Page is loading ...

Duty
Cycle
%
Coolant Flow
Minimum
0.9 gpm
LIQUID COOLED
PLASMA CUTTING TORCH
Instruction Manual
XT
TM
-300
For Distributor Use With
Hypertherm
®
HD3070 System
Rev. AA.01 Date: December 20, 2006 Manual # 0-2912
Operating Features:


w WARNINGS
Read and understand this entire Manual and your employer’s safety practices before installing,
operating, or servicing the equipment.
While the information contained in this Manual represents the Manufacturer's best judgement,
the Manufacturer assumes no liability for its use.
Liquid Cooled Plasma Torch
RPT Model XT™-300 For Distributor Use With Hypertherm
®
HD3070 System
Instruction Manual No. 0-2912
Published by:
Thermadyne Corporation
82 Benning Street
West Lebanon, New Hampshire, USA 03784
(603) 298-5711
www.thermal-dynamics.com
© Copyright 2004, 2005, 2006 by
Thermadyne Corporation
All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the
publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to any party
for any loss or damage caused by any error or omission in this Manual, whether
such error results from negligence, accident, or any other cause.
Printed in the United States of America
Publication Date: December 20, 2006
Record the following information for Warranty purposes:
Where Purchased: ___________________________________
Purchase Date: ___________________________________
Power Supply Serial #: ___________________________________
Torch Serial #: ___________________________________
Hypertherm
®
is a registered trademark of Hypertherm, Inc.

TABLE OF CONTENTS
SECTION 1:
GENERAL INFORMATION ............................................................................................... 1-1
1.01 Notes, Cautions and Warnings ..................................................................... 1-1
1.02 Important Safety Precautions ....................................................................... 1-1
1.03 Publications .................................................................................................. 1-3
Section 2: Torch Specifications ................................................................................................. 2-1
SECTION 3:
INSTALLATION ................................................................................................................. 3-1
3.01 Unpacking .................................................................................................... 3-1
3.02 Oxygen Plasma Pre-Charge Unit Installation ............................................... 3-1
3.03 Oxygen Plasma Pre-Charge Unit Switch Setting .......................................... 3-5
3.04 Connecting Torch ......................................................................................... 3-6
3.05 Consumables Selection ............................................................................... 3-8
3.06 Oxygen Plasma Pre-Charge Unit Installation Checks ................................ 3-11
3.07 Oxygen Plasma Pre-Charge Unit Operational Check ................................. 3-12
3.07 Pre-Charge Unit Checks ............................................................................ 3-12
SECTION 4-A:
OPERATION WITH MANUAL GAS CONSOLE ........................................................... 4A-1
Material Amperage Plasma Gas Shield Gas Page
30 O2 O2 - N2 4
A
-4
50 O2 O2 - N2 4
A
-5
70 O2 O2 - N2 4
A
-6
100 O2 O2 - N2 4
A
-7
30 Air Air 4
A
-8
50 Air Air 4
A
-9
70 Air Air - CH4 4
A
-10
100 AR / H2 N2 4
A
-11
50 Air Air 4
A
-12
70 Air Air 4
A
-13
100 AR / H2 N2 4
A
-14
Speed Charts for
Manual
Gas Controls
Stainless Steel
Mild Steel
Aluminum

