ID
x
1/4
OD
(order
by
foot).
FERRULE,
liner
casing
CONNECTOR,
liner
1 1 1
lift.
lift.
lift.
l6ft.
l6ft.
l6ft.
1
1 1
1
1 1
1
1
1
1
1
1
1
1
1
1 1 1
1
1 1
1
1 1
1
1 1 1
1
1
1
1
1
1
1 1
1
1
1
1
1 1
1
1
1
1
1 1
1
1 1 1
1
1
1
1 1
11
ft.
ii
ft.
11
ft.
1
l6ft.
1
l6ft.
1
l6ft.
1
1 1 1
1
1
1
1
1
lOft.
lOft.
2
2
10
ft.
lOft.
2
.2
lOft.
lOft.
2
2
15
ft.
15
ft.
2
2
15
ft.
15
ft.
2
2
15
ft.
15
ft.
2
2
BE
SURE
TO
PROVIDE
MODEL
AND
STOCK
NUMBERS
WHEN
ORDERING
REPLACEMENT
PARTS.
OM-1503
Page
2

THE
FOLLOWING
WIRE
GUIDE
KITS
ARE
AVAILABLE
TO
CHANGE
THE
GUN
FROM
ONE
WIRE
SIZE
TO
ANOTHER.
SEE
VIEW
ON
PAGE
1
FOR
IDENTIFICATION
OF
ITEM
NUMBERS.
Item
Factory
No.
Part
No
3
075788
3
075789
3
075790
4
076030
4
076031
7
075814
7
075963
7
075815
7
075964
Kit,
Wire
Guide
TUBE,
contact
.030
wire
TUBE,
contact
.035
wire
TUBE,
contact
.045
wire
NOZZLE
NOZZLE
LINER,
monocoil
LINER,
monocoil
LINER,
monocoil
LINER,
monocoil
Quantity
Model
10
Foot
.9MM
1.2MM
.8MM
.035
.047
.031
.
.045
.030
N
0
(0
N
N
N
N
0
0
0
0
5
5
BE
SURE
TO
PROVIDE
MODEL
AND
STOCK
NUMBERS
WHEN
ORDERING
REPLACEMENT
PARTS.
Description
.8MM
.031
.030
15
Foot
.9MM
1.2MM
.035
.047
.
.045
(0
o
0
o
o
co
N N
5
1
1
1
1
5
5
1
1
1
1
5
1
1
Page
3


/