TABLE OF CONTENTS (continued)
SECTION 4B:
OPERATION WITH 5-KNOB AUTOMATIC GAS CONSOLE ......................................... 4B-1
4B.01 Torch Parts Selection .............................................................................. 4B-1
4B.02 Pre-Setting Controls ................................................................................ 4B-1
4B.03 Recommended Cutting Speeds .............................................................. 4B-2
Material Amperage Plasma Gas Shield Gas Page
30 O2 O2 - N2 4
B
-4
50 O2 O2 - N2 4
B
-5
70 O2 O2 - N2 4
B
-6
100 O2 O2 - N2 4
B
-7
30 Air Air 4
B
-8
50 Air Air 4
B
-9
70 Air Air - CH4 4
B
-10
50 Air Air 4
A
-11
70 Air Air 4
A
-12
Speed Charts for
5-Knob Automatic
Gas Console
Stainless Steel
Mild Steel
Aluminum
SECTION 4C:
OPERATION WITH 6-KNOB AUTOMATIC GAS CONSOLE .......................................4C-1
4C.01 Torch Parts Selection .............................................................................. 4C-1
4C.02 Pre-Setting Controls ................................................................................ 4C-1
4C.03 Recommended Cutting Speeds .............................................................. 4C-2
Material Amperage Plasma Gas Shield Gas Page
30 O2 O2 - N2 4
C
-4
50 O2 O2 - N2 4
C
-5
70 O2 O2 - N2 4
C
-6
100 O2 O2 - N2 4
C
-7
30 Air Air 4
C
-8
50 Air Air 4
C
-9
70 Air Air - CH4 4
C
-10
100 AR / H2 N2 4
C
-11
50 Air Air 4
C
-12
70 Air Air 4
C
-13
100 AR / H2 N2 4
C
-13
Aluminum
Speed Charts for
6-Knob Automatic
Gas Console
Stainless Steel
Mild Steel
Section 5: General Maintenance .............................................................................................. 5-1
E. Coolant Leak Trouble-Shooting .................................................................... 5-5

TABLE OF CONTENTS
SECTION 6:
PARTS LIST ...................................................................................................................... 6-1
APPENDIX 1: ALTERNATE ARC VOLTAGE SETTINGS ........................................................... A-1
APPENDIX 2: WIRING DIAGRAM ............................................................................................ A-2
APPENDIX 3: PATENT INFORMATION .................................................................................... A-3

Date: July 16, 2002 1-1 GENERAL INFORMATION
SECTION 1:
GENERAL INFORMATION
1.01 Notes, Cautions and Warnings
Throughout this manual, notes, cautions, and warnings
are used to highlight important information. These high-
lights are categorized as follows:
NOTE
An operation, procedure, or background informa-
tion which requires additional emphasis or is help-
ful in efficient operation of the system.
CAUTION
A procedure which, if not properly followed, may
cause damage to the equipment.
WARNING
A procedure which, if not properly followed, may
cause injury to the operator or others in the oper-
ating area.
1.02 Important Safety Precautions
WARNINGS
OPERATION AND MAINTENANCE OF
PLASMA ARC EQUIPMENT CAN BE DAN-
GEROUS AND HAZARDOUS TO YOUR
HEALTH.
Plasma arc cutting produces intense electric and
magnetic emissions that may interfere with the
proper function of cardiac pacemakers, hearing
aids, or other electronic health equipment. Per-
sons who work near plasma arc cutting applica-
tions should consult their medical health profes-
sional and the manufacturer of the health
equipment to determine whether a hazard exists.
To prevent possible injury, read, understand and
follow all warnings, safety precautions and in-
structions before using the equipment. Call 1-603-
298-5711 or your local distributor if you have any
questions.
GASES AND FUMES
Gases and fumes produced during the plasma cutting
process can be dangerous and hazardous to your health.
• Keep all fumes and gases from the breathing area.
Keep your head out of the welding fume plume.
• Use an air-supplied respirator if ventilation is not
adequate to remove all fumes and gases.
• The kinds of fumes and gases from the plasma arc
depend on the kind of metal being used, coatings
on the metal, and the different processes. You must
be very careful when cutting or welding any met-
als which may contain one or more of the follow-
ing:
Antimony Chromium Mercury
Arsenic Cobalt Nickel
Barium Copper Selenium
Beryllium Lead Silver
Cadmium Manganese Vanadium
• Always read the Material Safety Data Sheets
(MSDS) that should be supplied with the material
you are using. These MSDSs will give you the in-
formation regarding the kind and amount of fumes
and gases that may be dangerous to your health.
• For information on how to test for fumes and gases
in your workplace, refer to item 1 in Subsection
1.03, Publications in this manual.
• Use special equipment, such as water or down draft
cutting tables, to capture fumes and gases.
• Do not use the plasma torch in an area where com-
bustible or explosive gases or materials are located.
• Phosgene, a toxic gas, is generated from the va-
pors of chlorinated solvents and cleansers. Remove
all sources of these vapors.
• This product, when used for welding or cutting,
produces fumes or gases which contain chemicals
known to the State of California to cause birth de-
fects and, in some cases, cancer. (California Health
& Safety Code Sec. 25249.5 et seq.)

GENERAL INFORMATION 1-2 Date: July 16, 2002
ELECTRIC SHOCK
Electric Shock can injure or kill. The plasma arc process
uses and produces high voltage electrical energy. This
electric energy can cause severe or fatal shock to the op-
erator or others in the workplace.
• Never touch any parts that are electrically “live”
or “hot.”
• Wear dry gloves and clothing. Insulate yourself
from the work piece or other parts of the welding
circuit.
• Repair or replace all worn or damaged parts.
• Extra care must be taken when the workplace is
moist or damp.
• Install and maintain equipment according to NEC
code, refer to item 9 in Subsection 1.03, Publica-
tions.
• Disconnect power source before performing any
service or repairs.
• Read and follow all the instructions in the Operat-
ing Manual.
FIRE AND EXPLOSION
Fire and explosion can be caused by hot slag, sparks, or
the plasma arc.
• Be sure there is no combustible or flammable ma-
terial in the workplace. Any material that cannot
be removed must be protected.
• Ventilate all flammable or explosive vapors from
the workplace.
• Do not cut or weld on containers that may have
held combustibles.
• Provide a fire watch when working in an area
where fire hazards may exist.
• Hydrogen gas may be formed and trapped under
aluminum workpieces when they are cut under-
water or while using a water table. DO NOT cut
aluminum alloys underwater or on a water table
unless the hydrogen gas can be eliminated or dis-
sipated. Trapped hydrogen gas that is ignited will
cause an explosion.
NOISE
Noise can cause permanent hearing loss. Plasma arc pro-
cesses can cause noise levels to exceed safe limits. You
must protect your ears from loud noise to prevent per-
manent loss of hearing.
• To protect your hearing from loud noise, wear pro-
tective ear plugs and/or ear muffs. Protect others
in the workplace.
• Noise levels should be measured to be sure the deci-
bels (sound) do not exceed safe levels.
• For information on how to test for noise, see item
1 in Subsection 1.03, Publications, in this manual.
PLASMA ARC RAYS
Plasma Arc Rays can injure your eyes and burn your
skin. The plasma arc process produces very bright ultra
violet and infra red light. These arc rays will damage
your eyes and burn your skin if you are not properly
protected.
• To protect your eyes, always wear a welding hel-
met or shield. Also always wear safety glasses with
side shields, goggles or other protective eye wear.
• Wear welding gloves and suitable clothing to pro-
tect your skin from the arc rays and sparks.
• Keep helmet and safety glasses in good condition.
Replace lenses when cracked, chipped or dirty.
• Protect others in the work area from the arc rays.
Use protective booths, screens or shields.
• Use the shade of lens as suggested in the follow-
ing per ANSI/ASC Z49.1:
Minimum Protective Suggested
Arc Current Shade No. Shade No.
Less Than 300* 8 9
300 - 400* 9 12
400 - 800* 10 14
* These values apply where the actual arc is clearly
seen. Experience has shown that lighter filters
may be used when the arc is hidden by the work-
piece.

Date: July 16, 2002 1-3 GENERAL INFORMATION
1.03 Publications
Refer to the following standards or their latest revisions
for more information:
1. OSHA, SAFETY AND HEALTH STANDARDS, 29CFR
1910, obtainable from the Superintendent of Documents,
U.S. Government Printing Office, Washington, D.C.
20402
2. ANSI Standard Z49.1, SAFETY IN WELDING AND
CUTTING, obtainable from the American Welding So-
ciety, 550 N.W. LeJeune Rd, Miami, FL 33126
3. NIOSH, SAFETY AND HEALTH IN ARC WELDING
AND GAS WELDING AND CUTTING, obtainable from
the Superintendent of Documents, U.S. Government
Printing Office, Washington, D.C. 20402
4. ANSI Standard Z87.1, SAFE PRACTICES FOR OCCU-
PATION AND EDUCATIONAL EYE AND FACE PRO-
TECTION, obtainable from American National Stan-
dards Institute, 1430 Broadway, New York, NY 10018
5. ANSI Standard Z41.1, STANDARD FOR MEN’S
SAFETY-TOE FOOTWEAR, obtainable from the Ameri-
can National Standards Institute, 1430 Broadway, New
York, NY 10018
6. ANSI Standard Z49.2, FIRE PREVENTION IN THE USE
OF CUTTING AND WELDING PROCESSES, obtain-
able from American National Standards Institute, 1430
Broadway, New York, NY 10018
7. AWS Standard A6.0, WELDING AND CUTTING CON-
TAINERS WHICH HAVE HELD COMBUSTIBLES, ob-
tainable from American Welding Society, 550 N.W.
LeJeune Rd, Miami, FL 33126
8. NFPA Standard 51, OXYGEN-FUEL GAS SYSTEMS
FOR WELDING, CUTTING AND ALLIED PRO-
CESSES, obtainable from the National Fire Protection
Association, Batterymarch Park, Quincy, MA 02269
9. NFPA Standard 70, NATIONAL ELECTRICAL CODE,
obtainable from the National Fire Protection Associa-
tion, Batterymarch Park, Quincy, MA 02269
10. NFPA Standard 51B, CUTTING AND WELDING PRO-
CESSES, obtainable from the National Fire Protection
Association, Batterymarch Park, Quincy, MA 02269
11. CGA Pamphlet P-1, SAFE HANDLING OF COM-
PRESSED GASES IN CYLINDERS, obtainable from the
Compressed Gas Association, 1235 Jefferson Davis
Highway, Suite 501, Arlington, VA 22202
12. CSA Standard W117.2, CODE FOR SAFETY IN WELD-
ING AND CUTTING, obtainable from the Canadian
Standards Association, Standards Sales, 178 Rexdale
Boulevard, Rexdale, Ontario, Canada M9W 1R3
13. NWSA booklet, WELDING SAFETY BIBLIOGRAPHY
obtainable from the National Welding Supply Associa-
tion, 1900 Arch Street, Philadelphia, PA 19103
14. American Welding Society Standard AWSF4.1, RECOM-
MENDED SAFE PRACTICES FOR THE PREPARA-
TION FOR WELDING AND CUTTING OF CONTAIN-
ERS AND PIPING THAT HAVE HELD HAZARDOUS
SUBSTANCES, obtainable from the American Welding
Society, 550 N.W. LeJeune Rd, Miami, FL 33126
15. ANSI Standard Z88.2, PRACTICE FOR RESPIRATORY
PROTECTION, obtainable from American National
Standards Institute, 1430 Broadway, New York, NY
10018

GENERAL INFORMATION 1-4 Date: July 16, 2002

Manual No. 0-2912 2-1 SPECIFICATIONS
Section 2: Torch Specifications
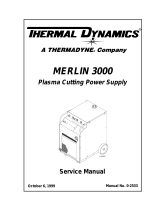
A. Torch Dimensions
Art # A-04699
2" Diameter
2.75"
3.25"
6.00"
B. Torch Parts (Generic Parts Shown)
Cartridge
Shield Cup
Art # A-04741
Electrode
Tip
Plasma Gas
Distributor
Shield Gas
Distributor
Shield Cap
C. Parts - In - Place (PIP)
The torch is designed for use with a power supply which senses coolant return flow to confirm that torch
parts are in place. If coolant return flow to the power supply is absent or insufficient the power supply will
not provide power to the torch. Coolant leakage from the torch also indicates that torch parts are absent
or installed improperly.
D. Type of Cooling
Combination of gas stream through torch and liquid cooling.

Manual No. 0-2912 2-2 SPECIFICATIONS
E. XT
TM
-300 Torch Data (with Hypertherm HD3070 Power Supply)
Ambient
Temperature
104° F
40° C
Duty Cycle 100% @ 100 Amps
Maximum Current 100 Amps
Voltage (V
p
eak
)500V
Arc Striking Voltage 10kV
Current
Up to 100 Amps, DC,
Straight Polarity
Minimum Coolant
Flow Requirements
0.9 gpm (3.4 lpm)
Plasma Gases:
Compressed Air, Oxygen,
Nitrogen, H35, F5
Shield Gases:
Compressed Air, Oxygen,
Nitrogen, Water
Operating Pressure
125 psi ± 10 psi
8.6 bar ± 0.7 bar
Maximum Input Pressure 135 psi / 9.3 bar
Gas flow 10 - 300 scfh
XT
TM
-300 Torch Ratings
for use with Hypertherm HD3070 Power Supply
XT
TM
-300 Torch Gas S
p
ecifications

Manual 0-2912 3-1 INSTALLATION
SECTION 3:
INSTALLATION
3.01 Unpacking
The product is packaged and protected to prevent damage during shipping.
1. Unpack each item and remove all packing material.
2. Locate the packing list(s) and use the list to identify and account for each item.
3. Inspect each item for possible shipping damage. If damage is evident, contact your distributor and/or shipping
company before proceeding with system installation.
3.02 Oxygen Plasma Pre-Charge Unit Installation
The Oxygen Plasma Pre-Charge Unit is an addition to the Gas Control console on the HD-3070 Power Supply. The
pre-charge unit is used to increase the line pressure of the plasma gas (Oxygen) at the start of a cut cycle. The pre-
charge unit is activated only during pre-flow when the gas selection switch is set to cut with Oxygen. This added
pressure provides improved consumable life during piercing. When cutting with any other plasma gas, the pre-charge
unit is not activated.
NOTE
The Thermal Dynamics Pre-Charge Unit is for use only with oxygen (O
2
)
gas.
Art # A-06722
Oxygen Plasma Pre-Charge Unit
A. Parts Supplied
The Pre-Charge Unit includes:
• Oxygen Plasma Pre-Charge Unit
• Oxygen Plasma Pre-Charge Supply Hose
• Oxygen Plasma Pre-Charge Outlet Hose
• Oxygen Plasma Outlet Tee Assembly
• Flashback Arrestor

INSTALLATION 3-2 Manual 0-2912
B. Connecting Oxygen Plasma Pre-Charge Unit
Refer to the connection diagrams and install the Pre-Charge Unit as follows:
1. Place the Unit on top of the existing Gas Console.
2. Disconnect the 3x1 Cable coming from the Plasma Power Supply from the existing Gas Console.
3. Connect the 3x1 Cable to the mating connector on the Oxygen Plasma Pre-Charge Unit.
4. Connect the end of the new 3x1 Cable supplied on the Pre-Charge Unit to the mating connector on the
existing Gas Console.
5. Disconnect the plasma gas line (blue) that goes to the torch from the existing Gas Console.
CAUTION
Do not use PTFE sealant with components carrying oxygen (O2). Do
not overtighten fittings or hose connections.
6. Install the Plasma Outlet Tee Assembly on the existing Gas Console. Angle the Plasma Outlet Tee Assembly
towards the Oxygen Plasma Pre-Charge Unit.
7. Connect the existing plasma gas line (blue) from the torch to the Plasma Outlet Tee Assembly.
8. Refer to the illustrations captioned 'after Pre-Charge Unit Installation'. Install the flash-back arrestor on the
pre-charge unit.
9. Connect the supplied hose between the flash-back arrestor and the Plasma Outlet Tee Assembly.
10.Connect the fitting on the hose from the Pre-Charge Unit to the O2A-1/8 NPT Straight Adapter on the Plasma
Outlet Tee Assembly.
11.Disconnect the oxygen (O
2
) supply line from the Gas Console.
12. Remove the existing oxygen (O
2
) supply line fitting from the Gas Console.
13. Connect the supplied Plasma Pre-Charge Supply Hose between the O2B fitting on the Oxygen Plasma Pre-
Charge Unit tee and the existing Gas Console oxygen (O
2
) supply connection.
14. Remove the plug from the Tee Fitting of the Pre-Charge Unit.
CAUTION
Test all connections for leaks. Tighten connections as needed. Do not
overtighten.
15.Connect the oxygen (O
2
) supply line to the Oxygen Plasma Pre-Charge Unit tee.
16. Attach the ground wire from the ground stud on the Oxygen Plasma Pre-Charge Unit to the ground stud on
the Gas Console.

Manual 0-2912 3-3 INSTALLATION
Manual Gas Console
O
2
Supply Line
N2 Supply Line
Shield Gas Line
To Torch
Pre-Flow Gas Line
To Torch
3X1 Cable From
Power Supply
Plasma Gas Line
To Torch
Ground Stud
Connection
A-03785
Connection Diagram Of Original Manual Gas Console
Manual Gas Console
Pre-Charge
Unit
O
2
Supply Hose
To Gas Console
N2 Supply Line
Shield Gas Line To Torch
Pre-Flow Gas Line To Torch
Connect To Mating Connector
On Gas Console
3X1 Cable From Power Supply
Plasma Gas Line
To Torch
Ground Stud Connection
Plasma Outlet Tee Assembly
Art # A-04449
Original Plasma
Gas Line Fitting
O
2
Supply Line
Tee Fitting
Flashback Arrestor
Green Light (Refer to Operation
Section of Torch Manual)
Connection Diagram to Manual Gas Console After Pre-Charge Unit Installation
CAUTION
Do not interchange parts. Make sure the parts in the torch corre-
spond with the plasma and shield gas in use for the application.

INSTALLATION 3-4 Manual 0-2912
Automated Gas Console
O
2
Supply Line
N2 Supply Line
Shield Gas Line
To Torch
Pre-Flow Gas Line
To Torch
3X1 Cable From
Power Supply
Plasma Gas Line
To Torch
Ground Stud
Connection
Art # A-03948
Connection Diagram for Original Automated Gas Console
Automated Gas Console
Connect to O
2
Supply Line Fitting
N2 Supply Line
Shield Gas Line
To Torch
Pre-Flow Gas Line
To Torch
Connect to Plasma
Gas Line Fitting
Connect to
Stud Connection
Art # A-04450
Connect To 3x1
Connector On
Gas Console
Pre-Charge
Unit
O
2
Supply Line
O
2
Supply Hose
To Gas Console
3X1 Cable From Power Supply
Plasma Gas Line
To Torch
Ground Stud Connection
Plasma Outlet
Tee Assembly
Tee Fitting
Original Plasma
Gas Line Fitting
Flashback Arrestor
Green Light (Refer to Operation
Section of Torch Manual)
Connection Diagram for Automated Gas Console after pre-Charge Unit Installation.

Manual 0-2912 3-5 INSTALLATION
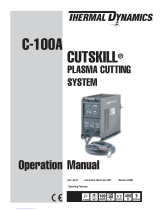
3.03 Oxygen Plasma Pre-Charge Unit Switch Setting
1. Turn the Oxygen Plasma Pre-Charge Unit upside down. The bottom of the assembly includes a label and a
cut-out. There is a toggle switch inside the cut-out.
2. Compare the label on the bottom of the Oxygen Plasma Pre-Charge Unit to the switches on the Gas Console.
For installations with Gas Consoles with switches as shown on the lower half of the label, set the toggle switch
on the Oxygen Plasma Pre-Charge Unit to position 'A'. For installations with Gas Consoles with switches as
shown on the upper half of the label, set the toggle switch on the Pre-Charge Unit to position 'B'. Use a pencil
or similar tool to set the switch. Do not open the Oxygen Plasma Pre-Charge Unit.
Art # A-04447
Cut-out
Toggle Switch (in 'A' Position)
PLASMA GAS SELECTOR
AIR
O
2 H35&N2
ALL MANUAL GAS BOXES
AUTO GAS BOX VERSION
INCLUDES
INCLUDES
AUTO GAS BOX VERSION
PLASMA
SHIELD
O
2 N2
AUX
A
AUX
B
A
B
View of Bottom of Pre-Charge Unit
3. Turn the Oxygen Plasma Pre-Charge Unit right side up. Set the unit securely on the Gas Control.
4. Turn on the oxygen (O
2
) gas supply and check all connections for leaks.
5. This completes the installation of the Oxygen Plasma Pre-Charge Unit.

INSTALLATION 3-6 Manual 0-2912
3.04 Connecting Torch
WARNINGS
Disconnect primary power at the source before disassembling the torch
or torch leads.
Use caution when removing the Pilot Return Lead from the existing Torch
as damage to the connection can result.
The Torch Head is a direct replacement for the Hypertherm Torch Head on the HD3070 System. Connect the Torch
Leads as follows:
1. Remove and set aside any consumables installed in the original torch. Release the torch positioning tube
from its support. Do not rotate the torch head or leads. Support the Torch Head and positioning tube manu-
ally.
2. Rotate the positioning tube to disconnect the Hypertherm Torch Head from the tube. Slide the tube back on
the leads to expose the torch leads connections to the torch head.
3. Disconnect the torch head from the leads. Set the torch head aside.
4. Connect the gas and coolant leads to the Torch Head.
a. Coolant supply and return connections to the Torch Head are of different lengths.
b. Plasma and secondary gas connections to the Torch Head are threaded differently; the plasma gas con-
nection is left-hand thread, the shield gas connection is right-hand thread.
Plasma Gas
(Left Hand Thread)
Shield Gas
Coolant Supply
&
Power Lead (-)
Coolant Return
Pilot Lead (+)
Heat Shrink
Art # A-04518
c. Hold the Torch Head leads connectors stationary; turn the leads fittings with a wrench to secure the leads
to the Torch Head. Do not overtighten.
CAUTION
The gas and coolant leads include compression fittings. Do not use seal-
ant on these connections.
Slowly apply pressure to the gas lines. Check for leaks at all connections
before continuing. If there are no leaks, shut off the gas supplies and
continue with installation.

Manual 0-2912 3-7 INSTALLATION
5. Connect the pilot lead to the Torch Head. Press the two ends of the connector firmly together. Thread the
plastic lead cover/connector onto the mating Torch Head connector.
6. Press the Torch Head Assembly upward to connect to the Mounting Tube. Pull the leads back as needed to
ensure a proper fit to the Mounting Tube. Hold the Torch Head Assembly stationary; rotate the Mounting Tube
to thread it onto the Torch Head.
CAUTION
Ensure that the leads do not twist within the mounting tube. Leads must
lie as shown in the installation sketch.

INSTALLATION 3-8 Manual 0-2912
3.05 Consumables Selection
Cartridge
21-1020
50A Mild Steel, Precision
Tip, 50A MS
21-1051
Shield Cap, 50A MS
21-1025
Shield Cup
21-1016
Plasma
Gas Distributor
21-1041
Shield
Gas Distributor
No Swirl
21-1274
70A Mild Steel, Precision
100A Mild Steel, Precision
50A Stainless Steel / Aluminum, Precision
100A Stainless Steel / Aluminum, Precision
Electrode, 100A SS/AL
21-1080
Electrode, 50A SS/AL
21-1078
Electrode, 100A MS
21-1071
Electrode, 70A MS
21-1070
Electrode, 50A MS
21-1069
Tip, 70A MS
21-1052
Tip, 100A MS
21-1053
Tip, 50A SS/AL
21-1060
Tip, 100A SS/AL
21-1062
Shield
Gas Distributor
Swirl
21-1272
Shield Cap, 70A MS
21-1026
Shield Cap, 100A MS
21-1027
Shield Cap, 50A SS/AL
21-1034
Shield Cap, 100A SS/AL
21-1036
Art # A-04031
30A Mild Steel, Precision
70A Stainless Steel , Precision
Electrode, 30A MS
21-1068
Tip, 30A MS
21-1050
Plasma
Gas Distributor,
30A MS
21-1040
Shield
Gas Distributor,
30A MS
21-1082
Shield Cap, 30A MS
21-1024
Tip, 70A SS
21-1061
Electrode, 70A SS
21-1079
Shield Cap, 70A SS
21-1035
30A Stainless Steel, Precision
Shield Cap, 30A SS
21-1033
Tip, 30A SS
21-1059
Plasma
Gas Distributor
21-1045
Electrode, 30A SS
21-1077
Shield
Gas Distributor
No Swirl
21-1274
Plasma
Gas Distributor
21-1041
/